КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технология изготовления дисперсно-упрочненных КМ
|
|
|
|
Дисперсно-упрочненные КМ относятся к классу порошковых КМ. Порошковые композиты формируют методами порошковой металлургии, которые включают операции прессования заготовки из порошковых компонентов и ее спекания.
Упрочняющей фазой являются дисперсные частицы (оксиды, карбиды, нитриды) размером менее 0,1 мкм с объемной долей до 15 %.
Методы получения дисперсно-упрочненных КМ: механическое и химическое смешивание порошков, механическое легирование.
Смешиванием получают порошковые смеси, содержащие матричные и дисперсные упрочняющие частицы, которые подвергают прессованию в металлических пресс-формах, изо- и гидростатическому прессованию или прокатке. Высокоплотные изделия получают спеканием при нагреве до (0,7...0,9) Т и выдержке в защитной атмосфере или вакууме. Возможно совмещение процесса прессования и спекания (горячее прессование), а также горячая экструзия и прокатка.
Горячее прессование осуществляют при нагреве до (0,5...0,8) Тпл матричного материала.
Горячая экструзия позволяет получить беспористую деталь при давлении 1000... 1400 МПа.
Горячую прокатку ведут с обжатием за проход 10...15 % при суммарном обжатии 40...60 %.
Дисперсно-упрочненные КМ применяют для изготовления изделий, работающих в условиях повышенных температур.
Прессование порошков в металлической пресс-форме под давлением сжатия приводит к уменьшению объема порошка в результате перераспределения частиц, заполнения пустот и пластической деформации.
Схема конструкции металлической пресс-формы для одностороннего прессования приведена на рис.
Величина давления на боковые стенки зависит от трения между частицами, частицами и стенкой пресс-формы и равна 25...40% вертикального давления пуансона. Из-за трения на боковых стенках по высоте изделия вертикальная величина давления получается неодинаковой: у пуансона наибольшей, а у нижней части – наименьшей (рис. 4.8). По этой причине невозможно получить по высоте отпрессованной заготовки равномерную плотность. Неравномерность плотности по высоте заметна в тех случаях, когда высота больше минимального поперечного сечения.
Рис.4.8. Пресс-форма:
1 – пуансон; 2 – матрица; 3 – прессуемый порошок; 4 – подставка
Для получения более качественных изделий после прессования, получения более равномерной плотности по различным сечениям применяют смазки (стеариновую кислоту и ее соли, олеиновую кислоту, поливиниловый спирт, парафин, глицерин и др.), уменьшающие внутреннее трение и трение на стенках инструмента. Смазку обычно добавляют в порошок, что обеспечивает наилучшие производственные показатели.
Одностороннее прессование применяют для прессуемых изделий с соотношением высоты к наименьшему размеру поперечного сечения d: H/d = 2...3. При большем соотношении размеров применяют двустороннее прессование (рис.4.9.).
При прессовании в металлических пресс-формах используют гидравлические универсальные или механические прессы. Давление прессования зависит в основном от требуемой плотности изделий, вида порошка и метода его производства.
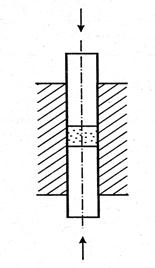
Рис. 4.9. Схема двустороннего прессования порошковых материалов
Изостатическое прессование – это прессование в эластичной или деформируемой оболочке под действием всестороннего сжатия, что обеспечивает не только равномерную плотность, но и устраняет анизотропию свойств. Таким методом получают прессовки больших габаритов, с большим отношением длины к диаметру (ширине). Если сжимающее усилие создается жидкостью прессование называют гидростатическим (рис. 4.10).
При гидростатическом прессовании порошок засыпают в резиновую оболочку и затем помещают ее после вакуумирования и герметизации в сосуд с жидкостью, в котором поднимают давление до требуемой величины. Из-за практического отсутствия трения между оболочкой и порошком спрессованное изделие получают с равномерной плотностью по всем сечениям, а давление прессования в этом случае меньше, чем при прессовании в стальных пресс-формах. Перед прессованием порошок подвергают виброуплотнению. Гидростатическим прессованием получают цилиндры, трубы, шары, тигли и другие изделия сложной формы. Этот способ выполняют в специальных установках для гидростатического прессования.
Рис. 4.10. Схема установки для гидростатического формования порошка: 1 – гидронасос высокого давления; 2 – камера прессования (гидростат); 3 – порошок; 4 – эластичная оболочка; 5 – манометр;
6 – крышка
Недостатком гидростатического прессования является невозможность получения прессованных деталей с заданными размерами и необходимость механической обработки при изготовлении изделий точной формы и размеров, а также малая производительность процесса.
|
|
|
|
|
Дата добавления: 2014-01-06; Просмотров: 1024; Нарушение авторских прав?; Мы поможем в написании вашей работы!