КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
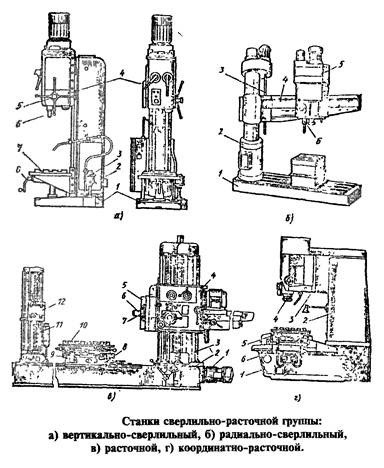
Станки сверлильно-расточной группы
|
|
|
|
Станки сверлильно-расточной группы используются для сверления отверстий, рассверливания, зенкерования, растачивания и развертывания отверстий, подрезки торцов резцами, фрезерования поверхностей и пазов, нарезания резьбы метчиками, резцами и другими инструментами. Существуют следующие основные типы сверлильных и расточных станков.
Вертикально-сверлильные станки применяют преимущественно для обработки отверстий в деталях сравнительно небольшого размера. Для совмещения осей обрабатываемого отверстия и инструмента на этих станках предусмотрено перемещение стола станка вместе с заготовкой относительно инструмента.
Радиально-сверлильные станки используют для сверления отверстий в деталях больших размеров. На этих станках совмещение осей отверстий и оси шпинделя с инструментом достигается перемещением шпиндельной бабки по направляющим поворотной траверсы относительно неподвижной детали.
Горизонтально-расточной станок предназначен для растачивания и сверления отверстии, фрезерования и обтачивания вертикальных плоских поверхностей набором фрез или резцом, нарезания резьб и других операций при обработке заготовок корпусных деталей в мелкосерийном и серийном производстве.
Координатно-расточные станки предназначены для обработки отверстий с высокой точностью и их взаимным расположением относительно базовых поверхностей в корпусных деталях, кондукторных плитах, штампах в единичном и мелкосерийном производстве.
Вертикально-сверлильный станок 2Н135.
Станок предназначен для сверления, рассверливания, зенкерования, развертывания, зенкования, цекования, резьбонарезания метчиками в условиях единичного и мелкосерийного производства.
Техническая характеристика станка.
Наибольший условный диаметр сверления, мм 35
Число частот вращения шпинделя 12
Диапазон частот вращения шпинделя, об/мин 31,5-1400
Число подач шпинделя 9
Диапазон подач шпинделя, мм/об 0,1-1,6
Инструменту, закрепленному в шпинделе сверлильной головки, сообщают вращательное движение резания и поступательное движение подачи. Заготовка, установленная на столе станка в процессе резания неподвижна. Несущая колонка прикреплена к плите и снабжена вертикальными направляющими типа ласточкиного хвоста для установочного перемещения стола и сверлильной головки. В сверлильной головке размещена коробка подач и коробка скоростей. Станок имеет систему подвода СОЖ. Перемещение стола и сверлильной головки, а также шпинделя станка осуществляется рукоятками.
Цепь главного движения, движения резания соединяет электродвигатель Ml со шпинделем через коробку скоростей.
Штурвальное устройство сверлильной головки позволяет вручную подвести инструмент к заготовке и отнести его, включить и выключить рабочую подачу, ускорить движение без выключения рабочей подачи, осуществить подачу, используемую при нарезании резьбы.
Механизм ручного перемещения сверлильной головки состоит из червячной передачи, реечного колеса на валу и рейки, привернутой к колонне. Колесо перекатывается по рейке и перемещает головку.
Механизм перемещения стола состоит из рукоятки, конической передачи, передачи винт-гайка.
Для закрепления режущего инструмента конический хвостовик может быть установлен в коническое отверстие шпинделя непосредственно или с помощью переходных втулок. Инструменты с цилиндрическими хвостовиками закрепляют в кулачковом или цанговом патроне, вставленном в шпиндель.
Инструменты устанавливаются также в специальные головки, закрепленные на гильзе шпинделя. В револьверной головке может быть от двух до семи последовательно работающих инструментов. У многошпиндельных головок либо постоянное расположение шпинделей, либо можно изменять расстояние между осями одновременно работающих инструментов.
Расточные станки предназначены для растачивания и сверления отверстий, фрезерования и обтачивания вертикальных и горизонтальных плоских и фасонных поверхностей набором фрез или резцом, нарезания резьб и других операций при обработке корпусных деталей в мелкосерийном и серийном производстве. В зависимости от характера операций, назначения и конструктивных особенностей расточные станки подразделяют на универсальные и специальные. Универсальные станки делят на горизонтально-расточные и алмазно-расточные (отделочно-расточные) и координатно-расточные. Для расточных станков наиболее существенными параметрами, определяющими основные данные станка, являются диаметр расточного шпинделя и размеры поворотного стола.
Выпускают горизонтально-расточные станки с диаметром шпинделя 80-32 мм и с рабочим размером поворотных столов от 800-900 до 1600 -1800 мм.
Универсальный горизонтально-расточной станок 2620В предназначен для обработки корпусных деталей из черных и цветных металлов и сплавов. На станке производят растачивание, сверление, зенкерование отверстий, подрезку торцов, обрабатывают наружные и внутренние выточки, канавки, конусы, нарезают наружную и внутреннюю резьбу.
На станине имеющей коробчатую форму и внутренние ребра жесткости, справа жестко установлена стойка. По вертикальным направляющим стойки перемещается уравновешенная шпиндельная бабка, в которой: размещены механизм главного движения, механизм перемещения выдвижного шпинделя, механизм вращения планшайбы, механизм радиального перемещения суппорта по пазу планшайбы. На горизонтальных направляющих станины установлен стол с зажимным устройством для фиксации положения салазок в продольном направлении. На поперечных направляющих установлен верхний суппорт с поворотным столом и зажимные устройства. В правой нижней части станины установлен привод подачи станка. На станине установлена задняя стойка, с люнетом, который перемещается по вертикальным направляющим задней стойки вместе со шпиндельной бабкой.
Техническая характеристика станка.
Диаметр выдвижного шпинделя, мм: 90
Размеры стола, мм: длина 1250 ширина 1120
Наибольшие перемещения стола, мм:
Поперечное 1000 продольное 1090
Наибольшее вертикальное перемещение шпиндельной бабки, мм: 1000
Наибольшая масса изготавливаемой заготовки, кг 2000
Наибольшее осевое перемещение выдвижного шпинделя, мм 710
Частота вращения, мин-1:
шпинделя 12,5-1600 планшайбы 8-200
Осевая подача шпинделя, мм/мин 2,2-1760
Мощность электродвигателя главного движения, кВт 8,5-10
Масса станка, т 12,5.
Принцип работы станка заключается в следующем. Инструмент крепят в шпинделе или в суппорте планшайбы, он получает главное движение - вращение. Заготовку устанавливают непосредственно на столе станка или в приспособление. Столу сообщается продольное или поперечное поступательное движение - движение подачи. Шпиндельная бабка перемещается в вертикальном направлении по передней стойке (одновременно с ней перемещается вертикально опорный люнет на задней стойке). Расточной шпиндель получает поступательное перемещение (при растачивании отверстий, нарезании внутренней резьбы). Суппорт планшайбы перемещается по планшайбе в радиальном направлении. Все эти движения являются движениями подач.
Главное движение в станке - вращение шпинделя и планшайбы. Шпиндель и планшайба станка вращается от двухскоростного электродвигателя через коробку скоростей с двумя тройными блоками зубчатых колёс. Планшайба начинает вращаться при включении муфты, которая приводит в движение зубчатое колесо, свободно посаженное на валу. От вала IV через передачу получает вращение пустотелый вал и закрепленная на нем планшайба.
Подачи и быстрые установочные перемещения рабочих органов станка осуществляются от регулируемого электродвигателя М2, работающего в системе генератор-двигатель. Подача и скорость установочных перемещений регулируется в широких пределах путем бесступенчатого изменения частоты вращения вала электродвигателя. Движения рабочих органов станка реверсируются также электродвигателем. От этого электродвигателя могут осуществляться следующие механические подачи и установочные движения рабочих органов: осевая подача расточного шпинделя и радиальная подача суппорта, вертикальное перемещение шпиндельной бабки и одновременное перемещение люнета, поперечная и продольная подачи стола.
Осевое перемещение расточного шпинделя может осуществляться механически и вручную. Осевая подача расточного шпинделя сообщается от электродвигателя постоянного тока М2 через цилиндрическую пару, электромагнитную муфту, коническую пару, цилиндрические колеса, коническую передачу, муфту, цилиндрические колеса и ходовой винт.
При нарезании резьбы необходимо, чтобы за один оборот шпинделя осевое перемещение его было равно шагу нарезаемой резьбы. Расчетная кинематическая цепь при нарезании резьбы начинается от шпинделя и заканчивается его осевым перемещением. Необходимый шаг нарезаемой резьбы обеспечивается подбором сменных колес.
Радиальное перемещение суппорта планшайбы осуществляется через планетарный механизм. Суппорт расположен на планшайбе, которая может вращаться с различной частотой.
Вертикальные перемещения шпиндельной бабки осуществляются ходовым винтом при включенной муфте. Вертикальное перемещение люнета производится ходовым винтом одновременно с вертикальным перемещением шпиндельной бабки. Точное положение люнета относительно оси шпинделя по высоте корректируется вручную, вращая гайку, перемещающую люнет. Продольное перемещение стола осуществляется ходовым винтом при включенной муфте, поперечное перемещение стола - от электродвигателя с помощью винта.
Стол поворачивается либо от отдельного электродвигателя М3, либо вручную.
Координатно-расточные станки
На координатно-расточных станках можно размечать и центровать, сверлить, развертывать, окончательно растачивать отверстия, обрабатывать фасонные контуры, фрезеровать торцы бобышек и др. Станки этого типа применяются для обработки точных отверстий в тех случаях, когда расстояние между осями или расстояния их осей до базовых поверхностей детали должны быть выдержаны с очень высокой точностью.
Точные расстояния между осями обработанных отверстий и принятыми, базовыми поверхностями получают на этих станках без применения каких-либо приспособлений для направления инструмента. Для точного отсчета перемещений подвижных узлов станка координатно-расточные станки имеют специальные устройства: точные ходовые винты с лимбами и нониусами, жесткие и регулируемые концевые меры вместе с индикаторными устройствами, точные линейки в сочетании с оптическими приборами и индуктивные проходные винтовые датчики при этом применяют механические, оптикомеханические, оптические, оптикоэлектрические и электрические системы.
Координатно-расточные станки бывают одно- и двухстоечные. Одностоечные координатно-расточные станки обычно снабжают крестовым столом, который может перемещаться в двух взаимно перпендикулярных направлениях (продольном и поперечном). Шпиндель имеет вращательное движение и движение подачи в осевом направлении. У двухстоечных координатно-расточных станков стол может перемещаться только в продольном направлении, поперечное перемещение по траверсе получает головка со шпинделем.
Координатно-расточные станки можно использовать как измерительные машины для проверки размеров деталей и особо точных разметочных работ. Во избежание температурных влияний окружающей среды на точность работы эти станки необходимо устанавливать в изолированных помещениях, где поддерживается температура 20°С.
Особенностью координатно-расточных станков является то, что они оборудованы оптическими устройствами, позволяющими отсчитывать целую и дробную части размера. Поэтому точность отсчета перемещений стола не зависит от механизмов, перемещающих стол, и не нарушается также при изнашивании этих механизмов. В условиях нормальной эксплуатации станки обеспечивают точность установки межцентровых расстояний в прямоугольной системе координат 0,001, в полярной системе - 5 угл. с. Координаты отсчитывают с помощью точных масштабных зеркальных валиков и оптических приборов.
КООРДИНАТНО-РАСТОЧНОЙ СТАНОК
Станок модели 2450 предназначен для обработки отверстий с точным межосевым расстоянием без применения разметки и кондукторов, для чистового фрезерования, а также для точного измерения расстояний между отверстиями готовых изделий в условиях индивидуального и мелкосерийного производства, главным образом в инструментальных и экспериментальных цехах.
Техническая характеристика станка
Размеры рабочей поверхности стола в мм: длина 1100; ширина 630
Наибольшие перемещения стола в мм: продольное 1000; поперечное 600
Наибольшее вертикальное перемещение шпинделя в мм 250
Наибольшее перемещение шпиндельной коробки в мм 250
Расстояние от торца шпинделя до стола в мм: наибольшее 750; наименьшее 250
Расстояние от оси шпинделя до стойки в мм 700
Пределы чисел оборотов шпинделя в минуту 50—1900
Пределы величин осевой подачи шпинделя в мм/об 0,04-0,16
Наибольший диаметр в мм: при расточке 250; при сверлении 40
Точность установки стола по координатам в мм ±0,01
Скорость подачи стола в продольном и поперечном направлениях в мм/мин 36
Скорость быстрых перемещений стола в продольном и поперечном направлениях в мм/мин 1000
Мощность в кВт: главного электродвигателя 2; электродвигателя привода стола 0,4.
Основные узлы станка: А — шпиндельная бабка; Б-стойка с коробкой скоростей и вариатором подач; В — стол; Г — поперечные салазки; Д — станина; Е — привод перемещений стола.
Движения в станке. Движение резания — вращение шпинделя с инструментом. Движения подач — осевое перемещение шпинделя, продольное и поперечное перемещение стола. Вспомогательные движения: ручное вертикальное установочное перемещение шпиндельной бабки; установочное перемещение стола в продольном и поперечном направлениях; ручное вертикальное перемещение гильзы со шпинделем.
Принцип работы. Обрабатываемая деталь устанавливается на столе станка. Режущий инструмент укрепляют в шпинделе. Оси обрабатываемых отверстий совмещают с осью шпинделя перемещением стола в продольном и поперечном направлениях в соответствии с заданными координатами. Отсчет величины перемещения стола производится с помощью оптических систем. При обработке отверстий подачей является осевое перемещение шпинделя, при чистовом фрезеровании подача сообщается столу.
Конструктивные особенности. Станок имеет раздельные механизмы привода шпинделя и рабочего стола. Он снабжен универсальным поворотным столом, позволяющим осуществлять обработку отверстий в полярной системе координат с отчетом углов по лимбам, деление окружности на равные части с помощью делительных дисков, а также обработку наклонных отверстий. Станок модели 2450 является одноколонным, с вертикальным перемещением шпиндельной головки и прямоугольным столом, получающим перемещения в продольном и поперечном направлениях.
Отсчет величины перемещений стола с точностью до 0,01 мм производится по точным шкалам оптического устройства.
Скорость вращения шпинделя изменяется бесступенчато от регулируемого электродвигателя постоянного тока.
Изменение величины подачи шпинделя на станке модели 2450 также производится бесступенчато. Для этой цели в приводе подач шпинделя установлен вариатор с раздвижными конусами и стальным кольцом. Для обработки отверстий на заданную глубину станок снабжен специальным автоматическим выключателем подачи. Рациональное расположение всех органов управления обеспечивает удобство работы на станке.
Радиально-сверлильный станок модели 2В56.
Общая характеристика станка
Станок предназначен для сверления, зенкерования и развертывания отверстий и для нарезания резьб в изделиях крупных и средних размеров значительного веса в условиях индивидуального и серийного производства.
Техническая характеристика станка.
Наибольший диаметр сверления в мм 60
Вылет шпинделя мм 1500
Наибольший ход шпинделя в мм 350
Конус отверстия шпинделя Морзе 5
Число скоростей вращения шпинделя 10
Пределы чисел оборотов шпинделя в минуту 55—1650
Количество величин подач шпинделя 9
Пределы величин подач в мм/об 0,15—1,2
Скорость вертикальных перемещений траверсы в мм/мин 900
Мощность кВт:
электродвигателя перемещения траверсы 1,3
главного электродвигателя 5,5.
Основные узлы станка. А — основание; Б — вдвижная колонна; В — механизм зажима поворотной колонны; Г — полая поворотная колонна; Д — механизм подъема, опускания и зажима траверсы; В — траверса; Ж — шпиндельная бабка с коробкой скоростей и коробкой подач; 3 — приставной стол.
Движения в станке: движение резания — вращение шпинделя. Движения подачи — вертикальное осевое перемещение шпинделя. Вспомогательные движения: ручное горизонтальное перемещение шпиндельной баки по траверсе; механическое вертикальное перемещение траверсы по поворотной колонне и зажим траверса на поворотной колонне; ручной поворот траверсы с колонной и механическое закрепление поворотной колонны.
Принцип работы. Обрабатываемая деталь устанавливается на основание станка или на приставном столе. Режущий инструмент укрепляется в шпинделе станка. Для совмещения оси инструмента с осью будущего отверстия шпиндельную бабку необходимо вручную перемещать по направляющим траверсы, которая в свою очередь может быть повернута вместе с полой поворотной колонией.
Установка траверсы по высоте в зависимости от размера обрабатываемой детали обеспечивается перемещением траверсы относительно поворотной колонны.
Для сверления несквозных отверстий станок снабжен механизмом автоматического останова подач.
Конструктивные особенности. Изменение чисел оборотов шпинделя и подач обеспечивается коробками скоростей и подач с однорукояточным управлением. Станок снабжен механизмом автоматического выключения подачи по достижении требуемой глубины сверления.
Подъем и опускание траверсы осуществляется самостоятельным электродвигателем, приводящим в движение специальный механизм, смонтированный в траверзе. Зажим траверсы на полой поворотной колонке происходит автоматически после прекращения подъема или опускания траверсы.
|
|
|
|
|
Дата добавления: 2014-01-06; Просмотров: 1530; Нарушение авторских прав?; Мы поможем в написании вашей работы!