КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Структура технологического процесса
|
|
|
|
Классификация технологических процессов
Согласно ГОСТ 3.1109 – 82, технологический процесс может быть отнесен к методам обработки формообразования и сборки. Поэтому технологические процессы можно классифицировать по отдельным технологическим методам выполнения: Например техпроцессы литья, штамповки, мех. обработки, термообработки сборки и т.д.;
По степени унификации (количество изделий, охватываемых процессом) технологические процессы делят на единичные и унифицированные.
При единичном техпроцессе происходит изготовление изделия одного наименования, типоразмера и исполнения независимо от типа производства. Такие процессы разрабатываются для оригинальных изделий.
При унифицированном технологическом процессе (типовом и групповом) изготавливают группы изделий с общими конструктивными и технологическими признаками.
При типовом техпроцессе изготавливают группы изделий с общими конструктивными и технологическими признаками. Типовой техпроцесс состоит из типовых технологических операций, характеризуемых единством содержания и последовательности технологического процесса для группы изделий с общими конструктивными и технологическими признаками. Например, валы – это класс цилиндрических деталей, у которых длина больше чем в два раза превышает диаметр.
Групповой технологический процесс – это процесс изготовления группы изделий с разными конструктивными, но общими технологическими призаками.
В групповой техпроцесс входят групповые операции совместного изготовления группы изделий с разными конструктивными, но общими технологическими признаками. Групповые операции расположены в последовательности технологического маршрута изготовления этой группы изделий.
|
|
|
Группирование деталей разной конфигурации производится оп преобладающим видам обработки, единству технологического оснащения и общности наладки станка. Групповая технологическая операция выполныется на специализированных рабочих местах, предназначенных для изготовления группы изделий при одной наладке и отдельных подналадок (для разных групп изделий) в течение длительного периода времени.
Наладка – это подготовка технологического оборудования и технологической оснастки к выполнению технологической операции (установка приспособления, переключение скорости или подачи, настройки заданного режима обработки)
Подналадка – это дополнительные регулировки технологического оборудования и оснастки при выполнении технологической операции для восстановления достигнутых при наладке значений параметров.
По уровню достижений науки и техники различают перспективные и рабочие технологические процессы.
Перспективный техпроцесс соответствует современным достижениям науки и техники, методы и средства осуществления, которого частично или полностью предстоит освоить на предприятии.
Рабочий процесс выполняется по рабочей (имеющейся на предприятии) Т и КД
По стадии разработки, состоянию технологической подготовки производства (ТПП) и стандартизации технологические процессы подразделяются на проектные, временные и стандартные.
Проектный процесс выполняется по предварительному проекту ТД и разрабатывается для проверки способов изготовления деталей, которые нужно поставить на производство в перспективе.
Временный процесс применяется на предприятии в течение ограниченного промежутка времени из-за отсутствия надлежащего оборудования или в связи с поломкой до замены на более современное.
Стандартный процесс устанавливается стандартом.
|
|
|
По содержанию операций перемещения заготовок различают комплексный и не комплексный техпроцессы.
Комплексный техпроцесс кроме технологических операций содержит комплекс операций погрузки-разгрузки, перемещения, контроля и очистки обрабатываемых заготовок по ходу техпроцесса. Комплексные техпроцессы применяются на автоматических линиях.
Не комплексны процесс включает в основном технологические операции.
По детализации описания техпроцессы бывают с маршрутным, маршрутно-операционным и операционным описанием.
Маршрутное описание техпроцесса – сокращенное описание всех технологических операций в маршрутной карте в последовательности их выполнения без указания переходов и технологических режимов.
Маршрутно-операционное описание технологического процесса –это сокращенное описание технологических операций в маршрутной карте в последовательности их выполнения с полным описанием отдельных операций в других технологических документах.
Операционное описание техпроцесса – полное описание всех технологических операций в последовательности их выполнения с указанием технологических переходов и режимов.
Применительно к условиям машиностроительного производства технологический процесс – это часть производственного процесса, включающая в себя последовательное изменение размеров, формы, внешнего вида или внутренних свойств предмета производства и их контроль.
Тех. процесс обычно делится на технологические и вспомогательные операции.
Технологическая операция – законченная часть технологического процесса, выполняемая непрерывно на одном рабочем месте над одним или несколькими одновременно обрабатываемыми или собираемыми изделиями, одним или несколькими рабочими.
Вспомогательная операция – это часть технологического процесса, которая не изменяет формы, внешнего вида или свойств предмета труда, но необходимая для выполнения технологических операций.
Технологические операции делятся на установы, позиции, технологические и вспомогательные переходы, рабочие и вспомогательные ходы.
Установ – часть технологической операции, выполняемая при неизменном закреплении детали (с.б.) рис.1.
|
|
|
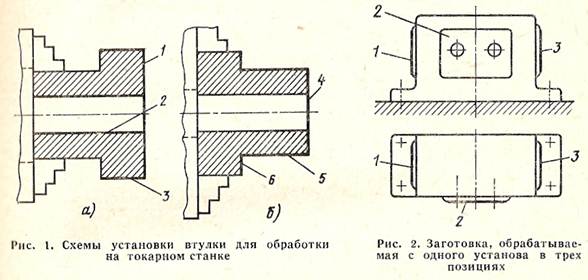
Позиция – фиксированное положение, занимаемое закрепленной обрабатываемой заготовкой относительно инструмента для выполнения определенной части операции рис.2
Т.е. при обработке заготовки на одном установе ее нужно сначала базировать, а затем закрепить.
Базирование – это придание заготовке или изделию требуемого положения относительно выбранной системы координат.
Закрепление – приложение сил к предмету труда для обеспечения постоянства его положения, достигнутого при базировании.
Технологический переход – законченная часть технологической операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых обработкой.
Применительно к механической обработке – технологический переход представляет собой законченную часть технологической операции, выполняемую над одной или несколькими поверхностями заготовки, одним или несколькими одновременно работающими инструментами без изменения или при автоматическом изменении режимов работы станка. На обычных станках режимы резания неизменны, а на станках с ЧПУ или обрабатывающих центрах они изменются автоматически.
Средства технологического оснащения – это совокупность орудий производства, необходимых для осуществления технологического процесса.
Технологическое оборудование – средства технологического оснащения, в которых для выполнения определенной части технологического процесса размещаются материалы или заготовки, средства воздействия на них, а также технологическая оснастка. Примеры технологического оборудования: литейные машины; прессы, металлообрабатывающие станки, печи, гальванические ванны, испытательные стенды и т.д.
Технологическая оснастка – это средства технологического оснащения, дополняющие технологическое оборудование для выполнения определенной части технологического процесса. Примерами технологической оснастки являются: режущий инструмент, штампы, приспособления, пресс-формы, литейные формы и т.д.
Приспособления – это технологическая оснастка, предназначенная для установки или направления предмета труда или инструмента при выполнении технологической операции.
|
|
|
Инструмент – это технологическая оснастка, предназначенная для воздействия на предмет труда с целью изменения его состояния.
Вспомогательный переход – законченная часть технологической операции, не сопровождаемой изменением формы, размеров и шероховатости поверхностей, но необходимая для выполнения технологического перехода. Например установка заготовки или смена инструмента.
Рабочий ход – законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемого изменением, формы, размеров и шероховатости или свойств заготовки.
Вспомогательный ход – законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, не сопровождаемого изменением, формы, размеров и шероховатости или свойств заготовки.
|
|
|
|
|
Дата добавления: 2014-01-05; Просмотров: 745; Нарушение авторских прав?; Мы поможем в написании вашей работы!