КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Виды переноса
|
|
|
|
ПЕРЕНОС МЕТАЛЛА В СВАРОЧНОЙ ДУГЕ.
| 1. Крупнокапельный с замыканием дугового промежутка | РДС
|
| 2. Мелкокапельный с замыканием дугового промежутка | Механизированная сварка в СО2 |
| 3. Мелкокапельный без замыкания дугового промежутка | Сварка под флюсом

|
| 4. Струйный перенос | Сварка в инертных газах только проволокой
|
| 5. Парами металла | Как дополнение при всех видах сварки плавящимся электродом |
Плавление и перенос в шов электродного и присадочного металла.
При сварке плавящимся электродом шов образуется за счет проплавления основного металла и расплавления дополнительного металла – электродной проволоки. Поэтому форма и размеры шва, помимо прочего (скорости сварки, пространственного положения электрода и изделия и др.), зависят также от характера расплавления и переноса электродного металла в сварочную ванну. Характер переноса электродного металла определяется в основном материалом электрода, составом защитного газа, плотностью сварочного тока и рядом других факторов.
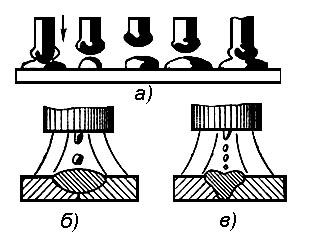 Рис. 6 Схемы расплавления и переноса электродного металла: а) крупнокапельный; б) за счет коротких замыканий; в) струйный.
Рис. 6 Схемы расплавления и переноса электродного металла: а) крупнокапельный; б) за счет коротких замыканий; в) струйный.
Можно выделить три основные формы расплавления электрода и переноса электродного металла в сварочную ванну. Процесс сварки электродными проволоками диаметром 0,5 – 1,6 мм протекает с периодическими замыканиями при короткой дуге с напряжением 15 – 22 В. после очередного короткого замыкания.
Силой поверхностного натяжения расплавленный металл на торце электрода стягивается в каплю. В результате длина и напряжение дуги становятся максимальными. Во все стадии процесса скорость подачи электродной проволоки постоянна, а скорость ее плавления изменяется и в периоды III и IV меньше скорости подачи. Поэтому торец электрода с каплей приближается к сварочной ванне (длина дуги и ее напряжение уменьшается) до короткого замыкания (V).
При коротком замыкании резко возрастает величина сварочного тока и, как результат этого, сжимающее действие электромагнитных сил, разрывают перемычку жидкого металла между электродом и изделием. Во время короткого замыкания капля расплавленного электродного металла переходит в сварочную ванну. Далее процесс повторяется. Частота периодических замыканий дугового промежутка может изменятся в пределах 90 – 450 раз в секунду. Для каждого диаметра электродной проволоки в зависимости от его материала, защитного газа и т.д. существует диапазон сварочных токов, в котором возможен процесс сварки с короткими замыканиями. Процесс сварки возможен в различных пространственных положениях. Разбрызгивание не превышает 7%.
|
|
|
|
|
Дата добавления: 2014-01-06; Просмотров: 608; Нарушение авторских прав?; Мы поможем в написании вашей работы!