КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Керамика
|
|
|
|
Керамика - сложная многофазовая система, содержащая кристаллическую, стекловидную и газовую фазы. Кристаллическая фаза - основная фаза, определяющая свойства керамики (диэлектрическую и магнитную проницаемости, мощность потерь, КЛТР, теплопроводность, механическую прочность). Стекловидная фаза - прослойки стекла, связывающие между собой зёрна кристаллической фазы, количество этой фазы определяет в основном технологические свойства керамики (температуру спекания, степень пластичности и др.). Газовая фаза - не желательна, она уменьшает механическую и электрическую прочность, увеличивает диэлектрические потери при повышенных напряженностях электрического поля (из-за ионизации газа в порах).
Основные процессы изготовления керамики: подготовка массы (ших- ты, шликера), формование, сушка, обжиг.
Подготовка шихты включает следующие этапы: 1) тщательный контроль и регулировка физико-химических свойств используемых материалов (чистота, дисперсность, структурные характеристики, активность); 2) предварительная термообработка исходных материалов (прокаливание или плавление) и использование эффективных методов тонкого размельчения (несколько мкм); 3) составление шихты - подбор необходимого соотношения компонент, при этом применяются механический метод смешивания, химический метод смешивания (совместное осаждение компонент в виде гидратов из жидких растворов солей), криохимический метод смешивания (концентрированные водные растворы солей мгновенно замораживаются, при этом образуются гранулы из капель, содержащие кристаллы льда и твердые соли, воду затем сублимируют в вакууме); 4) введение добавок в шихту; 5) гранулирование шихты - образование вторичных зёрен из исходных порошков для прессования (формования заготовок), методы - прессование и распылительная сушка.
Применяются следующие добавки в шихту: 1) минерализаторы - для интенсификации процесса обжига (искусственные центры кристаллизации, активирующие действие процесса спекания, ускорение диффузионных процессов, спекание кристаллов легкоплавкими плавнями - K2O, Na2O); 2) пластификаторы - для повышения пластичности массы и облегчения процессов формования изделий (водные неорганические; водные органические - суспензии полимеров; неводные органические - масла, смолы, парафин для экструзии и штамповочного формования; связующие вещества -для адгезионного склеивания твёрдых частиц - ПВС, парафин, искусственный воск, декстрин, метилцеллюлоза и др.); 3) модификаторы - для управления электрофизическими свойствами керамики: добавление Nb2O5 к ТiO2 - повышает электронную проводимость, добавление Nb2O5 + Na2O в ТiO2 делает керамику полупроводником.
Формование заготовок проводится следующими методами: 1) холодное прессование в пресс-формах, одностороннее и двухстороннее; 2) изостатическое формование - гидростатическое (жидкость через эластичную резиновую оболочку при одновременном вакуумировании порошка) и вибрационное уплотнение (для трудноформуемых материалов - карбиды,дориды, силициды); 3) горячее прессование (одновременное действие температуры и сжимающего усилия); 4) горячее литьё - для сложных геометрических форм: готовится литейная система (шликер - керамика + термопластическая связка - 15÷25%, ПВА, парафин); 5) литьё под давлением.
Термическая обработка заготовок: 1) удаление технологической связки в 4 этапа (1- нагрев до 60оС для плавления связки, 2- нагрев от 60 до 300оС для миграции связки, нагрев от 300 до 600оС для разложения СnHm, нагрев от 600 до 950оС для выгорания связки); 2) спекание (твёрдофазное, с участием жидкой фазы) с уплотнением (усадкой) и рекристаллизацией; 3) горячее спекание (прессование + спекание). Технологические режимы (время и температура) зависят от типа керамики (предварительный обжиг и окончательное спекание): Al2O3 - 1300оC и 1800÷1900оС (подложки для микросхем); ВеО - 900оС и 1800÷2000оС (подложки для микросхем); BaTiO3 - 1320÷1400oC (сегнетоэлектрическая конденсаторная керамика); PbZrO3 - PbTiO3 (ЦТС) - 500÷1000оС и 500÷700оС (пьезокерамика); Fe2O3 - 300оС и 900÷1000оС (1150÷1300оС) (ферритовая керамика).
Алюмосиликаты магния. Диаграмма состояния тройной системы (MgO - Al2O3 - SiO2) приведена на рис.7.1
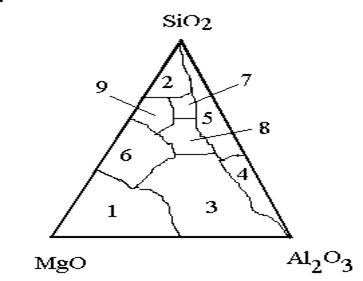
1 - периклаз, 2 - кристобалит, 3 - шпинель, 4 - корунд, 5 - муллит, 6 - форстерит, 7 - тридимит, 8 - кордиерит, 9 - стеатит
Рисунок 7.1
Применение керамик системы MgO - Al2O3 - SiO2: 1) изоляторы, экраны, вкладыши, оболочки, траверсы, окна разрядных ламп, СВЧ-ламп, ЭЛТ, рентгеновских трубок; цоколи, детали печей, оправки, шаровые мельницы и др. Методы изготовления деталей из керамики: 1) литьё, 2) экструзия, 3) прессование мокрое и сухое. Обжиг керамики при 1200-1300оС.
Оксидная керамика (ОК): ОК (без SiO2) состоит из тугоплавких окислов (Al2O3, ZrO2, BeO, ThO2) или смесей окислов (Al2O3 ∙ MgO) и применяется для более высокотемпературных и химически стойких изделий. Основное отличие от силикатной керамики - синтетическое сырьё с малым количеством примесей (Са, щёлочи, растворимые соли, Fe2O3). Пластичность исходной порошковой массы достигается размолом частиц до 5 мкм. Обжиг ОК проводится при 1800÷2200оС в зависимости от состава.
Алюмооксидная керамика (АОК) - Al2O3: получается прокалкой гидроокиси Al при 1400÷1500оС либо из мелкокристаллического порошка корунда, переплавленного в дуговых печах. Размол частиц до 12÷15мкм проводится в стальных мельницах. Примесь Fe удаляют магнитной сепарацией и промыванием 10÷15% HCl (200л на 100кг Al2O3) в течение 24 часов. Затем проводят многократную промывку дист. Н2О, сушку, просеивание и добавление эфира целлюлозы. Изготовление деталей проводят литьём, экструзией или сухим прессованием. Обжиг АОК проводят при температуре 1700÷1900оС в течение 1÷3 часов, при этом мелкие кристаллы плавятся, соединяются с крупными, образуя вакуумноплотную деталь - усадка составляет от 20 до 40 %. Применение АОК: изоляторы, вкладыши, вакуумные и водородные печи, алундовый порошок и крупка для изоляции (тепловой и электрической) в печах, тигли и др. Трубки из поликристаллической Al2O3 (поликор) или Y2O3 для горелок натриевых разрядных ламп высокого давления (типа ДНаТ) делаются из порошков с очень малым количеством примесей: Si - 0,0005%, B - 0,01÷0,02%, Cu - 0,0005%, Na - 0,001÷0,007%, Fe,Mg,Al - 0. В работах ВНИИИС им. А.Н.Лодыгина [16] показано, что со сроком службы ламп концентрация примеси Si в поликоровых трубках увеличивается (на внешней поверхности в 2 раза больше, чем на внутренней - причинами этому являются ионно-плазменное распыление внутренней поверхности внешней колбы и диффузия примесей сквозь стенку поликоровой трубки в разряд).
|
|
|
|
|
Дата добавления: 2014-01-06; Просмотров: 658; Нарушение авторских прав?; Мы поможем в написании вашей работы!