КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Обзор рынка паяльного оборудования
|
|
|
|
На рынке паяльного оборудования можно найти предложения от различных производителей — PACE, WELLER, ERSA, HAKKO. Собственно, он ими и сформирован. Они определяют, что такое хорошо или что такое плохо. Фирмы соревнуются между собой во внедрении передовых технологий, различных методов управления нагревом пальника, от импульсного разогрева до использования в качестве нагревателя феррита. Для управления могут использоваться различные типы сенсоров. Обычно они располагаются на конце нагревательного элемента и контролируют его температуру, а температура наконечника устанавливается с учетом тепловых потерь в нем. Это стандартное построение паяльника, но есть разновидности этой схемы. Фирма ERSA предложила способ управления с помощью термопары K-типа. Последняя находится вне нагревательного элемента и контролирует температуру наконечника. Способ интересный, но требует применения специальных технологий. Необходимо обеспечить хороший тепловой контакт с наконечником, для чего на его внутреннюю поверхность напыляется серебро. Также нужно предотвратить окисление термопары, которое приводит к ошибкам в установке температуры и перегреву наконечника. Управление такими системами осуществляют микропроцессоры. Естественно, стоимость подобной паяльной станции довольно высока.
Альтернативный способ управления — нагревательный элемент совмещен с самим наконечником, который выпускается на заранее определенную температуру.
Технология SMARTHEAT фирмы METCAL
Нагревательный элемент состоит из двух основных частей — источника тока и термоэлемента. Радикальная разность между этим и стандартным нагревательными элементами — то, что сам термоэлемент определяет и сохраняет жестко заданную заранее температуру.
Температура элементов фирмы Metcal зависит от электрических и металлических характеристик двух различных металлов, одним из которых является материал с высоким тепловым сопротивлением и удельной электропроводностью, другой — магнитный материал с относительно высоким сопротивлением.
Когда через элемент пропускается переменный ток низкой частоты, он, естественно, будет течь через все проводящее сечение. Однако увеличение частоты до 13,5 МГц приводит к росту тока во внешнем (магнитном) нагревателе. Это явление протекания тока высокой частоты через магнитный слой с высоким сопротивлением, известное как «скин-эффект», способствует быстрому нагреву.
Как только наружный слой достигает заданной температуры (предопределенной материалом ее элементов), происходит другое явление — магнитные характеристики слоя ухудшаются. Эта температура названа точкой Кюри магнитного материала. В момент ее достижения магнитное сопротивление проводящего сердечника уменьшается, что приводит к снижению нагрева. При остывании магнитное сопротивление вновь возрастает, и ток через нагреватель опять увеличивается, и т. д. Таким образом, температура нагревателя поддерживается почти равной точке Кюри. В результате получается система, которая не требует никакой калибровки.
Существуют области применения паяльного оборудования, где необходима точность установки температуры до 1°C и ее компьютерный контроль. Но большинство задач не требуют использования высокоточного инструмента. Основной критерий для них— температурная стабильность жала паяльника. Для подобных задач применение элементов фирмы Metcal является идеальным решением.
Решения фирмы XITRONIC
Обратимся к фирме XYTRONIC. Она более 20 лет выпускает паяльное оборудование для производства и ремонта изделий электронной техники. Штаб-квартира XYTRONIC INDUSTRIES, LTD. находится на Tайване — в стране, являющейся ведущим поставщиком паяльных станций.
XYTRONIC предлагает продукцию широкого спектра: от профессиональных паяльников и паяльных станций до систем для демонтажа. Выпускаемые паяльники имеют мощность от 60 до 150 Вт и регулируемый диапазон температур (150–450°С). Они находят применение во всех сборочных операциях. Станции могут иметь аналоговые или цифровые системы задания температуры.
Сегодня изделия фирмы XYTRONIC экспортируются во многие страны. Приблизительно 50 % продукции продается под эмблемой XYTRONIC. 90 % изделий экспортируется в США, Канаду, Австралию, Японию и Западную Европу. В настоящее время компания поставляет паяльное оборудование корпорации Philips N.V. Список клиентов XYTRONIC включает также IBM, Logitech, Taiwan Delta, General Instruments, Digital Equipment Corp., Siemens, Hewlett Packard, что говорит о качестве паяльного оборудования.
В 1980 году фирма запатентовала оригинальный метод электронного управления температурой паяльника. Метод гарантировал высокое качество и надежность пайки.
Подобный паяльник идеально подходит для служб ремонта и обслуживания электронной техники, а также для производства, где используется ручная сборка электронных устройств.
Рассмотрим паяльную станцию 137 ESD (рис. 1).
Рис. 1
Станция имеет 60-ваттный паяльник 107ESD с металлокерамическим нагревательным элементом, управляемый электронным блоком.
Схема управления использует P.Т.С. сенсор, находящийся на конце нагревательного элемента. Температурный сенсор немедленно реагирует на изменение температуры и обеспечивает дополнительный нагрев жала при снижении его температуры во время интенсивного отвода тепла при быстрой пайке большого количества контактных площадок или массивных деталей. Система отличается отсутствием перерегулирования и гарантирует высокую скорость нагрева и хорошую стабильность температуры нагревательного элемента.
Пальник 107ESD выполнен с учетом всех современных требований и весит всего 190 граммов (рис. 2).

Рис. 2
Нагревательный элемент располагается в наконечнике паяльника, что обеспечивает максимальную теплопередачу. Кроме того, поскольку элемент расположен на достаточном расстоянии от рукоятки, не происходит перегрева рукоятки паяльника. Последняя имеет резиновое кольцо, предохраняющее пальцы от соскальзывания во время работы. Нагрев жала до температуры 250°С осуществляется за 30 секунд.
Нагревательный элемент изготовлен японской фирмой HAKKO и имеет высокую надежность и долговечность в сравнении со стандартными нихромовыми проволочными нагревателями (рис. 3). Диапазон регулирования температуры паяльника от 200 до 450 градусов.
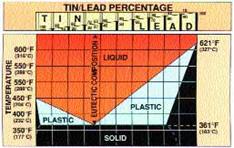
Рис. 3
Достаточен ли такой диапазон регулирования? Для ответа на этот вопрос вспомним, что у припоя марки Sn63Pb37 плавление начинается при температуре 180°С (рис 4). Остальные марки характеризуются еще более высокой точкой плавления.
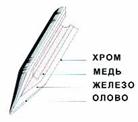
Рис. 4
Следовательно, жало с температурой 200°С соответствует припоям марки Sn*/Pb*. Конечно, существуют и низкотемпературные припои, но употребление их крайне ограничено. В основном при производстве электронных устройств используется припой марок Sn63/Pb37 и Sn60/Pb40.
Наконечники для станций XYTRONIC выполнены из гальванической меди, покрытой слоями железа и хрома, рабочая часть их облужена оловом (рис. 5).

Рис. 5
Спектр предлагаемых наконечников весьма разнообразен — от конических диаметром 0,4 мм до жал специальной формы «МИНИ–ВОЛНА» для монтажа PQF-элементов.
Технология пайки микросхем жалом «МИНИ–ВОЛНА» неоднократно описывалась. Но существуют несколько моментов. Для достижения хороших результатов не рекомендуется использовать припои, содержащие канифоль. Большое значение при пайке имеет также угол наклона жала — оптимальный результат достигается только после определенной тренировки.
Демонтаж микросхем
Современные паяльные станции не только увеличили производительность труда при сборке, но превратились также и в незаменимый инструмент для ремонтника, одной из основных операций которого является демонтаж элементов.
Существуют два способа демонтажа SMD компонентов — контактный и конвекционный. Оба доказали свою состоятельность и право на жизнь.
Основным на сегодняшний день является контактный способ, предлагаемый фирмами METCAL, PACE, WELLER, ERSA, HAKKO и XYTRONIC.
Технология этого способа заключается в том, что для отпайки используются насадки, повторяющие конфигурацию корпуса микросхемы. Наибольшее количество различных насадок к паяльнику предлагают фирмы PACE и METCAL.
Для каждого типоразмера применяются индивидуальные насадки, учитывающие форму выводов элементов (рис. 6).

Рис. 6
Насадка используется только как теплоноситель, для отпайки же используется расплавленный припой. Количество припоя на насадке и его теплоемкость выше, чем у припоя, находящегося на контактных площадках электронного компонента, благодаря чему и демонтируется микросхема. Выводы микросхемы касаются расплавленного припоя на насадке, и моментально припой, находящийся на контактах микросхемы, расплавляется и смешивается с насадочным. Небольшие микросхемы прилипают к наконечнику из-за сил поверхностного натяжения и поднимаются без дополнительной помощи. Время отпайки занимает около 10 секунд, микросхема успевает прогреться всего до 60°С, а плата — до 45°С.
Припой можно наносить не на насадку, а предварительно залить им выводы микросхемы или нанести на них паяльную пасту. XYTRONIC предлагает таким способом демонтировать микросхемы, имеющие корпуса типа SOP, SOIC, PLCC, QFP, а также CHIP-компоненты и микросхемы в корпусе DIP (рис. 7).

Рис. 7
В последнем случае используются насадки, имеющие специальные канавки для заполнения их припоем. Насадка устанавливается на выводы микросхемы с обратной стороны платы. Припой в отверстиях расплавляется, и микросхему можно поднять пинцетом. Процесс занимает 15 секунд. Очистить выводы микросхемы и контактные площадки можно с помощью плетенки и паяльника с широким наконечником.
Установка насадок для отпайки SMD осуществляется при помощи адаптера с резьбовым соединением. Все насадки устанавливаются на адаптер. Перед демонтажом обязательно производить предварительное флюсование микросхем, чтобы снять оксидную пленку с контактов.
Описанные насадки для демонтажа микросхем к паяльнику 137ESD позволяют вам обойтись без использования дополнительных дорогостоящих термоинструментов, которые повлекут покупку паяльного оборудования, стоимостью в 2–3 раза дороже. Типы демонтируемых микросхем зависят только от мощности паяльника, так как каждый дополнительный квадратный сантиметр площади микросхемы приводит к уменьшению температуры на 10°С. Поэтому фирма PACE рекомендует вводить прекомпенсацию потерь на наконечнике до 60°С! При демонтаже микросхем этот фактор нужно учитывать. Паяльные станции разных фирм используют одинаковую технологию демонтажа. Отличие состоит лишь в способе управления температурой наконечника паяльника и в точности установки температуры. Погрешности последней могут быть скомпенсированы использованием внешнего температурного калибратора.
Паяльная станция 137ESD XYTRONIC при низкой стоимости (всего 125 $) функционально не уступает дорогостоящим аналогам, позволяя решить большинство проблем с монтажом и демонтажом SDM-микросхем. Большой выбор дополнительных наконечников значительно расширяет ее функциональные возможности.
Техника контроля качества современных печатных узлов
Современные печатные узлы (ПУ) содержат множество спрятанных от глаз деталей. Для их контроля, наряду с внутрисхемными тестерами, которые продолжают играть значительную роль в контроле ПУ, требуется дополнительное контрольное оборудование. Информация от этого оборудования должна поступать в сеть, быстро и точно указывая области потенциальных отказов.
Типичный процесс контроля ПУ начинается с оптической проверки паяльной пасты – ее распределения по правильному рисунку в требуемом объеме. Затем следует процесс оптического контроля укладки по плате исправных компонентов. Далее – контроль после расплавления припоя, осуществляемый оптическим или рентгеновским оборудованием. Последнее способно обследовать паяные соединения под компонентами, а также обнаруживать внутри шариков припоя пустоты, которые могут привести к отказам. После завершения этих этапов проводится электрический внутрисхемный контроль – процедура, аналогичная той, что проводилась и восемь лет назад, но разница в том, что теперь большинство проверяемых точек находится под BGA-компонентами или внутри многослойной платы. Здесь внутрисхемному контролю необходима помощь периферийного сканирования, обеспечивающего доступ к невидимым точкам контроля. Наконец, ПУ проходит функциональный контроль. Обычно функциональные тестеры сопрягаются с контролируемым ПУ через торцевой соединитель.
|
|
|
|
Дата добавления: 2014-01-05; Просмотров: 537; Нарушение авторских прав?; Мы поможем в написании вашей работы!