КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Применение станков с числовым программным управлением
|
|
|
|
Станки и машины в процессе своего развития от ручного управления приводами оказались в настоящее время на том этапе, когда можно автоматически управлять приводом, а также заменять инструменты и объекты производства. Управляющая система обеспечивает общее управление работой станка посредством сигналов, которые задаются вручную, с магнитных носителей, CD, перфоленты или от вычислительной машины (УЧПУ). Системы ЧПУ различают в соответствии со способами составления и реализации программы перемещения исполнительных органов станка — в соответствии с принципом работы механизмов, осуществляющих данное перемещение. Системы числового программного управления могут иметь открытую (без обратной связи), замкнутую (с обратной связью) и адаптивную структуру. Управление движением по траектории может осуществляться путем задания координат и быть позиционным и контурным. Носителем программы могут быть и магнитные носители.

 С точки зрения управления движением по траектории наиболее простой системой ЧПУ является способ задания координат (рис.14.2.).
С точки зрения управления движением по траектории наиболее простой системой ЧПУ является способ задания координат (рис.14.2.).
При этом способе управления исполнительный орган перемещается между двумя точками, в которых происходит технологическая обработка по более точно заданной траектории. Такая система управления применяется, прежде всего, у сверлильных и расточных станков.
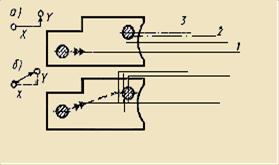
У систем с прямоугольным управлением (рис.14.3.) исполнительный орган станка перемещается по двум (трем) заданным координатам. В отличие от способа задания координат перемещение между двумя точками точно определено и, как правило, связано с технологической обработкой. Такие системы применяются, например, у токарных станков.
Высшей ступенью управления траекторией перемещения является контурное управление (рис.14.4.). В этом случае исполнительный орган может перемещаться между двумя точками по заранее заданной траектории (скорости) перемещения. Системы контурного числового программного управления далее классифицируются по числу управляемых координат (2—5 осей).
Соединением функций прямоугольного и контурного управления характеризуются универсальные системы управления, предназначенные прежде всего для многоцелевых станков с ЧПУ. Их преимущество состоит в упрощении программирования при различных видах технологической обработки.
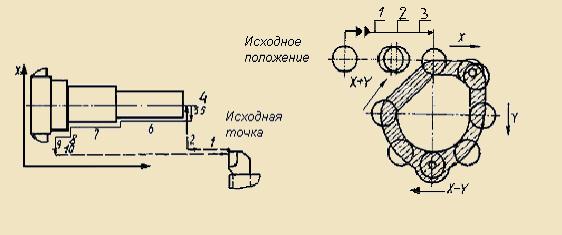
Рис.14.3. Схема прямоугольного управления
Рис. 14.4. Схема контурного управления
Признаки современной конфигурации и функциональные возможности станков с ЧПУ. С точки зрения конструкции механической части станка с ЧПУ при ее разработке внимание уделяется прежде всего главному приводу и приводам подач, измерительному устройству и общей компоновке станка.
В отличие от «классических» станков главные приводы станков с ЧПУ более мощные. Применяются приводы со ступенчатым и бесступенчатым изменением частоты вращения. Главные приводы станков с ЧПУ со ступенчатым изменением частоты вращения, как правило, реализованы посредством передач, переключаемых муфтами (электромагнитными, зубчатыми или пластинчатыми) или с помощью передвижных зубчатых колес при применении двух- или трехступенчатого электродвигателя. Недостатком ступенчатого изменения частоты вращения является сложное задание экономичной скорости резания, а преимуществом — невысокая стоимость.
Бесступенчатое изменение частоты вращения главных приводов применяется прежде всего там, где у главного привода требуется функция фиксации шпинделя для смены инструмента или детали, а также позиционирования шпинделя при проведении внецентровых операций, например, на токарных станках. Достоинством бесступенчатого регулирования частоты вращения главных приводов является возможность задания оптимальной частоты вращения во всем объеме технологического процесса, а недостатком — высокая цена и потери по мощности двигателей.
Конструкции приводов подач имеют большое число возможных, решений. Их конкретное решение зависит от способа управления и общей конструкции станка.
Позиционирование инструментов в замкнутой схеме управлении станков с ЧПУ достигается путем сравнения запрограммированного положения с фактическим положением, которое фиксируется измерительными устройствами. Измерительные устройства работают по аналоговому или числовому принципу. При аналоговом принципе требуется подключение к системе числового управления через цифро-аналоговый преобразователь. В случае задания численных значений аналогом преобразование полностью исключается.
При работе измерительных устройств различают задание величин в абсолютных значениях и в приращениях. При задании величин в приращениях определяется разность между идущими друг за другом положениями, а при задании величин в абсолютных значениях — расположенных от опорной точки. Способ задания величин в приращениях более прост, однако его недостаток состоит в меньшей точности при повторном позиционировании. Комбинацией обоих способов является циклическое задание величин в абсолютных значениях, где выходная Информация является периодической функцией положения.
Измерительные устройства станков с ЧПУ разделяются по своему физическому принципу. Наиболее распространены:
1. Фотоэлектрические датчики, у которых используется принцип изменения интенсивности освещения фотоэлемента в зависимости от положения исполнительного органа станка с ЧПУ. Преимущество фотоэлектрических датчиков состоит в возможности бесконтактной работы также в возможности получения высоких рабочих скоростей.
2. Индуктивные датчики (индуктосины) осуществляют преобразование изменения положения в электрическое напряжение или ток. Линейный и вращательный индуктосины в принципе представляют собой измерительные трансформаторы с индуктивной связью и множественной обмоткой.
Для измерения угла поворота применяются сельсины. Они состоят из однофазного статора (первичная обмотка) и ротора (вторичная обмотка). Имеют разрешающую способность 5—10°. Кроме указанных измерительных датчиков существуют другие.
Числовое управление вносит изменения также в системы зажима инструментов. Основным требованием является унификация элементов крепления инструмента, позволяющая сокращать время крепления, а также обеспечивать строго определенное положение активной части инструмента. Наиболее часто инструменты крепятся с помощью унифицированных зажимных хвостовиков. Очень распространены конструкции, позволяющие переналаживать инструменты вне станка.

Числовое управление находит применение не только в металлорежущих станках, но и в машинах другого назначения, позволяет получить положительный эффект в результате исключения дорогостоящих инструментов и приспособлений и снижения времени переналадки.
В области обработки давлением наиболее широкое применение нашли станки с ЧПУ для обработки листового металла (прошивка, вырубка и т. п.). Такие станки позволяют получать профили сложной формы без применения специальных инструментов с более высокой точностью и производительностью. У дыропробивных прессов с ЧПУ инструменты (около 30) находятся в поворотной инструментальной головке.
Для резки предназначены ножницы с числовым управлением. Они позволяют нарезать ленты любых размеров, причем длина заранее определяется программой. Устройство позиционирования может работать по одной или по двум осям. Ножницы с устройством ЧПУ, как правило, оснащены автоматическим штабелером. Для вырубки предназначены высечные ножницы с ЧПУ с инструментом, совершающим колебательное движение. Для управления перемещением инструмента, как правило, применяется контурная система управления. Ряд достоинств имеют гибочные прессы с ЧПУ. По программе определяются величина хода, установка упоров, последовательность изгибов. Время, связанное с переналадкой и манипуляциями, сокращается до минимума и все операции выполняются за один ход. Гибочные прессы могут работать совместно с вычислительной машиной, что существенно упрощает задачу изменения программ.
Большую группу машин с ЧПУ для обработки давлением составляют гибочные станки, позволяющие существенно повысить точность. Они оснащены автоматической системой обнаружения и исключения влияния обратного упругого воздействия. В практике появились клепальные машины с ЧПУ. Управление осуществляется по двум и более осям. В области ковки применение нашли прежде всего машины с ЧПУ для ротационной ковки ступенчатых и фасонных валов. Для изготовления из листового металла деталей типа тел вращения применяются токарно-давильные станки с ЧПУ. С применением программного управления можно проводить профилирование, закатку, вытяжку и другие операции.
Известны машины с ЧПУ для огневой резки, контактные сварочные машины, машины для сварки электронным лучом, машины для сварки и резки лазером и машины для сварки электронной дугой.
Отрезные станки с ЧПУ работают с такой же системой, что и разметочные машины. Их достоинством является возможность бесступенчатого регулирования скорости и траектории резания, а также увеличение числа горелок для резки (10 и более). Повышение производительности достигает 100 %. Числовое управление часто применяется в комбинации с фотоэлектрическим управлением процесса резки по чертежу.

Числовое управление начало применяться и у сборочных автоматов. Развитие здесь заключается в применении роботов при сборочных работах, а также в создании гибких автоматизированных линий с управлением от вычислительной машины.
Специфический вид технических средств с числовым программным управлением—оборудование для электронной промышленности. Речь, как правило, идет о специализированном оборудовании. Сюда относятся станки для производства печатных плат, сверления токопроводящих плат, обработки электрических кабелей и др.
Числовое управление широко применяется у контрольно-измерительных машин. К их достоинствам относится сокращение времени измерений (в среднем на 50—80%), устранение субъективных факторов, влияющих на точность измерения, универсальность применения и несложное обслуживание.
|
|
|
|
Дата добавления: 2014-01-06; Просмотров: 741; Нарушение авторских прав?; Мы поможем в написании вашей работы!