КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Основные требования к производству сварочных работ
|
|
|
|
Лекции
по дисциплине "Технология производства и ремонта вагонов"
(основной курс)
Лекция №1: Сборка и сварка деталей вагонов. Способы предупреждения и устранения остаточных деформаций при сварочных работах.
Все сварочные работы, связанные с ремонтом вагонов, должны выполняться на рабочих местах в соответствии с действующими санитарными и противопожарными нормами на железнодорожном транспорте.
Производить сварочные работы на подвижном составе, находящемся на приемоотправочных и сортировочных путях станций, запрещается. Такие работы должны выполняться только на специально выделенных и оборудованных путях.
В общее количество дефектов должны также включаться дефекты, устраненные на данной сборочной единице или детали при ранее выполненном текущем или плановом ремонте.
Восстанавливать наплавкой или другими родственными технологиями разрешается детали, имеющие износ не выше обусловленного правилами ремонта и настоящей Инструкцией, а также другими руководящими материалами, утвержденными в установленном порядке.
Восстанавливаемые наплавкой детали должны доводиться до чертежных размеров независимо от вида ремонта вагона.
Механические свойства наплавленного металла должны быть не ниже свойств основного металла детали. Твердость наплавленного металла не должна превышать пределы, установленные технической документацией на ремонт сваркой вагонных деталей.
Металлоконструкции, находящиеся под статической нагрузкой, перед заваркой трещин и изломов или устранением дефектов швов должны быть разгружены.
Ответственность за качество выполнения сварочных работ и контроль за соблюдением требований настоящей Инструкции на заводах возлагается на главных сварщиков и заместителей начальников отделов технического контроля по сварке, а там, где их нет, - на главных технологов, начальников и мастеров ОТК, а также на непосредственного исполнителя - сварщика.
В вагонных депо такой контроль возлагается на приемщиков вагонов и заместителей начальников депо по ремонту, а также на сварщика.
Состояние оборудования, оснастки, приспособлений, инструмента, а также соблюдение технологии сварочных и наплавочных работ должны периодически, но не реже одного раза в год, проверяться комиссией.
Состав комиссии утверждает руководитель предприятия.
При организации сварочных работ на рабочих местах следует руководствоваться требованиями эргономики, при этом должен обеспечиваться по возможности максимально свободный доступ к месту сварки.
Ответственные сварочные работы должны выполняться сварщиками, прошедшими специальное обучение и имеющими соответствующую квалификацию. Сварщик, выполняющий сварочные работы при ремонте вагонов, предназначенных для перевозки опасных грузов, должен быть аттестован в соответствии с Правилами, и иметь удостоверение установленного образца и предусмотренные к нему вкладыши.
При выполнении сварочных работ на вагонах обратный провод от источника питания должен присоединяться в непосредственной близости от места сварки (не далее 10 м). Запрещается сварочную цепь замыкать через буксы, автосцепку и другие разъемные соединения. Место присоединения обратного провода к детали должно быть предварительно зачищено до металлического блеска, провод должен быть надежно и плотно присоединен при помощи зажима, скобы или другого приспособления.
Подводка сварочного тока должна осуществляться по двухпроводной сварочной цепи.
ЗАПРЕЩАЕТСЯ:
1) использовать рельсы в качестве обратного провода;
2) проверять возбуждение дуги или установленный режим прикасанием электрода или электрододержателя к любой части вагонов, особенно к колесным парам, буксам или к деталям, не подвергающимся ремонту сваркой;
3) допускать к выполнению сварочных работ сварщиков, не имеющих удостоверения установленного образца и предусмотренных к нему вкладышей или своевременно не аттестованных;
4) допускать к выполнению ответственных сварочных работ сварщиков, не имеющих соответствующей квалификации.
Подготовка узлов и деталей вагонов к сварке и наплавке
Детали вагонов перед сваркой должны быть полностью очищены от остатков перевозимых грузов. В местах сварки должны быть удалены окалина, ржавчина, краска, грязь и масло.
Зачистка мест, подлежащих восстановлению сваркой или наплавкой, должна производиться, как правило, механизированным (абразивными кругами, стальными проволочными щетками), дробеструйным и другими способами, обеспечивающими очистку поверхности до металлического блеска.
При неполной очистке свариваемых кромок и особенно зазора необходима продувка сухим сжатым воздухом или прожигание места сварки газовым пламенем. Выполнять эту операцию рекомендуется непосредственно перед сваркой.
Удаление дефектных швов, разделку трещин и подготовку скосов на кромках элементов, изготовленных из углеродистых и низколегированных сталей, следует выполнять фрезерованием, строганием рубкой, дуговой или кислородной строжкой или резкой. Допускается разделка трещин сверлением с последующим удалением перемычек пневмо- или ручным зубилом.
Кромки узлов и деталей после кислородной резки должны быть зачищены от шлака, натеков и капель металла.
Удаление дефектных швов, разделку трещин, подготовку кромок на узлах и деталях, изготовленных из нержавеющих сталей и алюминиевых сплавов, рекомендуется выполнять механическими способами.
При разделке трещин или вырезке дефектных мест на деталях из нержавеющих сталей допускается применение воздушно-дуговой строжки и резки, а также электродуговой резки специальными электродами.
Разделку несквозных трещин следует выполнять на всю глубину до целого металла и по длине на 15-20 мм далее видимых границ трещины. При разделке сквозных трещин концы ее должны быть засверлены сверлами диаметром 6-12 мм и раззенкованы на 1/2-1/3 толщины металла.
Для снижения концентрации напряжений в угловых швах тавровых соединений в местах перехода от металла шва к основному металлу швы необходимо выполнять вогнутыми при условии обеспечения полного провара стенки таврового соединения и корня шва, а при наличии внутреннего концентратора — выпуклыми. Угловые швы нахлесточных соединений с этой же целью следует выполнять выпуклыми.
При выполнении нахлесточных соединений можно допускать небольшой подгиб края накладки к поверхности основного металла до угла 15° на длине 10-15 мм (например, после резки металла на гильотинных ножницах).
В местах, подлежащих сварке, после разделки трещин и подготовки кромок обязательна зачистка основного металла до металлического блеска на расстоянии не менее 20 мм по обе стороны от границ разделанных кромок.
Края подготавливаемых накладок, косынок, вставок и выводных планок также должны быть зачищены до металлического блеска, как и основной металл ремонтируемого узла, элемента или детали конструкции.
Металлоконструкции вагонов в местах, подлежащих ремонту, а также металлический прокат для изготовления отдельных элементов металлоконструкций, имеющие деформации (прогибы, вмятины, искривления и др.) сверх допустимых стандартами и технической документацией, должны быть предварительно выправлены.
Правка должна выполняться на прессах, вальцах или устройствах, обеспечивающих плавное приложение нагрузок. Отдельные неровности и искривления на листах толщиной до 3 мм разрешается править вручную на ровных чугунных плитах или столах из твердых пород дерева.
Горячая и холодная правка должны выполняться по технологии, исключающей появление трещин, надрывов и пережогов металла. Допускается правка металла при местном нагреве отдельных участков.
|
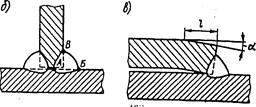
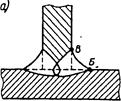
Рис. 1.1. Виды концентраторов напряжений угловых швов
Не подлежащие сварке кромки несущих конструкций, а также кромки накладок и вставок, узлов и элементов ответственных конструкций, выполненные газопламенной и дуговой резкой, на гильотинных ножницах и штампах, не должны иметь нескругленных кромок, выступов и неровностей.
Сборку под сварку элементов конструкции необходимо производить в сборочно-сварочных кондукторах и приспособлениях или же на кантователях и манипуляторах. При постановке вставок и усиливающих накладок их следует прижимать или закреплять фиксаторами, струбцинами, болтами или другими приспособлениями.
При фиксировании взаимного расположения свариваемых деталей при помощи прихваток площадь их сечения не должна превышать 1/3 площади сечения шва, а максимальная площадь сечения должна быть не более 25-30 мм2. Прихватки рекомендуется выполнять покрытыми электродами, в защитных газах или под флюсом.
Собранные под сварку элементы и узлы вагонов должны проверены в соответствии с чертежами, технологической документацией и настоящей Инструкцией.
Постоянный контроль качества подготовленных под сварку узлов и деталей должен осуществлять бригадир или мастер цеха, а периодический - службы ОТК завода или приемщик вагонов ЦВ МПС в депо.
При транспортировке и кантовании собранных под сварку элементов и сборочных единиц вагонов необходимо обеспечить сохранение их форм и исключить атмосферное или случайное увлажнение подготовленных к сварке и наплавке поверхностей.
|
|
|
|
Дата добавления: 2014-01-05; Просмотров: 1374; Нарушение авторских прав?; Мы поможем в написании вашей работы!