КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Алмазное выглаживание
|
|
|
|
Параметры технологического процесса резания
К основным параметрам режима резания относятся скорость главного движения резания, скорость подачи и глубина резания.
Скорость главного движения резания (или скорость резания) определяется максимальной линейной скоростью главного движения режущей кромки инструмента. Эта скорость выражается в м/с. Если главное движение резания вращательное, как при точении, сверлении, фрезеровании и шлифовании, то скорость резания будет определяться линейной скоростью главного движения наиболее удаленной от оси вращения точки режущей кромки — максимальной линейной скоростью главного движения.
V = ωD4;
где D - максимальный диаметр обрабатываемой поверхности заготовки, определяющий положение наиболее удаленной от оси вращения точки режущей кромки, м; ω - угловая скорость, рад/с.
Выразив угловую скорость ω через частоту вращения шпинделя станка, получим:
V = πnD
При строгании и протягивании скорость резания v определяется скоростью перемещения строгального резца и протяжки в процессе резания относительно заготовки.
Скорость резания оказывает наибольшее влияние на производительность процесса, стойкость инструмента и качество обработанной поверхности.
Алмазное выглаживание является пластическим деформированием поверхностных слоев детали инструментом, рабочая часть которого изготовлена из искусственного алмаза и имеет вид сферы. Выглаживание проводят на токарном станке, в резцедержателе которого закреплен рабочий инструмент. В процессе выглаживания инструмент прижимается к поверхности вращающейся детали с усилием 100—200 Н, что ведет к уменьшению шероховатости и повышению износостойкости.
При термомеханическом способе увеличение долговечности деталей и повышение общего уровня прочностных и других свойств достигается за счет совмещения пластической деформации и термического воздействия, осуществляемых в едином технологическом цикле. Пластическое деформирование является промежуточной операцией.
При термической и химико-термической обработке деталей для снятия внутренних напряжений, возникающих при наплавке, получения однородной структуры металла применяют отжиг, нормализацию и отпуск. Износостойкость деталей повышают поверхностной закалкой с нагревом токами высокой частоты. На поверхности закаленного слоя возникают остаточные напряжения сжатия, способствующие повышению усталостной прочности деталей. Применение закалки обеспечивает возможность использования для наплавки сравнительно недорогих материалов и доступных защитных сред.
Для повышения износостойкости деталей применяют также химико-термическую обработку: цементацию, азотирование, ит-роцементацию.
При выборе рационального способа восстановления деталей необходимо учитывать размеры, форму, точность обработки деталей, материал и термическую обработку, применяемую при изготовлении детали, значение и характер износа восстанавливаемых поверхностей, условия эксплуатации детали, технологические и производственные возможности авторемонтного предприятия, затраты на восстановление, достоинства и недостатки способов восстановления и др. Знание этих факторов позволяет решить вопрос о возможности применения тех или иных способов восстановления деталей, классифицировать в соответствии с этим детали, а также выявить те из них, которые можно восстанавливать несколькими способами, что дает возможность найти, самый рациональный.
Алмазное выглаживание отличается от ППД обкаткой лишь конструктивными особенностями используемого инструмента, в котором рабочим элементом служат алмаз, гексанит или другие сверхтвердые материалы.
На качество алмазного выглаживания, т. е. шероховатость поверхности, степень упрочнения, твердость поверхностного слоя, влияет радиус сферической поверхности алмаза, усилие прижатия поверхности к детали, продольная подача и число проходов.
Радиус алмаза выбирают в зависимости от исходной поверхности металла, из которого изготовлена деталь. При этом для материалов твердостью НВ<300 радиус алмаза 2,5…3,0 мм; при НКСЭ 35…50- 1.5…2.5 мм и НРХЭ 50…65 - 1,3…2,0 мм, т.е. с увеличением твердости поверхности детали радиус алмаза уменьшается.
Усилие прижатия инструмента к детали также имеет большое значение. При усилии меньше оптимального микронеровности сглаживаются не полностью, а при большем поверхностный слой перенаклепывается и разрушается.
Установлено, что продольная подача инструмента зависит от вида упрочняемого материала. Для закаленных сталей она составляет 0,02…0,04 мм/об., для цветных металлов и незакаленных сталей—0,03…0,05 мм/об. Основное условие при выборе подачи—отсутствие неупрочненных участков на поверхности деталей.
Алмазное выглаживание осуществляют, как правило, за один проход, так как увеличение числа проходов не изменяет существенно шероховатость поверхности упрочняемой детали.
Упрочняющий эффект при дробеструйной обработке достигается за счет пластического деформирования поверхности детали потоком металлической дроби, поступающей к поверхности детали со скоростью 30…90 м/с. На поверхности детали образуется наклепанный слой глубиной до 0,7 мм. Шероховатость поверхности практически не изменяется, а микротвердость поверхностного слоя увеличивается на 30…35 %.
По способу подачи дроби к поверхности детали различают пневматические и механические дробеметные установки. В первом случае дробь подается потоком сжатого воздуха под давлением 0,4…0,6 МПа, во втором—вращающимся ротором (дробеметом).
Материал дроби выбирают в зависимости от материала упрочняемой поверхности. Для стальных деталей используют дробь из отбеленного чугуна или стальной пружинной проволоки, для деталей из цветных металлов и сплавов—стальную или алюминиевую дробь.
Способ упрочнения дробеструйной обработкой эффективен для сложных деталей, работающих в условиях знакопеременных нагрузок. В практике этим способом упрочняют листы рессор, пружины, зубья колес, сварные швы.
Для обработки деталей с высокой точностью и малой шероховатостью поверхности применяют алмазное выглаживание, с помощью которого достигается шероховатость поверхности Rа=0,1 мкм. В качестве инструмента при алмазном выглаживании применяют державку, в которой закрепляют в оправе кристалл алмаза или синтетического сверхтвердого материала массой 0,5-1,0 карата. Рабочая поверхность алмаза имеет форму полусферы и отличается высоким качеством. Жестко закрепленная в резцедержателе державка с алмазом при поперечном движении суппорта подводится к вращающейся детали. При дальнейшем движении суппорта в поперечном направлении создается небольшой натяг. Затем при равномерной продольной подаче суппорта алмаз перемещается вдоль обрабатываемой поверхности детали.
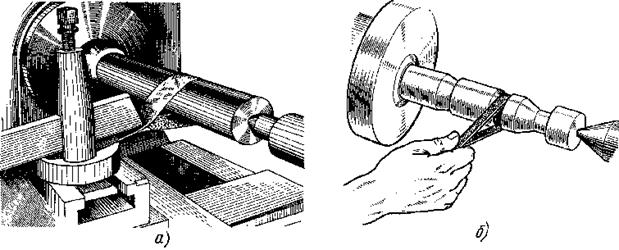
Для снижения шероховатости поверхности детали применяют обработку шлифовальной лентой (полирование). Такая обработка производится в тех случаях, когда к обработанным поверхностям не предъявляют высоких требований по точности размеров. Полирование обеспечивает шероховатость обработанной поверхности Ra=1,6-0,2 мкм. Существуют различные приемы, с помощью которых абразивную ленту прижимают к поверхности вращающейся детали. Запрещается наматывать абразивную ленту на обрабатываемую деталь или прижимать ее к детали рукой. Концы абразивной ленты рекомендуется закреплять в резцовой головке поперечного суппорта - а), или производить обработку вручную - б), рисунок вверху. Можно также применять деревянные державки с углублением по форме детали, в которое закладывают абразивную ленту. При обработке сталей и цветных металлов применяют абразивные ленты с покрытием электрокорундом, а при обработке чугуна и других хрупких металлов - с покрытием карбидом ВЗ или К4. Абразивные ленты с зернистостью 50-25 применяют для зачистки поверхностей, обработанных с шероховатостью Ra=12,5- 6,3 мкм; зернистостью 25-16-для поверхностей с шероховатостью Rа=3,2-1,6 мкм, зернистостью 16-8- для поверхностей с шероховатостью Rа=0,8 мкм. Обработку абразивной лентой производят при максимально возможной (для данного станка) частоте вращения шпинделя; однако при этом не должно быть вибраций станка. Чтобы абразивная пыль не попадала в отверстие патрона, его закрывают заглушкой из пенопласта.
Для достижения высокой точности размеров детали и малой шероховатости ее поверхности применяется притирка (доводка), т. е. обработка с использованием мелкозернистых шлифпорошков, микропорошков и паст. Различают следующие виды притирки: грубая - с применением шлифпорошков зернистостью 28-63, при которой обеспечивается шероховатость обработанной поверхности Ra=0,80-0,40 мкм; предварительная - с применением микропорошков зернистостью 10-28 для достижения шероховатости обработанной поверхности Rа=0,2-0,1 мкм; окончательная - для достижения шероховатости обработанной поверхности Rа<0,1 мкм. Применяемые для притирки пасты состоят из абразивных порошков и химически активных веществ, которые ускоряют процесс притирки, образуя на обрабатываемой поверхности мягкую пленку, легко удаляемую абразивными зернами. Притирку наружных и внутренних поверхностей выполняют притиром, состоящим из двух и более частей (рисунок справа внизу), который устанавливают в державку, обеспечивающую прижим его к обрабатываемой поверхности. Притиры изготовляют из закаленной стали, чугуна, латуни и меди. Рабочую поверхность притира покрывают ровным слоем шлифпорошка (с машинным маслом) или пасты. В процессе обработки притир плавно перемещают вдоль вращающейся детали. При этом между притиром и деталью создается небольшой натяг. Если материал притира мягче обрабатываемого материала, то абразивные зерна внедряются в поверхность притира, т. е. происходит шаржирование поверхности; такие притиры лучше обрабатывают поверхность при меньшем расходе шлифпорошка и пасты. Для охлаждения обрабатываемую поверхность смазывают жидким машинным маслом или керосином. Припуск на притирку 0,02-0,005 мм на диаметр. Окружная скорость детали при притирке 10-30 м/мин. Для получения повышенной точности обработки окружную скорость снижают до 5-6 м/мин, чтобы избежать перегрева детали и искажения ее формы. Деталь перед притиркой должна иметь шероховатость поверхности Ra=0,8-0,4 мкм. При чистовой обработке рабочий диаметр притира не должен отличаться от диаметра обрабатываемой поверхности детали более чем на 0,02-0,05 мм.
Обработка притирами
а) - наружной поверхности:
1-деталь,
2-втулка-притир,
3-жимок,
4-гайка для затяжки притира
б) - внутренней поверхности:
1-конусная оправка,
2-притир,
3-деталь
|
|
|
|
|
Дата добавления: 2014-01-06; Просмотров: 1972; Нарушение авторских прав?; Мы поможем в написании вашей работы!