КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Поверхностная закалка
|
|
|
|
Поверхностная закалка состоит в нагреве поверхностного слоя стали выше Ас3 с последующим охлаждением для получения высокой твердости и прочности в поверхностном слое детали в сочетании с вязкой сердцевиной.
Для поверхностной закалки применяют обычно углеродистые стали, содержащие около 0.4 % С. Глубокая прокаливаемость при этом методе не используется, поэтому легированные стали обычно не применяют.
После закалки проводят низкий отпуск 200°С или самоотпуск.
После закалки и отпуска твердость стали на поверхности – 45-55 HRC, в сердцевине – 25-30 HRC.
Нагрев под закалку проводят:
– в расплавленных металлах или солях,
– пламенем газовых или кислород-ацетиленовых горелок,
– лазерным излучением,
– токами высокой частоты (ТВЧ).
Наиболее распространенным процессом поверхностной закалки в настоящее время является обработка токами высокой частоты (ТВЧ), основанная на скин-эффекте. Скин-эффект проявляется при взаимодействии электромагнитного поля с поверхностью электропроводящего материала и выражается в неравномерном распределении интенсивности (плотности) переменного электрического тока по сечению проводника.
При нагреве ТВЧ магнитный поток, создаваемый переменным током, проходящим по проводнику (индуктору), индуцирует вихревые токи в металле детали, помещенной внутри индуктора. Форма индуктора соответствует внешней форме изделия. Индуктор представляет собой медные трубки с циркулирующей внутри водой для охлаждения.
 Скорость нагрева зависит от количества выделившегося тепла, пропорционально квадрату силы тока и сопротивлению металла.
Скорость нагрева зависит от количества выделившегося тепла, пропорционально квадрату силы тока и сопротивлению металла.
На поверхности детали плотность тока значительно выше, чем в сердцевине, поэтому основное количество тепла выделяется в тонком поверхностном слое.
Глубина проникновения тока в металл зависит от свойств нагреваемого металла и обратно пропорциональна квадратному корню из частоты тока:
g – толщина слоя, м; r – электросопротивление, Ом×м;
m – магнитная проницаемость, Г/м; ¦ – частота тока, Гц.
Чем больше частота тока, тем тоньше получается закаленный слой.
Обычно применяют:
Машинные генераторы с частотой 500-15000 Гц для получения закаленного слоя толщиной 2-10 мм;
Ламповые генераторы с частотой 106 Гц для получения закаленного слоя толщиной от десятых долей мм до 2мм.
После нагрева в индукторе деталь охлаждают с помощью специального охлаждающего устройства. Через имеющиеся в нем отверстия на поверхность детали разбрызгивается охлаждающая жидкость.

| Структура закаленного слоя – мартенсит; переходной зоны – мартенсит и феррит сердцевины – исходная (т.к. глубинные слои нагреваются до температур ниже критических и при охлаждении не упрочняются) |
Для повышения прочности сердцевины перед поверхностной закалкой деталь иногда подвергают нормализации или улучшению.
Преимущества обработки ТВЧ:
- регулируемая глубина закаленного слоя;
- высокая производительность и возможность автоматизации;
- отсутствие обезуглероживания и окалинообразования;
- минимальное коробление детали.
Недостатки:
- высокая стоимость индуктора (индивидуальная для каждой детали) и, следовательно, малая применимость ТВЧ к условиям единичного производства.
2) Термомеханическая обработка (ТМО) стали
ТМО заключается в пластическом деформировании аустенита с последующей закалкой на мартенсит и низким отпуском.
Причиной упрочнения при ТМО является то, что из предварительно деформированного аустенитного зерна образуются более мелкие пластины мартенсита. При дроблении зерна аустенита создается блочная структура, которая фиксируется при закалке.



При последующем отпуске до 200°С происходит выделение углерода из мартенсита в виде дисперсных карбидов.
В результате ТМО достигается высокая прочность при достаточной пластичности и вязкости.
В зависимости от температуры, при которой деформируется аустенит, различают:
- ВТМО – высокотемпературную термомеханическую обработку;
- НТМО - низкотемпературную термомеханическую обработку.
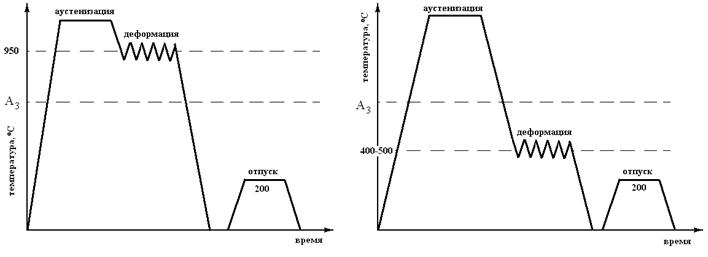
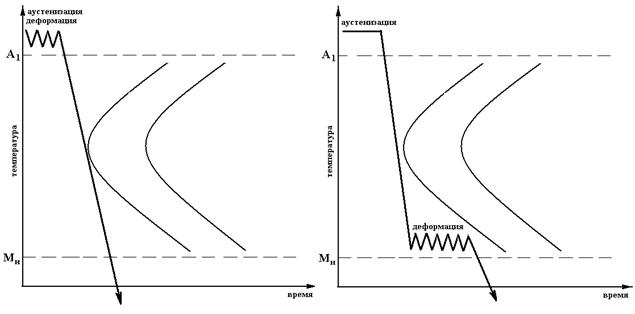
При ВТМО по сравнению с обычной термообработкой прочность повышается примерно на 40 % при одновременном увеличении характеристик пластичности в 2 раза. Возрастает сопротивление усталости, увеличивается ударная вязкость, уменьшается склонность к образованию трещин и порог хладноломкости.
При НТМО достигается еще большее упрочнение, но ее проведение более сложно по сравнению с ВТМО.
|
|
|
|
Дата добавления: 2014-01-05; Просмотров: 462; Нарушение авторских прав?; Мы поможем в написании вашей работы!