КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Электрофизические методы обработки
|
|
|
|
Недостатки: повышенная по сравнению с обработкой резанием энергоёмкость; необходимость использования при обработке специального оборудования; необходимость сбора и утилизации отходов.
Электроэрозионная обработка (ЭЭО) является разновидностью электрофизической обработки и характеризуется тем, что изменение формы, размеров и качества поверхности заготовки происходит под действием электрических разрядов. Электрические разряды возникают при пропускании импульсного электрического тока в зазоре шириной 0,01 – 0,05 мм между электродом-заготовкой и электродом-инструментом. Под действием электрических разрядов материал заготовки плавится, испаряется и удаляется из межэлектродного зазора в жидком или парообразном состоянии. Подобные процессы разрушения электродов (заготовок) называют электрической эрозией.
В целях интенсификации электрической эрозии зазор между заготовкой и электродом заполняют диэлектрической жидкостью (керосин, минеральное масло, дистиллированная вода). При достижении на электродах напряжения, равного напряжению пробоя, в среде между электродом и заготовкой образуется канал проводимости в виде заполненной плазмой цилиндрической области малого сечения с плотностью тока 8000 – 10000 А/мм2. Высокая плотность тока, поддерживаемая в течении 10-5 – 10-8с, обеспечивает температуру на поверхности заготовки до 10000 - 12000˚С.
Удаленный с поверхности заготовки металл охлаждается диэлектрической жидкостью и застывает в виде сферических гранул диаметром 0,01 – 0,005 мм. В каждый последующий момент времени импульс тока пробивает межэлектродный зазор в том месте, где промежуток между электродами оказался наименьшим. Непрерывное подведение импульсов тока и автоматическое сближение электрода-инструмента с электродом-заготовкой обеспечивают продолжение эрозии до тех пор, пока не будет, достигнут заданный размер заготовки или не будет удален весь металл заготовки в межэлектродном зазоре.
Режимы ЭЭО делятся на электроискровые и электроимпульсные.
Электроискровые режимы характеризуются использованием искровых разрядов с малой длительностью (10-5…10-7с) при прямой полярности подключения электродов (заготовка “+”, инструмент “-”). В зависимости от мощности искровых разрядов режимы делятся на жесткие и средние (для предварительной обработки), мягкие и особо мягкие (для окончательной обработки). Использование мягких режимов обеспечивает отклонение размеров детали до 0,002 мм при параметре шероховатости обработанной поверхности Rа=0.01 мкм.
Электроискровые режимы используют при обработке твердых сплавов, труднообрабатываемых металлов и сплавов, тантала, молибдена, вольфрама и т.д.; обрабатывают сквозные и глубокие отверстия любого поперечного сечения, отверстия с криволинейными осями; используя проволочные и ленточные электроды, вырезают детали из листовых заготовок; нарезают зубья и резьбы; шлифуют и клеймят детали.
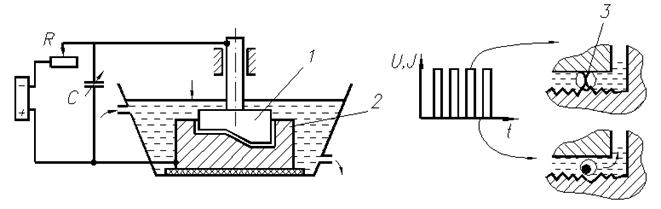 Для проведения обработки на электроискровых режимах используют станки (см. рис.), оснащенные RC-генераторами, состоящего из заряженного и разряженного контура. Зарядный контур включает конденсатор С, заряжающийся через сопротивление R от источника тока с напряжением 100 – 200 В, а в разрядный контур параллельно конденсатору С включены электроды 1 (инструмент) и 2 (заготовка). Как только напряжение на электродах достигает пробойного, через межэлектродный зазор происходит искровой разряд энергии, накопленной в конденсаторе С. Производительность эрозионного процесса может быть увеличена уменьшением сопротивления R. Постоянство межэлектродного зазора поддерживается специальной следящей системой, управляющей механизмом автоматического движения подачи инструмента, изготовленного из меди, латуни или углеграфитных материалов.
Для проведения обработки на электроискровых режимах используют станки (см. рис.), оснащенные RC-генераторами, состоящего из заряженного и разряженного контура. Зарядный контур включает конденсатор С, заряжающийся через сопротивление R от источника тока с напряжением 100 – 200 В, а в разрядный контур параллельно конденсатору С включены электроды 1 (инструмент) и 2 (заготовка). Как только напряжение на электродах достигает пробойного, через межэлектродный зазор происходит искровой разряд энергии, накопленной в конденсаторе С. Производительность эрозионного процесса может быть увеличена уменьшением сопротивления R. Постоянство межэлектродного зазора поддерживается специальной следящей системой, управляющей механизмом автоматического движения подачи инструмента, изготовленного из меди, латуни или углеграфитных материалов.
Электроимпульсные режимы характеризуются применением импульсов большой длительности (0,5…10 с), соответствующих дуговому разряду между электродами и более интенсивному разрушению катода. В связи с этим при электроимпульсных режимах катод соединяется с заготовкой, что обеспечивает более высокую производительность эрозии (в 8-10 раз) и меньшей, чем при электроискровых режимах, износ инструмента.
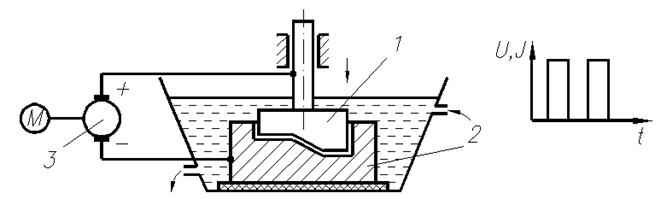
Наиболее целесообразной областью применения электроимпульсных режимов является предварительная обработка заготовок сложнопрофильных деталей (штампы, турбины, лопатки и т.д.), изготовленных из труднообрабатываемых сплавов и сталей. Электроимпульсные режимы реализуются установками (см рис), в которых на электроды 1 и 2 подаются униполярные импульсы от электромашинного 3 или электронного генератора. Возникновение Э.Д.С. индукции в намагниченном теле движущимся под некоторым углом к направлению оси намагничивания позволяет получать ток большей величины.
Лучевая обработка. Разновидностями лучевой обработки в машиностроении является электронно-лучевая или светолучевая обработка.
Электронно-лучевая обработка (ЭЛО) основана на тепловом воздействии потока движущихся электронов на обрабатываемый материал, который в месте обработки плавится и испаряется. Столь интенсивный нагрев вызывается тем, что кинетическая энергия движущихся электронов при ударении о поверхность обрабатываемой заготовки почти полностью переходит в тепловую, которая будучи сконцентрирована на площадке малых размером (не более 10 мкм), вызывает её разогревание до 6000˚С. При размерной обработке, как известно, происходит локальное воздействие на обрабатываемый материал, что при ЭЛО обеспечивается импульсным режимом потока электронов с продолжительностью импульсов 10-4…10-6 с и частотой f = 50 … 5000 Гц. Высокая концентрация энергии при ЭЛО в сочетании с импульсным воздействием обеспечивают условия обработки, при которых поверхности заготовки, находящиеся на расстоянии 1 мкм от кромки электронного луча, разогреваются до 300˚С. Это позволяет использовать ЭЛО для резки заготовок, изготовления сеток из фольги, вырезания пазов и обработки отверстий диаметром 1 – 10 мкм в деталях из труднообрабатываемых материалов.
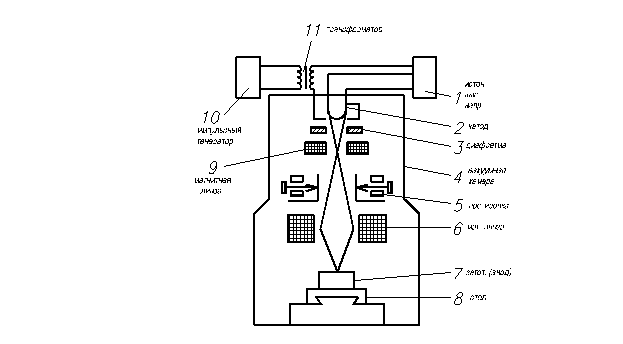 В качестве оборудования для проведения ЭЛО используют специальные электровакуумные устройства, называемые электронными пушками (см рис). Они генерируют, ускоряют и фокусируют электронный луч. Электронная пушка состоит из вакуумной камеры 4 (с разрежением 133·10-4), в которой установлен питаемый источником высокого напряжения 1 вольфрамовый катод 2, обеспечивающий эмиссию свободных электронов, которые разгоняются электрическим полем, созданным между катодом 2 и анодной диафрагмой 3. Далее электронный луч проходит через систему магнитных линз 9, 6, устройство электрической юстировки 5 и фокусируется на поверхности обрабатываемой заготовки 7, установленной на координатном столе 8. Импульсный режим работы электронной пушки обеспечивается системой состоящей из импульсного генератора 10 и трансформатора 11.
В качестве оборудования для проведения ЭЛО используют специальные электровакуумные устройства, называемые электронными пушками (см рис). Они генерируют, ускоряют и фокусируют электронный луч. Электронная пушка состоит из вакуумной камеры 4 (с разрежением 133·10-4), в которой установлен питаемый источником высокого напряжения 1 вольфрамовый катод 2, обеспечивающий эмиссию свободных электронов, которые разгоняются электрическим полем, созданным между катодом 2 и анодной диафрагмой 3. Далее электронный луч проходит через систему магнитных линз 9, 6, устройство электрической юстировки 5 и фокусируется на поверхности обрабатываемой заготовки 7, установленной на координатном столе 8. Импульсный режим работы электронной пушки обеспечивается системой состоящей из импульсного генератора 10 и трансформатора 11.
Метод светолучевой обработки (СЛО) основан на использовании теплового воздействия светового луча высокой энергии, излучаемого оптическим квантом генератором (лазером) на поверхность заготовки.
Размерная обработка с помощью лазеров заключается в образовании отверстий диаметром 0,5…10 мкм в труднообрабатываемых материалах, изготовлении сеток, вырезании из листа сложнопрофильных деталей и т.д.
Электрохимическая обработка (ЭХО)
ЭХО основана на анодном растворении металла обрабатываемой заготовки в среде электролита под действием электрического тока. Все разновидности ЭХО можно разделить на отделочную и размерную обработку.
Отделочная ЭХО предназначена для изменения состояния и свойств поверхностей (например, удаление грата, окалины, скругление заусенцев, снижение шероховатости до Ra = 0,04 мкм и Rz = 0,025 мм). При проведении отделочной ЭХО заготовка помещается в ванну с электролитом, подключается к аноду, а катодом служит металлическая пластина (медь, свинец и т.д.) После подачи напряжения на электроды, начинается интенсивное растворение выступов микронеровностей заготовки вследствие повышенной плотности тока на их вершинах. Поверхности впадин микронеровностей растворяются значительно медленнее, так как заполняются экранирующими их продуктами растворения, имеющими пониженную проводимость. В результате такого неравномерного растворения происходит сглаживание толщины дефектного слоя и увеличение коррозионной стойкости поверхности. Для повышения интенсивности растворения используют электролит, нагретый до 40…80˚С.
Размерная ЭХО предназначена для изменения формы, размером и шероховатости поверхностей обрабатываемой заготовки. При размерной ЭХО растворение металла происходит при прохождении тока через электролит, прокачиваемый под давлением в зазоре между электродом – инструментом и заготовкой. Наиболее интенсивное растворение происходит на участках, где зазор минимален, а плотность тока наибольшая. В ходе размерной ЭХО происходит выравнивание плотности тока в межэлектродном зазоре и, как следствие, копирование профиля электрода – инструмента на заготовки. В связи с растворением металла заготовки и необходимостью поддержания оптимальной ширины межэлектродного зазора для продолжения процесса инструменту – катоду сообщается движение подачи, направленное к обрабатываемой поверхности.
В качестве электролитов используют растворы солей NaCl, NaNO3, Na2SO4 с добавлением слабого раствора соляной кислоты. Наиболее часто используют водный раствор NaCl, который дёшев и обеспечивает длительную работоспособность благодаря непрерывному восстановлению в растворе хлористого натрия.
В среднем электрические параметры размерной ЭХО следующие: напряжение U = 6 … 60 В; плотность тока i = 5…250 A/см2. При этом достигается параметр шероховатости обработанной поверхности Ra = 2,5… 0,32 мкм, который с увеличением плотности тока снижается.
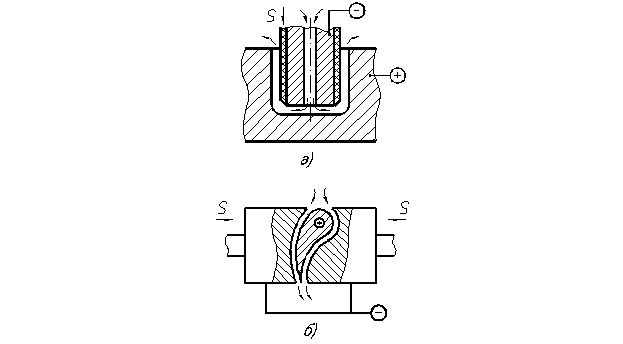
Размерной ЭХО подвергаются наружные и внутренние поверхности. Она служит так же для прошивки и калибрования отверстий (рис. а), обработки лопаток турбин (рис. б), труб, фасонных полостей и т.д. Выполняют размерную ЭХО на специальных станках, включающих механизмы, реализующие кинематическую схему обработки: источник электропитания; гидросистему, обеспечивающую очистку и подачу электролита в межэлектродный зазор; устройства, контролирующие работу систем и средства автоматики, поддерживающие оптимальный межэлектродный зазор и другие параметры процесса.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 1095; Нарушение авторских прав?; Мы поможем в написании вашей работы!