КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Работа на шлифовальных станках
|
|
|
|
Основные типы шлифовальных станков.
Основные виды шлифования.
Процесс шлифования.
Тема 33. Шлифование. Шлифовальные станки
Вопросы:
1. Шлифование – процесс резания материалов при помощи абразивного инструмента, режущим элементом которого являются зерна абразивных материалов. Сущность шлифования рассматривается как процесс суммарного микроцарапания и истирания материала абразивными зернами инструмента. При относительном движении инструмента и обрабатываемой детали под некоторым давлением в начале контакта каждого зерна происходит истирание, а когда давление превысит силу сцепления частиц материала, начинается резание (царапание) с отделением материала в виде стружки малой толщины (несколько микрометров).
2. В зависимости от характера обрабатываемых поверхностей шлифование подразделяется на следующие виды (рис.70):
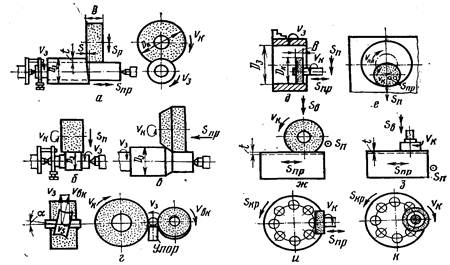
Рис. 70. Схемы работы абразивными инструментами:
а – наружное круглое шлифование с продольной подачей; б – с поперечной подачей; в – глубинное шлифование; г – бесцентровое наружное круглое шлифование; д – внутреннее шлифование с продольной подачей; е – планетарное шлифование; ж – плоское шлифование периферией круга на плоском столе; з – плоское шлифование торцом круга на плоском столе; и – плоское шлифование периферией круга на круглом столе; к – плоское шлифование торцом круга на круглом столе
Наружное круглое шлифование в центрах подразделяется на три вида. Наружное круглое шлифование бывает с продольной подачей, с поперечной подачей, глубинное. Первый вид является основным способом шлифования. Шлифование с поперечной подачей применяется при обработке в упор методом врезания шлифовального круга. Глубинное шлифование используется при снятии больших припусков обычно за один проход. Для этого шлифовальный круг правится на конус.
Внутреннее шлифование подразделяется на простое с продольной подачей и планетарное. Простое внутреннее шлифование применяется при обработке отверстий сравнительно небольших размеров в легких заготовках.
Внутреннее планетарное шлифование используется при обработке отверстий больших размеров в крупных и тяжелых заготовках, которые закрепляются на станке неподвижно. Вращается и совершает планетарное движение шлифовальный круг. Периодические подачи осуществляются перемещением стола станка с заготовкой и шлифовального круга.
Плоское шлифование подразделяется на шлифование периферией и торцом круга. Главное движение и поперечная подача осуществляются обычно шлифовальным кругом.
Бесцентровое наружное шлифование применяется в массовом производстве для обработки поршней, пальцев, роликов без закрепления обрабатываемой заготовки.
3. Круглошлифовальные станки получили наибольшее распространение (рис. 71). Они предназначены для шлифования наружных цилиндрических и конических поверхностей заготовок, имеющих форму тел вращения. Станок состоит из следующих узлов: станины 1, нижнего и верхнего (поворотного) столов 2, передней бабки 3, шлифовальной бабки 4 и задней бабки 5.
Внутри станины размещен гидропривод к столу и шлифовальной бабке, а в передней бабке – привод для вращения заготовки. Привод к шлифовальному кругу расположен в шлифовальной бабке. Органы управления станком размещены на передней стороне станины. Стол вместе с задней и передней бабкой получает возвратно-поступательное движение по направляющим станины.
Внутришлифовальные станки с вращающейся заготовкой предназначены для обработки внутренних цилиндрических, конических и других поверхностей. Передняя бабка, в которой закреплена заготовка, – неподвижная, а стол со шлифовальной бабкой получает возвратно-поступательное движение. У некоторых моделей станков передняя бабка со столом осуществляет возвратно-поступательное движение по направляющим станины.
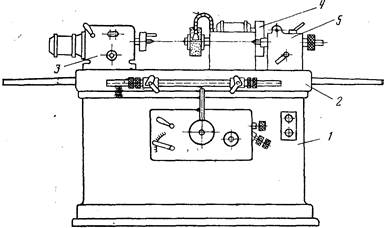
Рис. 71. Круглошлифовальный станок
Плоскошлифовальные станки предназначены для обработки плоскостей и фасонных поверхностей. Станки, работающие периферией круга, обеспечивают большую точность обработки, чем станки, работающие торцом круга. Однако вторые более производительны. Заготовка, закрепленная на станке (на специальном магнитном столе), совершает возвратно-поступательное движение продольной подачи или круговую подачу при круглом вращающемся столе.
Обдирочно-шлифовальные станки (точила) применяют для заточки различного режущего инструмента. Станки имеют лишь одно движение — вращение шпинделя с постоянной частотой вращения. Затачиваемый инструмент рабочий держит в руках, прижимая его к поверхности круга и перемещая его в нужном направлении.
Специальные станки применяют для шлифования коренных и шатунных шеек коленчатых валов, фасок клапанов, кулачков распределительных валов.
4. Перед установкой круга на станок следует убедиться в отсутствии в нем трещин. Проверку выполняют внешним осмотром или легким постукиванием деревянным молоточком по торцевой поверхности круга (звонкий звук свидетельствует об отсутствии трещин). Круг должен быть испытан на прочность и отбалансирован. Для испытания на прочность его вращают в течение 5...10 мин со скоростью, превышающей на 50...60 % рабочую.
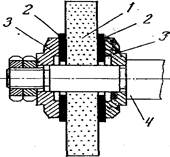
Рис. 72. Закрепление шлифовального круга:
1 – круг; 2 – прокладки; 3 – фланцы; 4 – шпиндель
Крепление кругов зависит от их формы и размеров. Обычно круг крепится на шпинделе станка двумя фланцами одинакового диаметра. Между фланцами и кругом ставят картонные, кожаные или резиновые прокладки (рис. 72). Круг должен иметь отверстие, диаметр которого на 0,2…1,2 мм больше диаметра посадочного места. После закрепления круг проверяют при рабочей частоте вращения вхолостую не менее 5 мин.
Чтобы обеспечить правильное расположение рабочей поверхности круга относительно оси вращения для придания правильной геометрической формы, круг правят. Правку круга выполняют и в процессе работы для удаления с поверхности затупившихся абразивных зерен, восстановления режущей способности. Особенно часто круг правят при чистовом шлифовании во избежание прижогов шлифуемой поверхности затупившимися зернами.
Шлифовальные круги правят (рис. 73ментированные металлическим сплавом), кругами из черного или зеленого карбида кремния, металлическими шарошками, твердосплавными дисками.
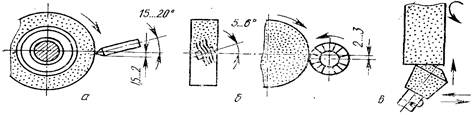
Рис. 73. Правка шлифовальных кругов:
а – алмазом; б – шарошкой; в – карборундовым колокольчиком
На круглошлифовальных станках заготовка чаще всего крепится в центрах, для передачи вращения используются поводковые планшайбы и хомутики. На других станках шлифовальной группы для установки и закрепления изделий используют машинные тиски, магнитные столы и другие приспособления.
|
|
|
|
|
Дата добавления: 2014-01-05; Просмотров: 9947; Нарушение авторских прав?; Мы поможем в написании вашей работы!