КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Центробежное литьё
|
|
|
|
Центробежное литьё – это процесс получения отливок во вращающихся формах. Вследствие вращения формирование отливки происходит под действием центробежных сил, что измельчает структуру, очищает расплав от неметаллических включений, повышает механические свойства и герметичность отливок. Центробежное литьё осуществляют в металлических изложницах, выполненных из чугуна или стали и имеющих толщину в 1,5–2 раза больше толщины отливки. Изложницы устанавливают в специальные машины с горизонтальной или вертикальной осями вращения. Внешняя конфигурация отливок формируется полостью изложницы, а внутренняя поверхность во многих случаях формируется без непосредственного участия изложницы, что приводит к невысокому качеству этой поверхности. Для увеличения срока службы, предотвращения приваривания и уменьшения скорости затвердевания отливок на рабочую поверхность изложниц наносят теплозащитные покрытия (краски или порошкообразные облицовки), а их наружную поверхность в процессе литья охлаждают водой или воздухом. Перед началом работы изложницы подогревают до температуры 200°С.
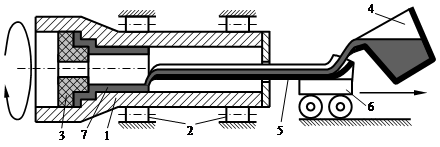 Рис. 3.20. Изготовление отливки на горизонтальной центробежной машине:
1 – металлическая изложница; 2 – опорные ролики; 3 – песчаный стержень; 4 – разливочный ковш; 5 – жёлоб; 6 – тележка; 7 – образующаяся отливка
Рис. 3.20. Изготовление отливки на горизонтальной центробежной машине:
1 – металлическая изложница; 2 – опорные ролики; 3 – песчаный стержень; 4 – разливочный ковш; 5 – жёлоб; 6 – тележка; 7 – образующаяся отливка
|
Для примера рассмотрим получение на горизонтальной центробежной машине отливки чугунной водопроводной трубы с раструбом (рис. 3.20). Металлическая изложница 1 закреплена в опорных роликах 2 и снабжена механизмом вращения вокруг горизонтальной оси, приводящимся в действие электродвигателем. Для образования раструба трубы в изложницу перед началом работы вставляют стержень 3, который выполняют либо песчаным, либо оболочковым. После того, как электродвигатель приводит изложницу 1 во вращение (с частотой 150–1200 мин –1), расплавленный чугун из разливочного ковша 4 заливают в изложницу по жёлобу 5, установленному на тележке 6. В процессе заливки жёлоб 5 синхронно с ковшом 4 перемещают вправо с постоянной скоростью, что обеспечивает получение одинаковой толщины отливаемой трубы 7 по её длине. Изложница вращается до полного затвердевания залитого расплава, после чего отлитую трубу извлекают.
Аналогично можно изготовить втулки, гильзы, кольца и т.п. Кроме того, поочерёдной заливкой можно получать многослойные заготовки, например, двухслойные (биметаллические) трубы (залив сначала слой чугуна, а следом, например, слой бронзы).
Рис. 3.21. Изготовление отливки на вертикальной центробежной машине: 1 – поддон; 2 – изложница; 3 – крышка; 4 – шпиндель; 5 – разливочный ковш; 6 – образующаяся отливка |

При получении отливок на вертикальной центробежной машине (рис. 3.21) поддон 1 с закреплённой на нём изложницей 2, закрытой крышкой 3, устанавливают на шпиндель 4, который может вращаться с помощью механизма, снабжённого электродвигателем. После достижения требуемой частоты вращения внутрь литейной полости с помощью разливочного ковша 5 заливается расплавленный металл, который растекается по поддону 1, увлекается центробежными силами и прижимается ими к вертикальной стенке изложницы 2, повторяя её рельеф, в результате чего начинает образовываться отливка 6. Вращение формы производится до полного затвердевания отливки. Таким способом получают отливки типа колец или венцов зубчатых колёс, имеющих сравнительно небольшую высоту, но достаточно большой диаметр. Поскольку при вращении вокруг вертикальной оси свободная внутренняя поверхность расплава приобретает характерную форму параболоида вращения, что приводит к разнотолщинности отливки по высоте и сдерживает применение таких машин.
В целом технологическими преимуществами центробежного литья являются получение внутренних полостей полых заготовок практически без использования стержней и большая экономия сплава за счёт отсутствия литниковой системы.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 360; Нарушение авторских прав?; Мы поможем в написании вашей работы!