КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Механическая обработка
|
|
|
|
Механическая и термическая обработка урана
Основными способами механической обработки являются:
· Прессование и ковка (следует помнить, что выше 300 оС уран интенсивно окисляется, в условиях прессования легко схватывается и взаимодействует со сталями и другими инструментальными материалами (особенно γ-U, образующий эвтектику с Fe, 725 оС)). Прессование возможно альфа и гамма.
· Сортовая и плоская прокатка. За счёт движения валков отсутствует проблема схватывания урана с материалом валков. Оборудование простое, производство непрерывное. Производство листов, лент и фольги.
Задача механической обработки заключается в переходе от слитков массой 300 кг (D = 160, l = 1000) к круглому профилю (d = 30). Определим длину конечного изделия:
πD2/4 • l = πd2/4 • L или D2 l = d2 L L = D2 l / d2 = 28444.
Обрабатывать давлением можно либо α-U, либо γ-U и ни в коем случае не попадая в область β-фазы, т.е. в интервал температур 662-769 оС. Таким образом рабочий интервал температур составляет: 1) t > 800 oC; 2) t < 630 oC.
Строго запрещённый интервал объясняется полным отсутствием пластических свойств у сложной тетрагональной структуры с 30-ю атомами в элементарной ячейке β-фазы. Также нельзя попадать на температуры фазовых переходов – происходит разрушение материала.
Сортовой прокат – наиболее выгодный способ обработки давлением урана по сравнению с прессованием, ковкой, протяжкой и т.д.
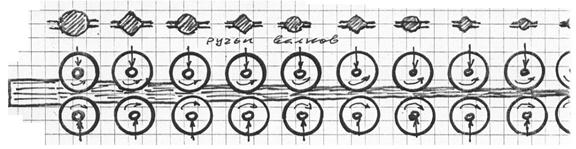
Автоматическая линия проката. Калибровка валков – овал - квадрат.
При прокатке урана по профилю овал или круг происходит напрессовка оксида урана на поверхность металла, что обеспечивает лучшую защиту поверхности и уменьшение вероятности окисления. Также при этом снижается доля растягивающих напряжений и, следовательно, уменьшается вероятность растрескивания готового изделия.
Нагрев – индукционный до t = 980-1000 оС, т.е. обработка γ-U.
В автоматической линии между клетями должно строго соблюдаться постоянство линейной скорости подачи. Одинаково недопустимы набегание (когда недостаточна скорость вращения последующей пары) и вытяжка (когда избыточна скорость вращения последующей пары валков). Другими словами: увеличение скорости вращения валков каждой последующей пары должно строго соответствовать удлинению заготовки.
Смазки при любых температурах – это легкоплавкие солевые смеси. Они также обеспечивают защиту урана от окисления.
Общий угар металла на воздухе 1,5-2 % (но всегда меньше 2 %).
Заготовки для одного из стандартных блочков d = 28, l = 120 (вес ~ 1.5 кг). Количество блочков 28444: 123 = 231 шт.
Для этого на выходе круглого профиля на нём делают насечки через 123 мм. Закалка штанги производится из β-фазы → ломка по засечкам → отжиг (отпуск) блочков (для измельчения зерна) t = 350-400 оС.
Обтачивают блочки на токарных станках и полируют. Все станки с программным управлением.
Но значительно сложнее получать полосу, трубы (не обязательно круглые!) и более сложные профили проката да ещё и многослойные с покрытием (оболочкой).
Виды калибровок при прокатке урана. При прокатке урановых прутков предпочтительной является калибровка круг-круг. Такая калибровка имеет ряд преимуществ. Во-первых, увеличивается контактная поверхность, что способствует уплотнению окисной плёнки и уменьшает степень окисления урана. Во-вторых, значительно уменьшается доля растягивающих напряжений в сравнении с прокаткой по калибровке ромб-ромб и овал-овал, что снижает вероятность растрескивания. Примером является калибровка для прокатки прутков малых диаметров.
Применение калибровки типа овал-круг, овал-квадрат, квадрат-квадрат, ромб-ромб позволяет увеличить частные обжатия и сократить число проходов.
При обжимной прокатке заготовок диаметром 75 мм прокатку ведут поочерёдно на гладкой бочке и в ящичных калибрах, как это принято в практике обжимной прокатки стали. Чтобы предотвратить растрескивание боковых кромок блюмов при прокатке на гладкой бочке, каждый ручей ящичного калибра выполнен с закруглённым дном.
Примеры калибровок приведены ниже. Калибровка типа круг – круг.
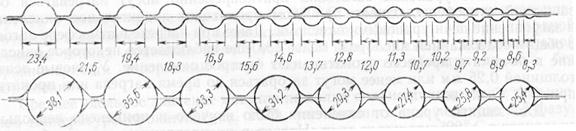
Калибровка для прокатки прутков.
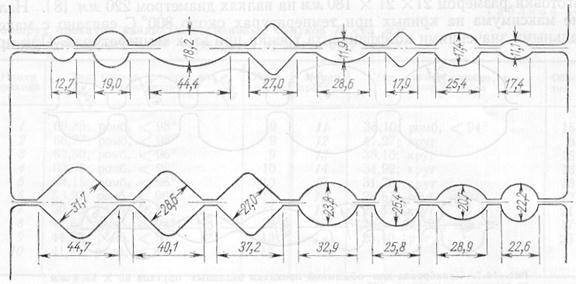
Калибровка для прокатки прутков из квадратных заготовок.
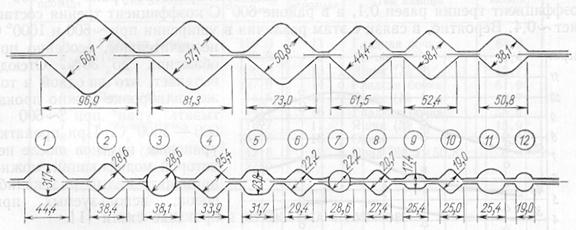
При обжимной прокатке литых заготовок на первых проходах обжатия составляют 4-8 %, постепенно увеличиваясь до 20-25 %.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 1270; Нарушение авторских прав?; Мы поможем в написании вашей работы!