КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Системы числового программного управления
|
|
|
|
Основные принципы числового программного управления
Развитие электроники и вычислительной техники, внедрение в производство ЭВМ привело к разработке и широкому применению в станкостроении систем числового программного управления (ЧПУ) металлорежущими станками, а также другим технологическим оборудованием.
Числовым программным управлением металлорежущими станками называют управление по программе, заданной в алфавитно–цифровом коде и представляющей последовательность команд, записанную на определенном языке и обеспечивающую заданное функционирование рабочих органов станка.
Принципиальное отличие систем ЧПУ от ранее рассмотренных САУ заключается в способе расчета и задания программы управления и ее передачи для управления рабочими органами станка. Информация чертежа детали представлена в аналогово-цифровом виде, то есть в виде чисел, различных словесных указаний, условных знаков и других символов, имеющих ограниченное число значений, каждое из которых имеет вполне определенную и однозначную информацию.
В обычных САУ программа управления воплощается в физические аналоги – кулачки, копиры, упоры, кондукторные плиты и другие средства, которые являются программоносителями. Данный способ задания программы управления имеет два основных недостатка.
Первый вызван тем, что информация чертежа детали из цифровой (дискретной) и однозначной превращается в аналоговую (в виде кривых кулачка, копира). Это приводит к погрешностям, вносимым при изготовлении кулачков, копиров, расстановки путевых упоров на линейках, а также при износе этих программоносителей в процессе эксплуатации. Вторым недостатком является необходимость изготовления данных программоносителей с последующей трудоемкой наладкой на станке. Это приводит к большим затратам средств и времени и делает в большинстве случаев неэффективным применение обычных САУ для автоматизации серийного и особенно мелкосерийного производства.
При подготовке программ управления для станков с ЧПУ вплоть до ее передачи рабочим органам станка, мы имеем дело с информацией в дискретной форме, полученной непосредственно из чертежа детали.
Траектория движения режущего инструмента относительно обработанной заготовки в станках с ЧПУ представляется в виде ряда его последовательных положений, каждое из которых определяется числом. В станках с ЧПУ возможно получить сложные движения рабочих органов не с помощью кинематических связей, а благодаря управлению независимыми координатными перемещениями этих рабочих органов по программе, заданной в числовом виде. Качественно новым в станках с ЧПУ является возможность увеличения числа одновременно управляемых координат, что позволило создать принципиально новые компоновки станков с получением широких технологических возможностей при автоматическом управлении.
Программа управления может быть рассчитана с любой заданной точностью и на любой требуемый закон движения рабочих органов станка. Получает все более широкое применение управление станками непосредственно от ЭВМ.
Классификация систем ЧПУ
Системы ЧПУ можно классифицировать по различным признакам.
I. Исходя из технологических задач управления обработкой все системы ЧПУ делят на три группы: позиционные, контурные и комбинированные.
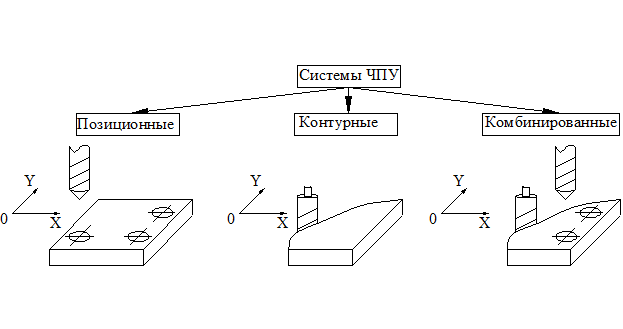
Позиционные системы ЧПУ обеспечивают управление перемещениями рабочих органов станка в соответствии с командами, определяющими позиции, заданные программой управления. При этом перемещения вдоль различных осей координат могут выполняться одновременно (при заданной постоянной скорости) или последовательно. Данными системами оснащают в основном сверлильные и расточные станки для обработки деталей типа плит, фланцев, крышек и др., в которых производится сверление, зенкерование, растачивание отверстий, нарезание резьбы и др.
Контурные системы ЧПУ обеспечивают управление перемещениями рабочих органов станка по траектории и с контурной скоростью, заданными программой управления. Контурной скоростью является результирующая скорость подачи рабочего органа станка, направление которой совпадает с направлением касательной в каждой точке заданного контура обработки. Контурные системы ЧПУ в отличие от позиционных обеспечивают непрерывное управление перемещениями инструмента или заготовки поочередно или сразу по нескольким координатам, в результате чего может обеспечиваться обработка очень сложных деталей (с управлением одновременно по более чем двум координатам). Контурными системами ЧПУ оснащены в основном токарные и фрезерные станки.
Комбинированные системы ЧПУ, сочетающие функции позиционных и контурных систем ЧПУ, являются наиболее сложными, но и более универсальными. В связи с усложнением станков с ЧПУ (особенно многооперационных) расширением их технологических возможностей и повышением степени автоматизации применение комбинированных систем ЧПУ значительно расширяется.
II. По наличию обратной связи все системы ЧПУ делятся на две группы: разомкнутые и замкнутые.
Замкнутые системы ЧПУ в свою очередь могут быть:
1) с обратной связью по положению рабочих органов станка; 2) с обратной связью по положению рабочих органов и с компенсацией погрешностей станка; 3) самоприспособляющиеся (адаптивные).
Разомкнутые системы ЧПУ строятся на основе силовых или шаговых двигателей (ШД). В последнем случае ШД применяется обычно в комплекте с гидроусилителем.
III. Классификация в зависимости от уровня электронной техники.
Несмотря на относительно малый срок применения систем ЧПУ, они в своем развитии уже прошли несколько этапов, определяемых уровнем развития электронной техники.
Применяемые в настоящее время в промышленности системы ЧПУ класса NC построены по принципу цифровой модели. В этой системе программа (на перфоленте) вводится в интерполятор 3, далее переработанная
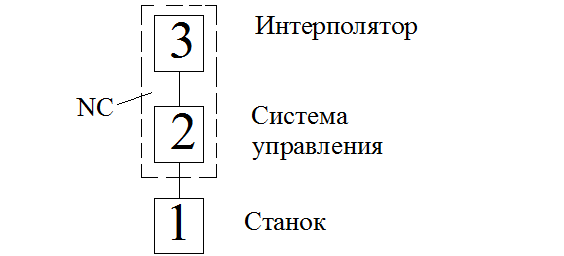
программа вводится в систему управления 2 станком 1. Данные системы ЧПУ называют системами с жесткой программой. Весьма ограничены на этих системах возможности вмешательства оператора в процесс обработки программы.
В системах класса SNC устройство для считывания программы управления применяют только один раз – для ввода программы управления в
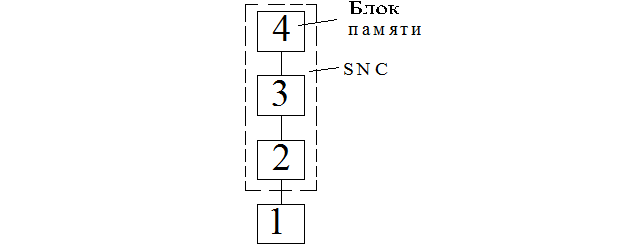
запоминающий блок 4 (памяти). В результате повышается надежность работы станка по причинам отказа фотосчитывающего устройства.
Особенностью систем управления класса CNC является их структура, соответствующая структуре управляющей ЭВМ. С появлением систем класса CNC расширились функциональные возможности программного управления,
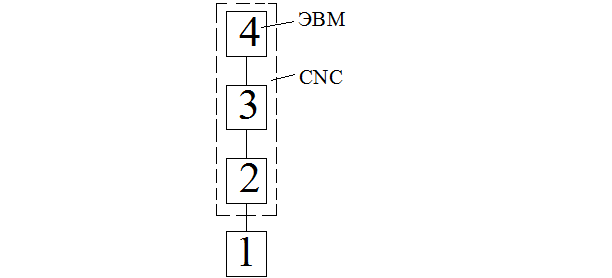
в том числе хранение программы управления и ее редактирование непосредственно на рабочем месте, расширенные возможности индикации на дисплее, диалоговое общение с оператором и т.д. Ввод программы управления может быть осуществлен на перфоленте или вручную. Второй тип систем получил название систем класса HNC. Программа управления здесь вводится оператором с помощью клавиатуры и хранится в памяти системы.
Наряду с автономными системами ЧПУ в промышленности применяют системы прямого числового программного управления группой различных станков от единой ЭВМ, получившие название систем класса DNC.
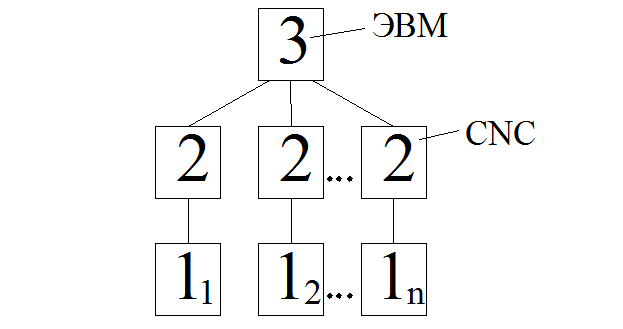 В этой системе средняя или большая ЭВМ (3) подготавливает программы для нескольких станков с ЧПУ и передает их системам CNC (2) отдельных станков (1). В следствии весьма высокого быстродействия ЭВМ, система осуществляет подготовку программ для всех станков
В этой системе средняя или большая ЭВМ (3) подготавливает программы для нескольких станков с ЧПУ и передает их системам CNC (2) отдельных станков (1). В следствии весьма высокого быстродействия ЭВМ, система осуществляет подготовку программ для всех станков  ,
,  ,
,  группы. ЭВМ выполняет также и дополнительные функции по управлению полуавтоматом, например, управляет автоматизированным транспортом и складом. Непосредственное управление станками осуществляют мини ЭВМ с небольшим объемом оперативной памяти, входящие в состав отдельных систем CNC.
группы. ЭВМ выполняет также и дополнительные функции по управлению полуавтоматом, например, управляет автоматизированным транспортом и складом. Непосредственное управление станками осуществляют мини ЭВМ с небольшим объемом оперативной памяти, входящие в состав отдельных систем CNC.
Типовая структурная схема системы ЧПУ
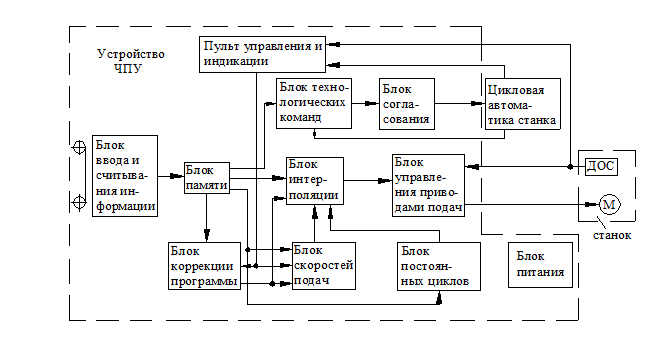
На рисунке показана общая укрупненная структурная схема системы ЧПУ. Она включает следующие основные элементы: устройство ЧПУ; приводы подач рабочих органов станка и датчики обратной связи (ДОС), установленные по каждой управляемой координате. Устройство ЧПУ предназначено для выдачи управляющих воздействий рабочим органом станка в соответствии с программой управления, вводимой на перфоленте. Программа управления считывается последовательно в пределах одного кадра с запоминанием в блоке памяти, откуда она подается в блоки технологических команд, интерполяции и скоростей подач. Блок интерполяции – специализированное вычислительное устройство (интерполятор) – формулирует частичную траекторию движения инструмента между двумя или более заданными в программе управления точками. Выходная информация с этого блока поступает в блок управления приводами подач, обычно представлена в виде последовательности импульсов по каждой координате, частота которых определяет скорость подачи, а число – величину перемещения.
Блок ввода и считывания информации предназначен для ввода и считывания с перфоленты программы управления. Считывание производится последовательно строка за строкой в пределах одного кадра при периодическом протягивании перфоленты перед фотосчитывателем, содержащим фотосчитывающую головку 11 с фотопреобразователями, и осветитель,

состоящий из лампы накаливания 3 и линзы 4. Восемь фотопреобразователей обеспечивают считывание информации, а два используются для формирования синхроимпульса по отверстиям транспортной дорожки. В других устройствах применяют еще один фотопреобразователь, устанавливаемый по краю перфоленты для контроля ее обрыва.
Протягивание перфоленты 9 производится приводным роликом 7, к которому она поджимается роликом 10, при включении электромагнита протяжки (ЭМП) и притягивания якоря 6. Приводной ролик 7 вращается электродвигателем 8. При протягивании перфоленты для ее натяжения и плотного прилегания к фотосчитывающей головке 11 она подтормаживается тормозом 1 и прижимается к головке 11 прижимом 5, который при заправке перфоленты отводится рычагом 2. После считывания информации одного кадра перфолента останавливается включением тормоза ЭМТ и отключения электромагнита ЭМП. Синхронизация их работы осуществляется управляющим триггером (ТГ).
Имеются модификации устройства ввода.
Блок памяти. Так как информация с перфоленты считывается последовательно, а используется вся сразу в пределах одного кадра, при считывании она запоминается в блоке памяти. Здесь же производится ее контроль и формирование сигнала при обнаружении ошибки в перфоленте. Так как обработка информации идет последовательно по кадрам, а время считывания информации одного кадра равно примерно 0,1 – 0,2 с, получается разрыв в передачи информации, что недопустимо. Поэтому применяют два блока памяти. Пока обрабатывается информация одного кадра из первого блока памяти, производится считывание с перфоленты второго кадра и ее запоминание во втором блоке. Время же введения информации из блока памяти в блок интерполяции ничтожно мало. Во многих системах ЧПУ блок памяти может принимать информацию, минуя блок ввода и считывание непосредственно от ЭВМ.
Блок интерполяции. Это специализированное вычислительное устройство, которое формирует частичную траекторию движения инструмента между двумя или более заданными в программе управления точками. Это важнейший блок в контурных системах ЧПУ. Основой блока является интерполятор, который по заданным программой управления числовым параметрам участка контура восстанавливает функцию f(x,y). В интервалах значений координат Х и У интерполятор вычисляет значения координат промежуточных точек этой функции.
На выходах интерполятора формируется строго синхронизированные во времени управляющие импульсы для перемещения рабочего органа станка по соответствующим осям координат.
Применяют линейные и линейно – круговые интерполяторы. В соответствии с этим первые производят линейную интерполяцию, а вторые линейную и круговую.
Линейный интерполятор обеспечивает, например, перемещение рабочего органа с фрезой диаметром  между двумя опорными точками по прямой линии с отклонением от заданного контура на величину
между двумя опорными точками по прямой линии с отклонением от заданного контура на величину  .
.

В этом случае исходной информацией для интерполятора являются величины приращений по координатам  и
и  и время обработки перемещения по прямой
и время обработки перемещения по прямой  , т.е.
, т.е.  , где S – установленная скорость подачи инструмента.
, где S – установленная скорость подачи инструмента.
Работа линейно – кругового интерполятора может осуществляться по методу оценочной функции F. Метод заключается в том, что при выработке очередного управляющего импульса логическая схема производит оценку, по какой координате следует выдавать этот импульс, чтобы суммарное перемещение рабочего органа станка максимально приближало его к заданному контуру.
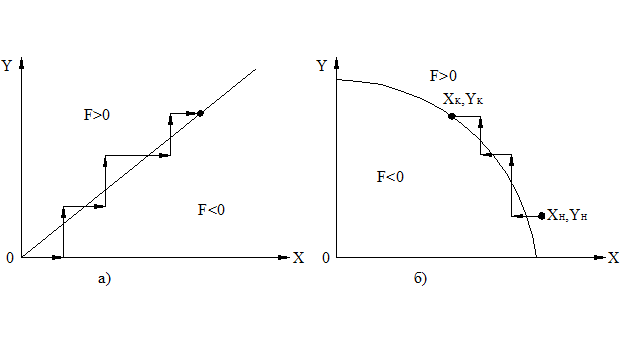
Интерполируемая прямая (см. рис. а) делит плоскость, в которой она расположена, на две области: над прямой, где оценочная функция F>0, и под прямой, где F<0. Все точки, лежащие теоретически заданной линии, имеют F=0.
Траектория интерполяции представляет собой определенную последовательность элементарных перемещений вдоль координатных осей от начальной точки с координатами  и
и  до конечной точки с координатами
до конечной точки с координатами  ,
,  .
.
Если промежуточная точка траектории находится в области F>0, то следующий шаг делается по оси Х. Если же промежуточная точка находится в области F<0, шаг делается по оси Y. Аналогично происходит работа интерполятора при круговой интерполяции (см. рис. б).
Блок управления приводами подачи. С блока интерполяции информация поступает на блок управления приводами подач, который преобразует ее в форму, пригодную для управления приводами подач. Последнее производится так, чтобы при поступлении каждого импульса рабочий орган станка перемещался на определенную величину, характеризующую дискретность системы ЧПУ. При поступлении каждого импульса управляемый объект перемещается на определенную величину, называемую ценой импульса, которая обычно равна 0,01 – 0,02 мм. В зависимости от типа привода (замкнутые или разомкнутые, фазовые или амплитудные), применяемых на станках, блоки управления существенно различаются. В замкнутых приводах фазового типа, использующих датчики обратной связи в виде вращающихся трансформаторов, работающих в режиме фазовращателей, блоки управления представляют собой преобразователи импульсов в фазу переменного тока и фазовые дискриминаторы, которые сравнивают фазу сигнала на выходе фазового преобразователя с фазой датчика обратной связи и выдают разностный сигнал ошибки на усилитель мощности привода.
Блок скоростей подач – обеспечивает заданную скорость подачи вдоль контура, а также процессы разгона и торможения в начале и в конце участков обработки по заданному закону, чаще всего линейному, иногда экспоненциальному. Помимо рабочих подач (0,5 – 3000 мм/мин) этот блок обеспечивает, как правило, и холостой ход с повышенной скоростью (5000 – 20000 мм/мин).
Пульт управления и индикации. Связь оператора с системой ЧПУ производится через пульт управления и индикации. С помощью этого пульта производится пуск и останов системы ЧПУ, переключение режима работы с автоматического на ручной и т.д., а также коррекция скорости подачи и размеров инструментов и изменения начального положения инструмента по всем или некоторым координатам. На этом пульте находятся световая сигнализация и цифровая индикация.
Блок коррекции программы применяется для изменения запрограммированных параметров обработки: скорости подачи и размеров инструмента (длины и диаметра).
Блок постоянных циклов служит для упрощения процесса программирования при обработке повторяющихся элементов детали (например, сверление и растачивание отверстий, нарезание резьбы и др.) применяют блок постоянных циклов. Например, на перфоленте не программируются такие движения, как быстрый вывод из готового отверстия – это заложено в соответствующем цикле (G81).
Блок технологических команд обеспечивает управление циклом работы станка (его цикловой автоматики), включающего поиск и анализ режущего инструмента, переключение частоты вращения шпинделя, зажим и разжим перемещающихся рабочих органов станка, различные блокировки.
Блок питания обеспечивает питание необходимыми постоянными напряжениями и токами всех блоков ЧПУ от обычной трехфазной сети. Особенностью этого блока является наличие стабилизаторов напряжения и фильтров, защищающие электронные схемы ЧПУ от помех, всегда имеющих место в промышленных силовых сетях.
Датчики обратной связи (ДОС)
ДОС предназначены для преобразования линейных перемещений рабочего органа станка в электрические сигналы, содержащие информацию о направлении и величине перемещений.
Все многообразие ДОС можно условно разделить на угловые (круговые) и линейные. Круговые ДОС обычно преобразуют угол поворота ходового винта или перемещения рабочего органа станка через реечную передачу. Преимуществом круговых ДОС является их независимость от длины перемещения рабочего органа станка, удобство установки на станке и удобство эксплуатации. К недостаткам следует отнести принцип косвенного измерения величины перемещения рабочего органа, а следовательно погрешность измерения.
Линейные ДОС непосредственно измеряют перемещения рабочего органа, что является их основным преимуществом по сравнению с круговыми ДОС. Недостатком линейных ДОС является зависимость их габаритных размеров от величины перемещения рабочего органа, кроме того они сложны при установке и эксплуатации станка.
По принципу действия ДОС могут быть импульсными, фазовыми, кодовыми, фазоимпульсными и т.д. Наиболее часто применяют датчики типа индуктосина, которые могут быть круговыми и линейными, а также резольверы.
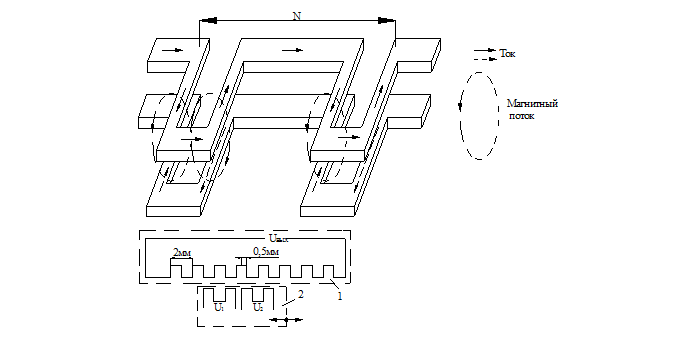
Линейный индуктосин состоит из линейки 1 и ползуна 2. Длина линейки несколько превышает величину измеряемого перемещения, линейка имеет одну печатную обмотку с шагом 2 мм, с которой снимается индуцируемое напряжение  . Она может быть цельной (при небольшой длине хода) или сборной из нескольких пластин (длиной по 250 мм). Ползун установлен на рабочем органе и перемещается относительно линейки. Он имеет две печатные обмотки, сдвинутые на ¼ шага. На каждую обмотку подается переменный ток частотой 10 кГц, причем на первой обмотке напряжение
. Она может быть цельной (при небольшой длине хода) или сборной из нескольких пластин (длиной по 250 мм). Ползун установлен на рабочем органе и перемещается относительно линейки. Он имеет две печатные обмотки, сдвинутые на ¼ шага. На каждую обмотку подается переменный ток частотой 10 кГц, причем на первой обмотке напряжение  , а на второй
, а на второй 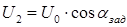 , где
, где  - заданный угол смещения.
- заданный угол смещения.
При перемещении ползуна 2 на выходе обмотки линейки 1 индуцируется напряжение
 ,
,
где  - фактический угол смещения, отображающий фактическое перемещение рабочего органа, т.е.
- фактический угол смещения, отображающий фактическое перемещение рабочего органа, т.е.
 .
.
Если рабочий орган находится в заданном положении,  , напряжение на выходе обмотки линейки равно нулю. При отсутствии этого равенства на привод подачи поступает сигнал на дальнейшее перемещение.
, напряжение на выходе обмотки линейки равно нулю. При отсутствии этого равенства на привод подачи поступает сигнал на дальнейшее перемещение.
Широкое применение в станках с ЧПУ находят ДОС типа вращающегося трансформатора (ВТ). 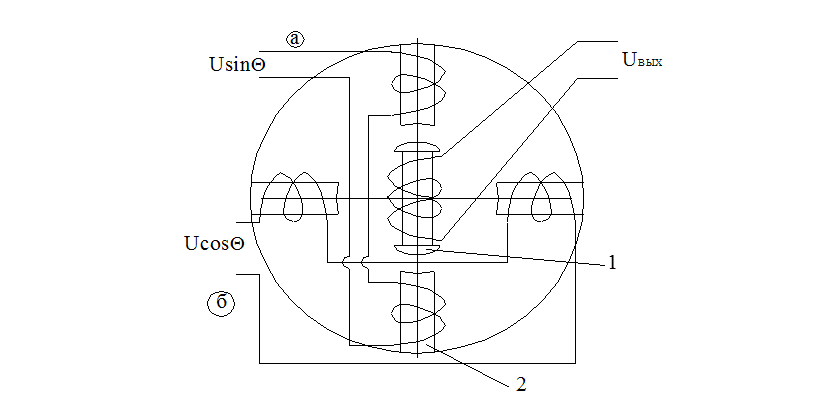
Они представляют собой двухфазные электрические машины переменного тока, у которых при вращении ротора взаимная индукция между обмотками статора 2 и ротора 1 изменяется синусоидально с высокой точностью. На обмотку (а) статора подается напряжение  , а на обмотку (б) -
, а на обмотку (б) -  , где
, где  - угол смещения, отражающий заданную величину перемещения. С обмотки ротора 1 снимается напряжение
- угол смещения, отражающий заданную величину перемещения. С обмотки ротора 1 снимается напряжение  . Число обмоток в ВТ может быть различным, однако чаще всего применяют ВТ с двумя взаимно перпендикулярными обмотками на статоре и на роторе. Такие синусно – косинусные ВТ называют резольверами.
. Число обмоток в ВТ может быть различным, однако чаще всего применяют ВТ с двумя взаимно перпендикулярными обмотками на статоре и на роторе. Такие синусно – косинусные ВТ называют резольверами.
В позиционных системах ЧПУ применяются кодовые датчики обратной связи с измерением абсолютной величины перемещения рабочего органа. В качестве такого датчика использован, например, кодовый диск кругового фотоэлектрического датчика на десять двоичных разрядов.
Каждое концентрическое кольцо стеклянного диска состоит из затемненных и прозрачных участков, которые не пропускают или пропускают свет на фотоприемники. Кольца соответствуют определенным разрядам: внешнее – первому, внутреннее – десятому. Диск устанавливается так, чтобы его полный оборот соответствовал перемещению рабочего органа на максимальную величину. При этом каждому положению рабочего органа соответствует единственная комбинация (кодовая).
На рисунке показана схема импульсного линейного датчика с неподвижной дифракционной решеткой 1, относительно которой перемещается подвижная вспомогательная шкала 2. Она повернута относительно основной решетки на угол , поэтому при ее перемещении на величину  образуются перемещаемые в вертикальном направлении муаровые полосы (3), которые периодически перекрывают пучок света (4), пропускаемый через решетку на два фотоэлемента. При перемещении вспомогательной шкалы 2 на 1 шаг штрихов с фотоэлементов поступает один импульс.
образуются перемещаемые в вертикальном направлении муаровые полосы (3), которые периодически перекрывают пучок света (4), пропускаемый через решетку на два фотоэлемента. При перемещении вспомогательной шкалы 2 на 1 шаг штрихов с фотоэлементов поступает один импульс.
Общие принципы кодирования программы
В станках с ЧПУ все элементы программы: направление, величина и скорости заданных рабочих и вспомогательных перемещений и т.п. задаются в цифровой форме – в виде чисел, расположенных в определенном порядке и записанных определенным образом с помощью какого либо кода. Код представляет собой условную запись числа или действия, позволяющую достаточно простым способом получить изображение этого числа в форме удобной для использования в системах ПУ. В общем случае всякий код, применяемый в системах программного управления, складывается из двух основных элементов: кода перемещения и кода вспомогательных команд. Существует много разнообразных способов кодирования.
Унитарный код. Сущность этого кода заключается в том, что в нем всякое число выражается одним знаком 1. Для изображения любого числа надо столько раз последовательно повторить этот знак, сколько в данном числе содержится единиц. При использовании в качестве программоносителя – перфоленты, знак 1 выражается пробивкой отверстия, а при магнитной ленте – магнитного штриха. Главный недостаток – низкая плотность записи.
Десятичная система счисления использует для записи чисел десять знаков 0 – 9. Для записи чисел в десятичной системе счисления каждому знаку должна быть отведена своя дорожка, а каждому разряду – строка. Запись чисел в десятичном коде громоздка.
Двоичная система счисления использует для записи только два знака 0 и 1. Для записи числа в двоичном коде единица соответствует наличию сигнала, а при нуле сигнал отсутствует. Это удобно, потому что механизмы наиболее надежно различают два устойчивых состояния. Например, на перфоленте: есть пробивка, нет пробивки.  ;
;  ;
;  ;
;  (2+1);
(2+1);  ;
;  (4+1);
(4+1);  (4+2);
(4+2);  (4+2+1);
(4+2+1);  ;
;  (8+1);
(8+1);  (8+2) и т.д.
(8+2) и т.д.
Двоично-десятичая система счисления.
В этом случае запись каждого разряда десятичного числа производится двоичным эквивалентом, называемым тетрадой:
0 1 2 3 4 … 10 11
0000 0001 0010 0011 0100 … 0001,0000 0001,0001
Международный код ISO – 7bit
Несмотря на большое количество видов обработки и типов станков, для сообщения необходимой информации достаточна относительно ограниченная совокупность команд, кодируемых определенными символами или числами.
Для обеспечения применения кодов, используемых в станках с ЧПУ, проведена унификация языков программирования в широких масштабах. С этой целью международной организацией стандартов ISO принят единый международный код для программирования обработки на станках с ЧПУ. В нашей стране действует аналогичный код (ГОСТ 13052 – 74). Код устанавливает множество определенных символов, которые подразделяются на цифровые, буквенные в прописных буквах латинского алфавита и графические. Каждый символ имеет неповторимое выражение, получаемое путем перфорации отверстий на бумажной восьмидорожечной ленте. Шириной 25,4 мм. Первая слева дорожка (восьмая) предназначена для контрольного признака четности и нечетности. Необходимо, чтобы в каждой строке перфоленты число пробитых отверстий было бы четным числом. Остальные семь дорожек представляют собой соответствующий разряд в двоичных системе счисления.
Каждому направлению перемещений рабочих органов станков присваивают значение определенной координаты и соответствующий адресный символ, например: X, Y, Z, W и т.д. Существует единое направление осей координатных осей металлорежущих станков. Положительным направлением перемещения элемента станка принято считать то, при котором обрабатывающий инструмент (его держатель) и заготовка отступают друг от друга.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 1168; Нарушение авторских прав?; Мы поможем в написании вашей работы!