КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Возможные дефекты в отливке и пути их устранения
|
|
|
|
Процессы взаимодействия отливки с литейной формой.
При литье отливка и форма испытывают тепловое, силовое и химическое взаимодействия, влияющие на размерную точность, качество поверхности, макро- и микроструктуру, механические и эксплуатационные свойства получаемого литого изделия.
Тепловое взаимодействие отливки и формы можно условно разбить на периоды, длительность которых зависит от состава и теплофизических свойств сплава и формовочной смеси, температуры заливки и массы отливки: 1) заполнение формы расплавленным металлом; 2) переход теплоты в форму, вызывающий остывание металла до достижения температуры начала кристаллизации; 3) затвердевание отливки; 4) охлаждение затвердевшей отливки в форме.
В процессе заполнения формы могут возникнуть два основных дефекта (рис. 3.9): недолив, т.е. неполное образование отливки из-за незаполнения полости формы расплавленным металлом, и спай – скруглённое углубление на поверхности отливки, образовавшееся из-за неполного слияния встречных потоков металла, остывающих по ходу течения.
Рис. 3.9. Дефекты отливки в виде недолива 1 и спая 2 (сечение соответствует верхней части рис. 3.6-в) |
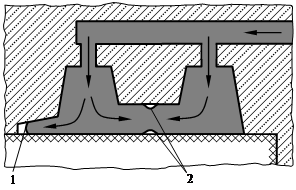
Для предотвращения этих дефектов используют технологические и конструктивные мероприятия. К технологическим мероприятиям относятся: повышение температуры заливки, увеличение скорости заполнения формы расплавом, уменьшение потерь теплоты при заполнении формы расплавом путём её предварительного нагрева или изготовления из малотеплопроводных материалов. К конструктивным мероприятиям относится выбор минимально допустимой толщины стенки в зависимости от состава сплава, габаритных размеров и сложности отливки.
В целом процессы застывания и, соответственно, структура кристаллизованной отливки подобны застыванию и структуре слитка, показанной на рис. 2.8. В процессе кристаллизации отливки также возникают ликвация, усадка и выделение газовых пузырьков. Предел прочности изменяется по толщине отливки, уменьшаясь в направлении от поверхностной корки к сердцевине.
Для уменьшения зональной ликвации, которую нельзя устранить последующей термообработкой, необходимо выравнивать толщину стенок отливки, избегая образования массивных узлов, увеличивать скорость затвердевания отливки, снижать температуру заливки. В отличие от зональной дендритную ликвацию можно устранить отжигом полученной отливки.
Усадка может приводить к образованию усадочных раковин, усадочной пористости, короблению и образованию трещин.
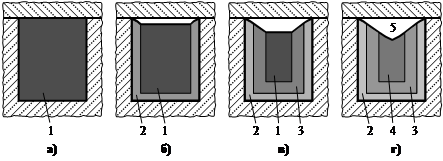 Рис. 3.10. Формирование усадочной раковины в отливке:
1 – расплав; 2 – затвердевшая корка; 3 – затвердевший промежуточный слой; 4 – затвердевшая сердцевина; 5 – усадочная раковина
Рис. 3.10. Формирование усадочной раковины в отливке:
1 – расплав; 2 – затвердевшая корка; 3 – затвердевший промежуточный слой; 4 – затвердевшая сердцевина; 5 – усадочная раковина
|
Усадочная раковина – это дефект в виде достаточно крупной открытой или скрытой полости, расположенной в части отливки, которая затвердевала последней. Образование усадочной раковины характерно для сплавов, имеющих узкий температурный интервал кристаллизации. Усадочная раковина образуется следующим образом (рис. 3.10). После попадания расплава 1 в полость литейной формы (рис. 3.10- а) он начинает отдавать тепло её стенкам, в результате чего в зоне контакта образуется затвердевшая корка 2 (рис. 3.10- б), которая содержит внутри себя оставшуюся часть расплава подобно стакану, наполненному жидкостью. В результате затвердевания и охлаждения происходит объёмная усадка корки, вызывающая уменьшение толщины её стенок и дна и, соответственно, увеличение объёма внутренней полости, приводящего к понижению уровня заключённой в ней оставшейся части расплава (рис. 3.10- б). После этого застывает промежуточный слой 3 (рис. 3.10- в), приводя к новому понижению уровня оставшейся части расплава. Поскольку процессы затвердевания, усадки и понижения уровня расплава идут непрерывно, то в момент окончательного застывания сердцевины 4 (рис. 3.10- г) формируется характерная вогнутая поверхность усадочной раковины 5.
 Рис. 3.11. Формирование усадочной пористости
Рис. 3.11. Формирование усадочной пористости
| Усадочная пористость – это дефект в виде скопления мелких, преимущественно, разобщённых пустот (пор), образующихся в части отливки, которая затвердевала последней. Усадочная пористость образуется в том случае, если сплав имеет широкий температурный интервал кристаллизации, т.е. если отдельные фазы сплава застывают неодновременно, в результате чего местами образуются кристаллы (рис. 3.11), которые соединяются между собой, разобщая ячейки, ещё содержащие остатки жидкой фазы. Затвердевание таких ячеек происходит без доступа к ним питающего расплава, и потому в результате усадки внутри ячеек образуются маленькие усадочные раковины, образующие пористость, располагающуюся по границам зёрен. Таким образом, в данном случае |
суммарное сокращение объёма металла в результате усадки проявляется не в виде большой, сосредоточенной в одном месте, полости 5 (рис. 3.10- г), а в виде локализованных в разных местах небольших пустот, придающих металлу губчатое строение (рис. 3.11).
Усадочные раковины и пористость нарушают сплошность отливки и снижают её прочность. Некоторое уменьшение объёма этих дефектов даёт снижение температуры заливаемого расплава. Но более надёжное предотвращение усадочных дефектов осуществляют двумя другими способами.
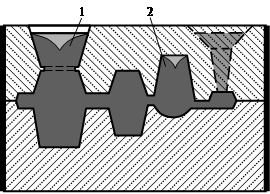
Первый способ заключается в непрерывном подводе расплавленного металла к наиболее массивным частям отливки, застывающим последними, с помощью прибылей (рис. 3.12), в которых расплав должен застывать уже после того, как застынут эти массивные части. Соответственно, усадочные раковины и пористость будут образовываться не в отливке, а в подлежащих удалению прибылях.
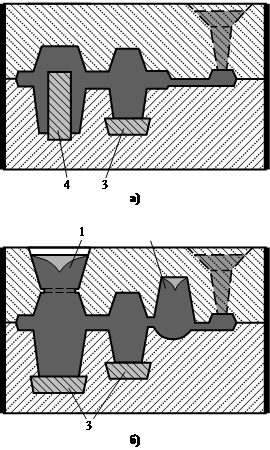
Второй способ заключается в выравнивании скоростей затвердевания массивных и тонких частей отливок с помощью установки в места образования массивных частей специальных холодильников, которые могут быть как внешние (наружные), так и внутренние (рис. 3.13). Металлические холодильники обладают высокими теплопроводностью и теплоёмкостью, позволяющими отводить теплоту от массивных частей отливки значительно интенсивнее отвода теплоты от тонких частей отливки в менее теплопроводный формовочный материал. Внутренние холодильники 4 (рис. 3.13- а) изготавливают из того же сплава, что и отливку, и устанавливают внутрь полости формы, образующей массивную часть отливки. При заполнении формы расплавом внутренние холодильники частично расплавляются и свариваются с основным металлом.
Рис. 3.12. Предотвращение усадочных раковин и пористости с помощью прибылей: 1 – верхняя открытая прибыль; 2 – боковая закрытая прибыль | ||||
Рис. 3.13. Предотвращение усадочных раковин и пористости с помощью: а – холодильников; б – прибылей и холодильников: 1 – верхняя открытая прибыль; 2 – боковая закрытая прибыль; 3 – внешний холодильник; 4 – внутренний холодильник | ||||
Рис. 3.14. Наглядное представление тепловых узлов с помощью вписанных окружностей: 1, 2, 3, 4, 5 – тепловые узлы; 6 – прибыль; 7 – напуск | Для получения плотных отливок необходимо обеспечивать их последовательное затвердевание по всему объёму отливки без образования в ней замкнутых объёмов расплавленного металла. Тогда каждый следующий расплавленный объём будет питать застывающий предыдущий, а надёжное питание объёма металла, застывающего последним, можно гарантировать с помощью прибыли. Последовательность затвердевания тепловых узлов отливки можно наглядно представить путём сравнения размеров окружностей, вписанных в характерные объёмы отливки (рис. 3.14). В показанной отливке первыми будут застывать узлы 1 и 2, характеризуемые окружностями наименьших диаметров. После этого будет затвердевать узел 3. Затем начнёт застывать узел 4, а в последнюю очередь – самый большой по размеру узел 5. Образование усадочных дефектов в узле 5 можно предотвратить с помощью прибыли 6. Но узел 4 окажется отрезанным от расплавленного металла застывшим узлом 3, и появление в нём усадочных дефектов будет неизбежным. Для предотвращения появления этих дефектов с помощью напуска 7 следует сделать | |||

плавно увеличивающийся переход между узлами 4 и 6, тем самым сделав узел 3 бόльшим, чем узел 4. Этим будет целенаправленно обеспечена требуемая последовательность затвердевания, обеспечивающая получение отливки хорошего качества по всему объёму металла.
С момента заливки металла начинается силовое взаимодействие между отливкой и формой. В процессе заливки воздействие текущего металла на форму может привести к разрушению её отдельных частей, что вызовет искажение конфигурации и размеров отливки, а отвалившиеся куски формовочной смеси, попав в расплав, приведут к браку отливки по песчаным раковинам. Жидкий металл создаёт значительную выталкивающую силу, которая может заставить недостаточно закреплённый стержень сместиться или всплыть, а иногда и разрушиться. Выталкивающая сила может приподнять верхнюю полуформу, что приведёт к разливу металла по плоскости разъёма формы. Для предотвращения этих дефектов формовку надо проводить с хорошим уплотнением формовочной смеси, а все элементы, образующие форму, должны быть надёжно закреплены.
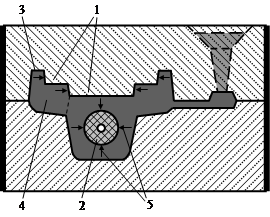
С момента начала затвердевания расплава развивается усадка, приводящая к уменьшению объёма и размеров отливки, которая начинает сжимать охватываемые ею элементы литейной формы (рис. 3.15; для упрощения размещения стержня показанный на этом рисунке корпус удобно отливать в перевёрнутом положении, т.е. с перевёрнутыми вверх опорными частями, включающими ножки и утолщения). Выступающие части формы и стержни препятствуют свободной усадке отливки, вызывая в ней усадочные напряжения sуф. Но препятствовать усадке могут не только элементы литейной формы, но и те части отливки, которые затвердели раньше соседних. Например, более тонкая опорная ножка 3 охладится и затвердеет быстрее сопряжённого с ней утолщения 4 и может начать препятствовать его свободной усадке в направлении, перпендикулярном плоскости чертежа, в котором нет препятствия усадке со стороны формы. В результате в этих сопряжённых частях отливки возникнут взаимные усадочные напряжения sуо. Кроме того, из-за неравномерного распределения температур между отдельными частыми или по толщине отливки возникнут термические напряжения sт. Наконец, могут появиться ещё и фазовые напряжения sф, обусловленные неравномерностью выделения по объёму отливки различных фаз и структурных образований в процессе затвердевания. Например, при изготовлении отливки из серого чугуна на её наружной поверхности может формироваться цементитная структура, а в центральной части – структура с выделением графита. Это увеличит объём центральной части, что приведёт к возникновению растягивающих напряжений в наружных слоях и сжимающих напряжений в сердцевине.
Общие литейные напряжения sл определяются суммой усадочных, термических и фазовых напряжений
sл = sуф + sуо + sт + sф, (3.3)
и, с учётом свойств материала отливки, при определённой величине могут вызвать дефекты в виде коробления, горячих или холодных трещин.
Коробление – это искажение форм и размеров отливки под влиянием литейных напряжений (рис. 3.16- б). Вероятность коробления возрастает при увеличении протяжённости частей отливки, уменьшении их толщины и усложнении конфигурации, приводящим к неравномерному охлаждению объёма отливки. Для предотвращения коробления нужно выравнивать охлаждение с помощью холодильников, а при изготовлении сложных отливок использовать сплавы с повышенной пластичностью или предусматривать рёбра жёсткости, укрепляющие тонкостенные элементы литых конструкций.
Рис. 3.15. Схема возникновения усадочных напряжений в отливке корпуса: 1 – выступающие части формы; 2 – стержень; 3 – опорная ножка корпуса; 4 – утолщение опорной части корпуса; 5 – сжимающие усадочные напряжения | |||
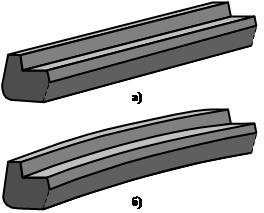 Рис. 3.16. Возможные формы опорной части отлитого корпуса:
а – непокоробленная; б – выгнутая вверх
вследствие коробления
Рис. 3.16. Возможные формы опорной части отлитого корпуса:
а – непокоробленная; б – выгнутая вверх
вследствие коробления
|
Горячие трещины обычно возникают в конце затвердевания отливки. Для предупреждения появления этих трещин необходимо создавать условия, способствующие формированию мелкозернистой структуры, избегать резких переходов между тонкими и массивными частями отливки, тщательно очищать расплавленный металл от газов и вредных примесей, по возможности снижать температуру заливки.
Холодные трещины обычно возникают в конце остывания отливки. Они чаще всего образуются в тонкостенных отливках сложной конфигурации, при склонности сплава к большой усадке, а также при наличии в сплаве вредных примесей (например, фосфора в стали). Для предотвращения появления этих трещин необходимо выравнивать охлаждение с помощью холодильников, а при изготовлении сложных отливок использовать сплавы с повышенной пластичностью.
В процессе затвердевания расплавленного металла, залитого в форму, будут выделяться растворённые в нём газы. Аналогично рассмотренному выше образованию усадочных дефектов, для сплавов, имеющих узкий температурный интервал кристаллизации, это может приводить к образованию газовых раковин, а для сплавов, имеющих широкий температурный интервал кристаллизации, это может приводить к образованию газовой пористости. Для уменьшения вероятности образования газовых раковин и пористости плавку металла следует вести под слоем флюса или в среде защитных газов, а перед заливкой расплавленный металл целесообразно дегазировать вакуумированием или продувкой инертными газами. Кроме того, следует увеличивать газопроницаемость форм и стержней, а также подсушивать форму, снижая влажность формовочной смеси.
На поверхности контакта расплавленного металла с формой в результате нагрева последней может образоваться пригар, представляющий собой трудноотделимый от поверхности отливки слой металла, включающий окислы и частицы формовочной смеси. Пригар ухудшает состояние поверхности оливки, увеличивает трудоёмкость её очистки, снижает стойкость инструмента при обработке резанием. Для уменьшения пригара рабочую поверхность формы перед заливкой покрывают защитными противопригарными покрытиями или используют для формирования этой поверхности специальные облицовочные смеси.
Ещё одним возможным дефектом литья является перекос, т.е. смещение одной части отливки относительно другой, возникающее в результате небрежной сборки частей формы, износа центрирующих штырей, несоответствия знаковых частей модели и стержня, неправильной установки стрежня в форму.
Помимо перечисленных упреждающих мероприятий, для исправления незначительных дефектов отливок используют следующие способы: 1) газовую или электрическую сварку, с помощью которых на необрабатываемых поверхностях заваривают раковины, трещины или случайно образовавшиеся сквозные отверстия; 2) пропитывание специальными составами, которые устраняют пористость путём образования оксидов, заполняющих поры; 3) декоративное исправление мелких поверхностных раковин или трещин путём их заполнения замазками или мастиками.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 3742; Нарушение авторских прав?; Мы поможем в написании вашей работы!