КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Бетонов
|
|
|
|
ФОРМИРОВАНИЕ КОНТАКТНОЙ ЗОНЫ ПЛОТНЫХ
Принято считать, что усадочные и контракционные процессы, сопровождающие твердение цементных бетонов, способствуют «обжатию» заполнителя (в том числе арматурных элементов) цементным камнем, повышая тем самым прочность его контактной зоны. Однако при испытании традиционно изготовленных образцов в плоскости излома наблюдается огромное количество оголенного заполнителя (рис.5.11), свидетельствующих об обратном. Уточнение данного аспекта имеет трудно переоценимое значение, поскольку качество контактной зоны является определяющим фактором получения бетона и железобетона с предельно возможными прочностными свойствами и долговечностью, в связи с чем, считается целесообразным высказать некоторые соображения по этому поводу.
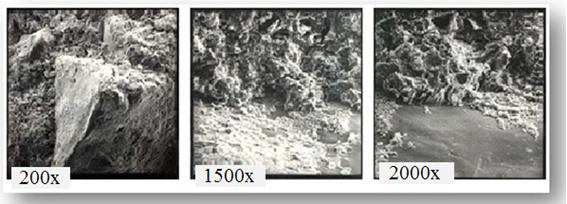
Рис.5.11. Общий вид строения и отдельные участки контактной зоны
традиционно изготовленного бетона (новороссийский ПЦ500-Д0,
раствор Ц:П=1:2, В/Ц=0,6)
При изучении кинетики электродвижущей силы в обычно твердеющих цементом тесте и растворных смесей получены весьма информативные кинетические кривые (рис.3.6), свидетельствующие о стадийности взаимодействия цементных минералов с водой затворения. Однако особого внимания заслуживает следующая закономерность – финалом всех кинетических кривых является резкий сброс показателей, практически, до нулевого уровня. Причем, как отмечалось, для некоторых составов наблюдалось периодическое снижение величины ЭДС. Было сделано предположение, что причиной мгновенных сбросов показателей является нарушение качества контакта электродов с твердеющей вяжущей системой, вызванного стадийным стяжением клинкерных зерен. В начальный период твердения, когда смесь характеризуется высокой пластичностью, достаточным количеством воды затворения, самоуплотнение (самоорганизация) системы не сказывается заметным образом на контакте электродов с твердеющим материалом. По мере химического связывания молекул воды, «обезвоживания» составов, повышения хрупкости смеси усадочные процессы приводят к «проскальзыванию» формирующегося микробетона относительно поверхности электродов, резкому ухудшению качества их сцепления, что и сопровождается сбросами значений ЭДС.
Не сложно представить на месте используемых электродов крупный, мелкий заполнители и арматурные (в том числе, предварительно напряженные) элементы. Объемные усадочные процессы при традиционном производстве приводят не к «обжатию», а к ослаблению адгезионного сцепления цементного камня с указанными объектами, что согласуется с рядом экспериментальных работ (Ш.М.Рахимбаев, В.О.Швалев). Разрушение бетона происходит по дефектным участкам – контактной зоне, что визуально и фиксируется обилием в месте излома оголенных поверхностей заполнителя (рис.5.11).
Прочность контактной зоны в значительной степени зависит и от ряда других факторов. В качестве примера приведем возникшую на Кавказском заводе железобетонных шпал (Краснодарский край) проблему, связанную с преждевременным разрушением изделий после полутора – двухлетней эксплуатации, что в три – четыре раза ниже нормативного срока службы. Разрушение шпал начинается с появления на поверхности бетона своеобразного «мозаичного рисунка» (рис.5.12) с последующим растрескиванием бетона, оголением арматуры и полной потерей изделием несущей способности (следует заметить, что отмеченная «мозаика» и отслоение верхней бетонной массы часто просматриваются и в свежеизготовленных шпалах).

Рис.5.12. Общий вид демонтированных шпал после
полутора – двухлетней эксплуатации
На первый взгляд, технологический процесс производства шпал достаточно благополучен. В качестве сырьевых материалов применяют высокомарочный новороссийский ПЦ500Д0-Н, песок нормируемой гранулометрии, высокопрочный гранитный щебень фракции 5…20 мм, питьевую воду, суперпластификатор С-3 в количестве 0,6 % от массы цемента. Однородную, связную, с требуемой удобоукладываемостью бетонную смесь приготавливают в бетоносмесителе принудительного действия, доставляют к формовочному посту без ухудшения свойств. Укладку смеси в подготовленную групповую форму (на десять изделий) и тщательное уплотнение производят на специальном вибрационном посту. После двухчасового предварительного выдерживания извлекают разделительные перегородки, формы штабелируют в пропарочной камере и подвергают тепловой обработке с контролируемыми параметрами прогрева (скорость подъема температуры и охлаждения находится в нормируемых пределах – 15…20 °С/ч). После приобретения бетоном требуемой прочности производят отпуск предварительно напряженной арматуры, передачу шпал на пост технического контроля и на склад готовой продукции.
Однако выполненные экспериментальные работы показали определенные упущения технологического процесса. Прочность изготовленных из производственного состава образцов в возрасте 14 суток «нормального» твердения составляла 48…60 МПа, после тепловой обработки – не превышала 20 МПа. Причина столь существенного недобора прочности пропаренного бетона достаточно очевидна. Следует обратить внимание на расширение образцов из каменных материалов при их одностороннем нагреве (рис.5.9,а), а именно, многократное превышение температурных деформаций гранитного образца, по сравнению с другими структурами (мрамором, керамикой), что связано с его кристаллическим анизотропным строением. Использование в бетоне в качестве крупного заполнителя гранитного щебня связано, в связи с этим, со следующими процессами. Нагрев уплотненной бетонной смеси (стадия подъема температуры) приводит к ускорению гидратации цементных минералов, интенсификации структурообразующих и усадочных процессов при одновременном постепенном температурном расширении гранитного щебня. При охлаждении бетона идет обратный процесс – уменьшение объема заполнителя в жесткой (затвердевшей) цементной матрице. Эти взаимоисключающие явления разрушают контактный слой, определяют, низкую прочность сцепления микробетона с гранитным щебнем. Наблюдаемая «мозаичная» картина – окаймляющие заполнитель микротрещины, являются одной из основных причин столь низкой долговечности продукции. Следовательно, «для получения бетонов высокой прочности с повышенной границей микроразрушений <…> следует использовать в качестве крупного заполнителя <не гранитный, а> прочный однородный известняковый щебень» (А.С.Дмитриев), характеризующийся родственным строением и лучшим сцеплением с цементным камнем.
Для решения проблемы заводу рекомендованы следующие мероприятия:
1) использование в качестве крупного и мелкого заполнителей высокопрочного известнякового щебня и отсева камнедробления;
2) приготовление бетонной смеси должно предусматривать загрузку в емкость бетоносмесителя щебня, песка и воды (частично или полностью) и после 30…40-секундного предварительного перемешивания компонентов введение цемента и доведение массы до однородного состояния, что позволит очистить поверхность заполнителя от плотной, связанной электростатическими силами пылевой пленки, улучшить тем самым качество контактной зоны;
3) исключить из состава бетонной смеси суперпластификатор С-3 по причинам, представленным в разд.4.3.3;
4) использовать известняковый щебень с максимальной крупностью зерен 10 мм, что исключит сводообразование (зависание щебня между арматурными струнами и продольными бортами форм), снизит вероятность расслоения смеси и трещинообразования шпал;
5) перед подачей формы в тепловую камеру твердеющие изделия следует повторно в течение 1,0…1,5 мин уплотнить на виброплощадке, что позволит повысить прочность контактной зоны бетона и сцепление цементного камня с арматурой.
Таким образом, к подбору состава бетонов необходимо подходить с непременным учетом температурных условий твердения изделий и конструкций. Определяющим фактором при выборе заполнителей для бетонов, подвергаемых тепловой обработке, является далеко не прочность (которая должна быть не ниже проектного класса бетона), а его теплофизические параметры, предельно возможное соответствие температурных деформаций структурообразующим процессам вяжущей композиции.
6. ЭЛЕМЕНТЫ «НАПРАВЛЕННОГО» ТВЕРДЕНИЯ
|
|
|
|
Дата добавления: 2014-01-05; Просмотров: 455; Нарушение авторских прав?; Мы поможем в написании вашей работы!