КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
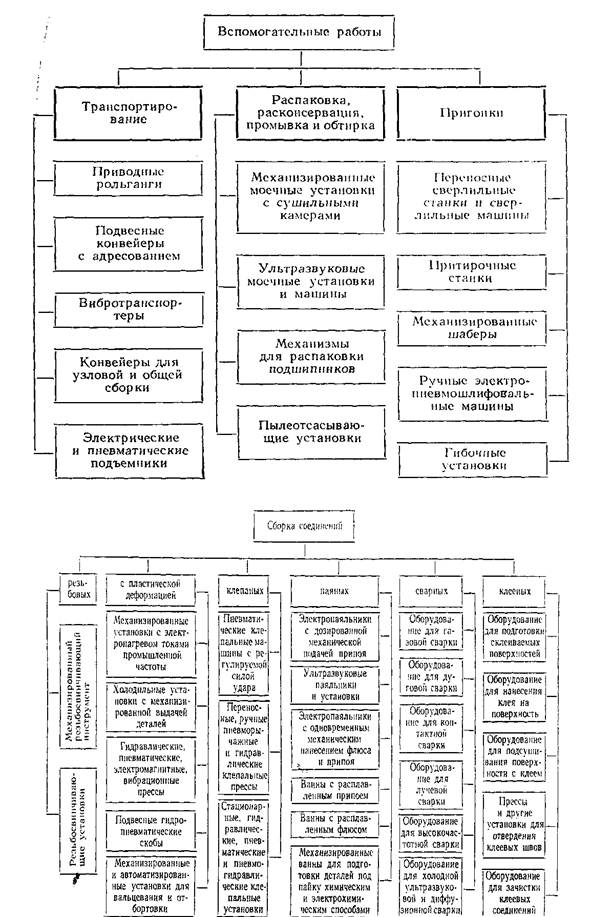
Вспомогательные и транспортные работы
|
|
|
|
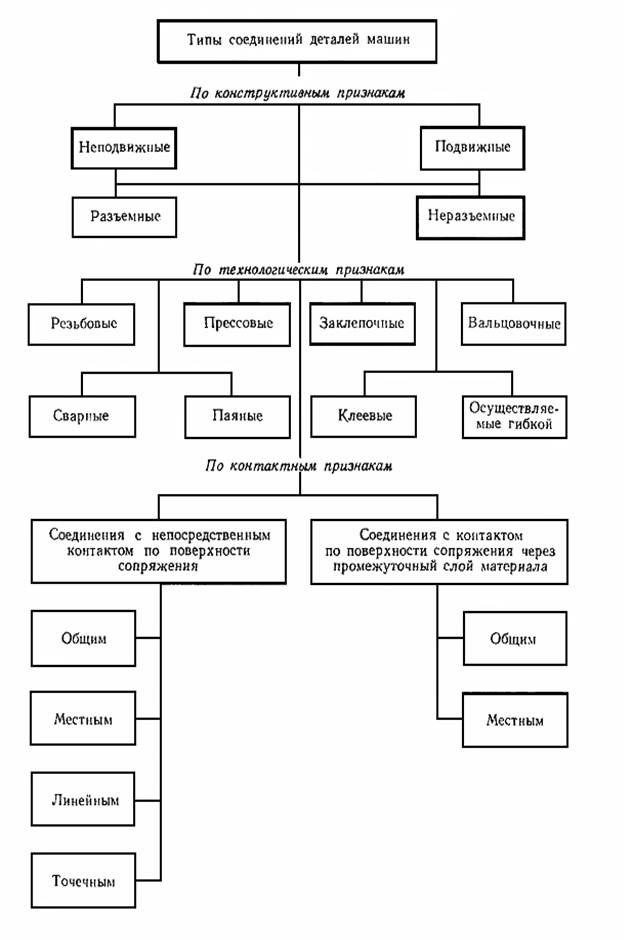
Классификация соединения деталей.
В изделиях машиностроения имеется большое количество разнообразных соединений деталей. В машинах примерно 35—40% соединений типа цилиндрический вал — втулка, 15—20% плоскостных, 15—25% резьбовых, 6—7% конических, 2—3% сферических и др. Все эти соединения характеризуются различными конструктивными, технологическими и экономическими факторами: степенью относительной подвижности, возможностью разборки, технологичностью в сборке и демонтаже, видом контакта сопрягающихся поверхностей деталей, прочностью, химической стойкостью, затратами труда и средств на сборку и т. д.
По конструкции и условиям эксплуатации соединения деталей могут быть разделены на подвижные и неподвижные. Детали подвижных соединений обладают возможностью относительного перемещения в рабочем состоянии по некоторым траекториям, определяемым кинематической схемой механизма, звеньями которого эти детали являются. Детали неподвижных соединений в рабочем состоянии перемещаться не могут.
Подвижные и неподвижные соединения в зависимости от возможности их демонтажа подразделяются на разъемные (свободно разбираемые) и неразъемные (не разбираемые). Количество разъемных соединений в современных машинах и механизмах составляет от 65 до 85% всех соединений. При этом под разъемными (демонтируемыми) соединениями подразумеваются лишь те, которые могут быть полностью разобраны без повреждения соединяющих и скрепляющих их деталей. Остальные соединения относятся к группе неразъемных, хотя в условиях эксплуатации и ремонта машин нередко подвергается разборке некоторая часть и этих соединений; однако процесс разборки в этом случае значительно усложняется, и часто одна или обе соединяемые детали после разборки оказываются непригодными к последующей сборке или же требуют специальных пригонок.
Таким образом, соединения могут быть неподвижные разъемные (например, резьбовые, пазовые и конические); неподвижные неразъемные (например, соединения запрессовкой или развальцовкой, а также заклепочные); подвижные разъемные (например, валы — подшипники скольжения, плунжеры—втулки, зубья колес, каретки—станины); подвижные неразъемные (некоторые подшипники качения, запорные клапаны).
Такая классификация соединений проста по своей схеме, но имеет недостаток, так как в каждую группу указанной классификации входит большое количество соединений, различных по своей технологической характеристике и способу сборки.
Особого внимания заслуживают вспомогательные и транспортные работы в сборочных цехах. Объем этих работ огромен, его можно представить таким частным примером. Чтобы выполнить сменную программу по сборке тракторных двигателей Д-240, к сборочным постам надо подать 235 тыс. деталей и комплектующих изделий./Трудоемкость вспомогательных работ при сборке нередко превышает объем технологических. Поэтому для получения необходимого эффекта в сборочных цехах обязательно следует механизировать одновременно основные и вспомогательные работы. Таким образом, остро встает необходимость внедрения конвейеров, в том числе с автоматическим адресованием, механизированных стендов, подъемников, ультразвуковых промывочных установок и другого оборудования.
Внедрение этих технических средств в каждом случае должно строго обосновываться экономическим расчетом, с тем, чтобы добиться большего эффекта при меньших затратах. Значительному сокращению таких затрат, в частности, способствует создание типажей и размерных рядов прогрессивной оснастки, а также разработка и организация выпуска типовых конструкций технологических приспособлений, инструментов и установок.
Вместе с тем переход к комплексной механизации немыслим в отрыве от технологии и организации сборки, от совершенствования методов выполнения сборочных операций и технологических процессов сборки машин в целом. Здесь в полной мере находит свое воплощение принцип, при котором развитие техники влечет за собой изменение технологии, что, в свою очередь, способствует применению еще более совершенной техники.
Комплексная механизация процессов сборки — это первоочередной этап повышения их эффективности. Дальнейшие перспективы обязательно связаны с автоматизацией.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 439; Нарушение авторских прав?; Мы поможем в написании вашей работы!