КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Измерительные позиции для контроля валов
|
|
|
|
ДЛЯ КОНТРОЛЯ РАЗМЕРОВ
МЕХАНИЗИРОВАННЫЕ И АВТОМАТИЗИРОВАННЫЕ УСТРОЙСТВА (ПРИСПОСОБЛЕНИЯ)
Контрольные вопросы
1. Для каких измерений предназначены предельные ЭКД и амплитудные ЭКД?
2. Какие бывают схемы включения ЭКД?
3. Перечислите основные мнокомандные ЭКД.
4. Нарисуйте характеристику дифференциального индуктивного датчика.
5. Какие измерительные схемы используются совместно с емкостными датчиками?
6. Из каких элементов состоит комбинированный растр в растровой измерительной системе?
7. Что такое механотрон?
8. Нарисуйте характеристику пневмодатчика компенсационного действия.
9. Какие способы существуют для расширения пределов измерения пневмосистем?
Для контроля в производстве мелких и средних серий, где масштабы производства требуют частой переналадки оборудования, применяют механизацию и автоматизацию контрольных операций путем создания контрольных приспособлений универсального типа, допускающих легкую переналадку. Применение же контрольных автоматов экономически оправдано только при условии их полной загрузки в отраслях с крупносерийным и массовым производством.
В зависимости от числа контролируемых параметров все механизированные и автоматизированные устройства делятся на одномерные и многомерные. Многомерные устройства, в свою очередь, делятся на комплексные и групповые.
У комплексных устройств на одной измерительной позиции одновременно контролируется несколько параметров, у групповых - на каждой измерительной позиции контролируется только один параметр. Таким образом, групповые приспособления представляют собой несколько объединенных на одном стенде измерительных позиций.
|
|
|
Как правило, разработка и создание многомерного приспособления ведется из набора нормализованных узлов серийного производства, количество которых и их размещение определяются в зависимости от конструкции контролируемых деталей. Такое решение вопроса позволяет свести до минимума время сборки и освоения приспособления, снизить его стоимость и повысить качество контрольного приспособления.
Контроль размера детали, как правило, ведется визуально, с помощью электроконтактных приборов со светофорными устройствами. Настройку приспособлений ведут по двум образцовым деталям, изготовленным для верхней и нижней границ допуска или по одной образцовой детали и шкале манометра электроконтактного прибора.
Рассмотрим некоторые измерительные позиции многомерных контрольных приспособлений для контроля типовых деталей - валов и колец, занимающих около 80 % объема всех изготавливаемых деталей. Измерительное устройство для контроля диаметра (рис. 3.1) представляет собой регулируемые скобы, которые перемещением двух губок 1 по трубе 2 настраивают на соответствующий диаметр изделия. Плавающий наконечник 3, подвешенный на упругих элементах 4, контактирует одним кольцом с изделием, а другим - с электроконтактным преобразователем 5. Такой про межуточный элемент разгружает измерительный стержень преобразователя от боковых усилий при вводе изделия. При отводе жесткой губки от изделия скоба из двухконтактной превращается в одноконтактную, что позволяет контролировать радиальное биение соответствующего диаметра детали относительно опорных шеек. Схема для измерения радиального биения представлен на рис. 3.2.
 Рис. 3.1 Универсальное измерительное устройство для контроля диаметров
Рис. 3.1 Универсальное измерительное устройство для контроля диаметров
|
 Рис. 3.2. Измерение радиального биения:
относительно оси (верхняя половина); относительно опорной шейки (нижняя половина); АД - амплитудный датчик
Рис. 3.2. Измерение радиального биения:
относительно оси (верхняя половина); относительно опорной шейки (нижняя половина); АД - амплитудный датчик
|
|
|
|
Для измерения торцевого биения используются, в основном, две схемы измерения (рис. 3.3). На рис. 3.3.а показана схема измерения торцового биения с базированием относительно шейки вала или центра.
Схема (рис. 3.3, б) измеряет удвоенную величину торцевого биения (на результате измерения непостоянство базы не сказывается), используется предельный датчик, схема имеет более высокую точность.
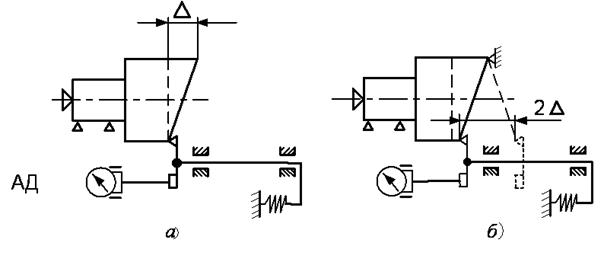
Рис. 3.3. Измерение торцевого биения:
а - с базированием относительно шейки вала или центра; б - с базированием по измеряемому торцу
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 897; Нарушение авторских прав?; Мы поможем в написании вашей работы!