КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
ВВЕДЕНИЕ. В настоящее время в условиях рыночной экономики при быстро меняющейся политике спроса «выживают» лишь те фирмы и предприятия
|
|
|
|
В настоящее время в условиях рыночной экономики при быстро меняющейся политике спроса «выживают» лишь те фирмы и предприятия, которые способны правильно отреагировать на изменения условий рынка и вовремя сориентировать свою продукцию в соответствии с ними.
Для швейного производства такая реакция в запуске нового ассортимента одежды, что связано с подготовкой соответствующего производственного процесса к функционированию в условиях предприятия.
Важное место среди составных частей технологической подготовки швейного производства занимает проектирование технологических процессов (осуществляется – вручную, требует большого количества исполнителей, их высокой квалификации, значительных затрат времени, отсюда – субъективный подход к проектированию (исходя из собственных навыков), снижение качества).
Технологический процесс как система, вопросы его анализа и синтеза (синтез гр. – сочетание, соединение, составление; метод изучения предмета в его целостности, и в единстве и взаимной связи его частей; синтез связан с анализом), функционирования в рамках производственного процесса как внешней среды являются наиболее неизученной областью. Однако, современное состояние науки и техники, опыт работы других отраслей промышленности по решению вопросов совершенствования проектирования технологических процессов с использованием ЭВМ сделали возможным решение данной проблемы и для швейной промышленности.
Основная сложность при решении указанной задачи состояла в видовом многообразии швейных изделий, различающихся как самими видами изделий, так и моделями, конструкцией и материалами. В этих условиях использование каких-либо обобщенных моделей технологических процессов для последующего выбора из них конкретного процесса для заданных условий просто не рационально. Поэтому был предложен другой вариант решения, основанный на создании универсальной модели процесса проектирования ТП, для любого швейного изделия. С ее помощью в каждом конкретном случае (для конкретной модели изделия) производится генерация допустимых для последующих решений технологических процессов, отличающихся применением различных методов обработки и оборудования. На заключительной стадии производится выбор из них оптимального варианта процесса (достаточного ввести в базу признаки проектного решении и машина выдает схему соединения того или иного узла).
МиОТП – прикладная наука, занимающаяся вопросами построения рациональных технологических процессов изготовления изделий и раскроя материалов.
ЦЕЛЬ – применение ЭВМ.
Тема 1 (ЛЕКЦИЯ 1): ВВЕДЕНИЕ. ХАРАКТЕРИСТИКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА КАК СИСТЕМЫ
1. Функция технологического процесса.
2. Структура технологического процесса.
3. Набор характеристик технологического процесса.
4. Связи технологического процесса с внешней средой.
ОПР! МОДЕЛЬ – комплекс (материализованный или абстрактный, т.е математические модели, положенные в основу теоретического анализа), представляющий собой источник информации об определенных свойствах объекта, процесса или явления.
ОПР! МОДЕЛИРОВАНИЕ – процесс выбора некоторого способа действия по созданию модели.
ОПР! ПРОЕКТИРОВАНИЕ – выбор некоторого способа действия по созданию конкретной системы со строго оговоренными свойствами.
ОПР! ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС – совокупность целенаправленных во времени воздействий средств труда на предметы с целью получения продукта (готовое изделие, полуфабрикат) с заданными свойствами.
Развитие методов автоматизированного проектирования технологических процессов с применением ЭВМ потребовало более глубокого изучения их закономерностей с использованием современных математических методов (исследования операций, теории систем и др.). В связи с этим возникла необходимость нового представления о технологических процессах как о сложных системах.
Технологический процесс изготовления швейного изделия (ТПШИ), являясь сложной системой взаимосвязанных элементов, определяется функцией (Fтп), структурой (S), набором характеристик (Z), связями с внешней средой (H).
1. Функция технологического процесса
ФУНКЦИЯ любого технологического процесса состоит в преобразовании объекта обработки из исходного состояния Со в конечное Ск:
Fтп: Со→Ск
Исходное состояние швейного изделия как объекта обработки характеризуется множеством деталей кроя - ДКi, а конечное определяет готовое изделие – ГИ. Таким образом, функция ТПШИ может быть описана как:
Fтп: ДКi→ГИ
Технологический процесс может быть расчленен на элементы. При этом функция каждого элемента (fi) ТПШИ связана с функциями других его элементов (f1, f2,……, fn) и направлена на выполнение общей функции (Fтп) всего технологического процесса.
Технологический процесс изготовления швейного изделия представляет собой обработку отдельных деталей и сборочных единиц (узлов) и их сборку в готовое изделие. Поэтому функцией (fi) элементов ТПШИ может быть как преобразование деталей (ДТi) и сборочных единиц (СБi) из одного состояния в другое, так и их сборка в более крупные сборочные единицы, то есть:
fj: ДКi-1, СБi-1 → ДК i, СБi;
или
fj: ДКj, СБj-1 → СБj;
где i, j – состояние конструкции изделия при ее сборке.
Для реализации одной и той же функции элементов технологического процесса могут быть предложены различные виды оборудования, приспособлений, вспомогательных материалов, определяющих последовательность и характер воздействия на предмет труда. Разные методы обработки деталей и узлов швейного изделия, реализующие одну функцию, называются альтернативными методами обработки.
НАПРИМЕР: клапан бокового прорезного кармана может быть изготовлен с применением как стачивающей машины, так и полуавтомата. Рассматриваемые методы обработки, имея одинаковую функцию, отличаются друг от друга характеристиками и последовательностью воздействия на обрабатываемый предмет.
2. Структура технологического процесса
СТРУКТУРА (S) ТПШИ представляет собой конечное множество элементов ТП с взаимосвязями, определяющими отношения между этими элементами. Элементами ТП могут быть различные его части. Способ расчленения структуры технологического процесса зависит от цели решаемой задачи.
Структуру ТП чаще всего принято отображать в виде списков технологических операций (последовательностей обработки изделий), схем сборки, графа ТП. Первые два варианта дают лишь общее представление об обработке изделия и не выявляет в достаточной степени взаимосвязей элементов технологического процесса, т.е. его структуры. Учитывая это наиболее приемлемой формой представления взаимосвязей элементов ТП, порядка их выполнения является ориентированный граф.
3. Набор характеристик технологического процесса
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ТПШИ определяются характеристиками технологических операций (Z1, Z2, ……, Zn), а именно:
· Тарифными данными (специальность Сi, разряд Ri исполнителя);
· Затратами времени ti на их выполнение;
· Видами применяемого оборудования Оi, спецприспособлений ПРi;
· Вспомогательными материалами ВМi:
Z= {Z1, Z2, Z3, ……, Zn};
Zn= {Сi,Рi, ti, Оi, ПРi, ВМi},
где n – количество технологических операций в ТПШИ.
Каждый элемент ТПШИ описывается набором своих характеристик. При этом характеристики всего ТПШИ зависят не только от характеристик его элементов, но и отношений между этими элементами, т.е. от структуры ТП в целом.
НАПРИМЕР: Время обработки изделия в производственном процессе зависит не только от характеристик самих технологических операций, но и от последовательности их выполнения, т.е. качества комплектования технологических операций в организационные и использования параллельности в обработке частей изделия.
Характеристики технологического процесса формируются на основе характеристик предметов и средств труда.
ü К основным характеристикам предметов труда относятся:
число деталей в изделии, размеры срезов деталей, время пропаривания, время прессования, частота стежков, расход вспомогательных материалов, цена вспомогательных материалов, сложность обработки элементов конструкции и т.п.
ü К основным характеристикам средств труда можно отнести:
производительность оборудования, тип привода, расход пара на пропаривание (обогрев), мощность электродвигателя, мощность нагревательных элементов, цена оборудования (приспособлений) и т.д.
Характеристики ТП, формируемые непосредственно на основе характеристик средств и предметов труда и определяющие способ обработки изделия, называют ВНУТРЕННИМИ характеристиками ТПШИ.
Производственный процесс описывается набором своих характеристик, зависящих от его подсистем и взаимосвязей между ними. Из характеристик производственного процесса можно выделить те, которые зависят от характеристик ТП, т.е. определяются применяемыми способами обработки изделия. Эти характеристики называют ВНЕШНИМИ характеристиками ТП. Внешние характеристики ТП оценивают его функционирование в рамках конкретного производства. Внешние характеристики ТПШИ во многом зависят от организационных факторов производства и структуры самого технологического процесса. Это объясняется тем, что под влиянием организационных факторов, из-за наличия параллельности в обработке основных сборочных единиц швейного изделия при синхронизации операций такту потока, структура ТП существенно меняется. Изменение структуры ТП влияет на внешние характеристики функционирующего процесса.
Таким образом, выбор ТП при их проектировании необходимо проводить по внешним характеристикам, учитывающим функционирование ТП в конкретном производстве.
4. Связи технологического процесса с внешней средой
СВЯЗИ технологического процесса изготовления швейного изделия С ВНЕШНЕЙ СРЕДОЙ (Н) представляют собой связи с подразделениями производственного процесса и системами управления предприятием, работа которых зависит от ТПШИ или оказывает на него свое влияние.
Технологический процесс изготовления швейного изделия – является одной из составных частей производственного процесса.
Производственный процесс состоит из:
· Основного;
· Вспомогательного;
· Подсобного;
· Побочного производств;
· Обслуживающего хозяйства.
Основное производство – часть предприятия, где в результате производственных процессов основное сырье и материалы преобразуются в готовую продукцию. Оно включает в себя: экспериментальное, подготовительное, раскройное, швейное, отделочное производства.
Вспомогательное производство – те цеха предприятия, которые обеспечивают бесперебойную работу основного и других производств (ремонтные, энергетические, столярные цеха, необходимые для производства пара, электроэнергии, обеспечения запасными частями к машинам, приспособлениями и инструментами и выполнения ремонта оборудования основного производства).
Подсобное производство – предназначено для изготовления продукции, потребляемой основным производством, например фурнитуры тары, маркировочной документации (этикеток, ярлыков) и др.
К побочному производству – относятся цеха, занятые использованием и переработкой отходов основного производства (например, цех ширпотреба).
Обслуживающее хозяйство – транспортное и складское хозяйство, обеспечивающее транспортировку, хранение материалов и готовой продукции.
Таким образом, основной производственный процесс в швейной промышленности включает в себя совокупность этапов, которые проходят материалы, полуфабрикаты изделия и само изделие на пути превращения в готовую продукцию.
Технологический процесс представляет собой часть основного производственного процесса, во время которого происходит изменения качественного состояния объекта обработки (материала, детали, изделия). Являясь частью производственного процесса, ТПШИ характеризуется как относительно обособленная его часть. Это позволяет рассматривать ТП как подсистему более сложной системы - производственного процесса.
ВЫБОР РАЦИОНАЛЬНОГО ВАРИАНТА ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА определяется рядом внешних характеристик:
ü Время обработки изделия Т;
ü Себестоимость его изготовления С;
ü Капитальные затраты, необходимые для производства данного изделия К.
В себестоимость включают те статьи затрат, которые зависят от варианта технологического процесса. Данная часть себестоимости представляет собой стоимость обработки с учетом изменяющейся части материальных затрат. Эту часть себестоимости называют ТЕХНОЛОГИЧЕСКОЙ СЕБЕСТОИМОСТЬЮ.
Выбор в качестве критериев оптимизации ТПШИ сразу 3 –х перечисленных выше характеристик объясняется тем, методика проектирования ТПШИ должна учитывать всевозможные варианты, возникающие при решении поставленной задачи.
Например: Если в качестве критерия выбрать затраты или себестоимость, то они не покажут каких при капитальных вложениях изготовится заданное изделие. Может возникнуть и такой случай, когда необходимо срочно изготовить партию изделий за минимальный срок независимо от затрат.
Внешние характеристики (Т, С, К), выбранные в качестве критериев оптимизации, позволяют:
· учесть особенности возникающих ситуаций проектирования ТПШИ;
· оценить эффективность использования основных элементов производства при том или ином способе обработки изделия;
· оказывают влияние практически на все отчетные показатели производства (объем выпуска продукции в натуральном выражении, себестоимость продукции, прибыль, рентабельность производства, объем капитальных вложений, объем товарной и валовой продукции и др.).
Тема 2 (ЛЕКЦИЯ 2): ХАРАКТЕРИСТИКА ОБЪЕКТОВ МОДЕЛИРОВАНИЯ
1. Построение ориентированного графа технологического процесса.
2. Взаимосвязь элементов структуры ТПШИ.
1. Построение ориентированного графа технологического процесса
В существующей практике проектирования технологических процессов изготовления швейных изделий (ТПШИ) структуру процесса чаще всего принято отображать в виде схем сборки и технологических последовательностей. Однако, наиболее приемлемой формой представления взаимосвязей элементов ТП, порядка их осуществления является ориентированный граф.
Математически граф (G) структуры ТПШИ можно определить как пару множеств N и E:
G = {N, E},
где N = {n1, n2, …..,np} – множество вершин графа, каждой из которых соответствует элемент технологического процесса;
E = {e1, e2, …..,eq} – множество дуг, соответствующих связям между элементами процесса.
При проектировании ТПШИ в качестве элемента ТП чаще всего используют технологическую операцию – вполне законченная работа, дальнейшее членение которой нецелесообразно по технологическим соображениям. Однако, в последнее время, для целей нормирования времени технологических операций, составления карт инженерного обеспечения на их выполнение, широко стали использовать членение технологических операций на технологические приемы и движения. Это позволяет использовать еще один вид структурного отображения графа на уровне технологических приемов.
Вершины подобных графов, а следовательно и сами графы являются - нагруженными. В качестве нагрузки используется информация, применяемая при проектировании процессов, а именно – специальность (Сi) и разряд (Ri) исполнителя, время (ti) выполнения операций или приемов.
Построение графа ТП целесообразно начинать с выделения основной сборочной единицы, т.е. детали, которая имеет наибольшее количество конструктивно-технологических связей с другими деталями. Операции по обработке данной детали составляют как бы «ствол дерева» процесса (условное название), к которому будут подходить ветви обработки других деталей.
С математической точки зрения «стволом» или «стержнем» графа ТПШИ является самая нагруженная по времени цепочка работ, идущая от одной из исходных вершин дерева до его основания. На графе процесса она называется критическим путем графа.
При построении графа процесса обработки изделия следует учитывать особенности технологии изготовления одежды.
Так, например, параллельная обработка деталей изделия (операции, выполняемые параллельно на разных деталях) на графе обозначается параллельными цепочками работ (параллельными ветвями дерева процесса), рис.1.1. Последовательная обработка и сборка деталей изделия всегда изображается на графе ТПШИ последовательной цепочкой работ, рис.1.2. Операции равного приоритета отображаются своеобразными «ромбиками», которые характеризуют ситуацию «или-или», рис. 1.3.:
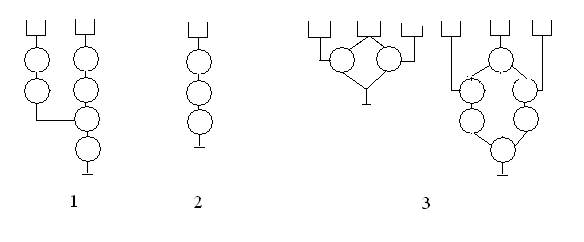
Рис. 1. Варианты следования технологических операций в ТП.
Представление информации о технологии изготовления швейного изделия в виде ориентированного графа процесса позволяет решать целый ряд задач, связанных с анализом технологий изготовления швейных изделий, их взаимосвязями между собой, моделированием и проектированием производственных процессов.
2. Взаимосвязь элементов структуры ТПШИ
Значительную роль в вопросах анализа и синтеза ТПШИ при их моделировании играют вопросы расчленения системы на части. Полученные единицы членения ТП, должны отвечать следующим требованиям:
ü Технологическая завершенность обработки относительно самостоятельной части изделия;
ü Функциональная целостность;
ü Отсутствие причинно-следственных связей с методами обработки других частей изделия.
Перечисленным требованиям отвечает такая единица членения процесса обработки изделия, как конструктивно-технологический модуль (КТМ).
КТМ изделия характеризует функционально завершенную, в технологическом отношении, часть ТП по обработки и сборки одной элементарной части конструкции изделия. Границами существования КТМ является набор (множество) технологических операций, не связанных причинно-следственными связями с другим множеством технологических операций. НАПРИМЕР: КТМ -амии являются – обработка вытачек, дублирование деталей, выполнение каких-либо швов изделия и т.п.
Отсутствие причинно-следственных связей между методами обработки различных КТМ означает, что выбор определенного метода обработки в одном КТМ, не влечет за собой его исполнения в каком-либо другом КТМ. НАПРИМЕР: обработка клапана кармана, являясь одновременно завершенной в конструктивном отношении частью изделия, может быть выполнена как ниточным, так и клеевым способом; на универсальном и на специальном оборудовании. При этом применяемый метод обработки клапана кармана не влияет на дальнейшую обработку всего кармана.
Анализируя характер различных типов связей элементов на графе, можно заметить, что отсутствие причинно-следственной связи элементов наблюдается во всех случаях, кроме последовательного их сочленения, т.е. на переходах к соединению двух и более частей изделия.
Для систематизации сведений о ТПШИ и создании системы поиска исходной информации при синтезе ТП и их оптимизации в структуре ТПШИ предложено выделять элементы более высоких уровней членения, а именно БЛОКИ и ЭТАПЫ.
Опр! БЛОКИ – представляют собой, совокупность КТМ, объединенных между собой по выполняемой ими в ТП ФУНКЦИИ. Блок ТП определяет технологически завершенную обработку (сборку) отдельных частей сборочных единиц изделия. НАПРИМЕР: соединение спинки с отлетной кокеткой; соединение верхней части спинки с нижней; соединение средней части спинки с боковой и т.д.
Опр! ЭТАПЫ – представляют собой, совокупность блоков, объединенных по выполняемой ими в ТПШИ функции и определяющих технологически завершенную обработку и сборку основных сборочных единиц изделия. НАПРИМЕР: полное завершение обработки полочки и спинки изделия, рукавов и других сложных конструктивных элементов; а также формирование полуфабриката изделия, состоящего из полочки, спинки и рукава и т.д.
Исходя из определений блоков и этапов ТПШИ, они могут содержать от двух до нескольких элементов ТП низшего уровня членения. При этом указанные элементы подразделяются на обработочные и сборочные (т.е. включающие операции по обработке какой-либо части изделия или операции по их сборке).
Структура модулей, блоков, этапов ТПШИ представлена на рис. 2.
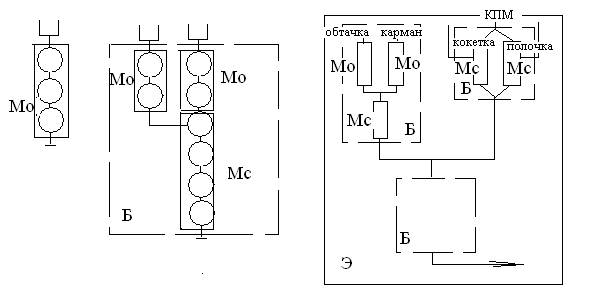
Рис. 2. Структура модулей, блоков, этапов ТПШИ:
Мо – модуль обработки; Мс – модуль сборки; Б – блок обработки;
Э – этап обработки
Структурный состав обобщенного ТПШИ в виде графа приведен на рис. 3.
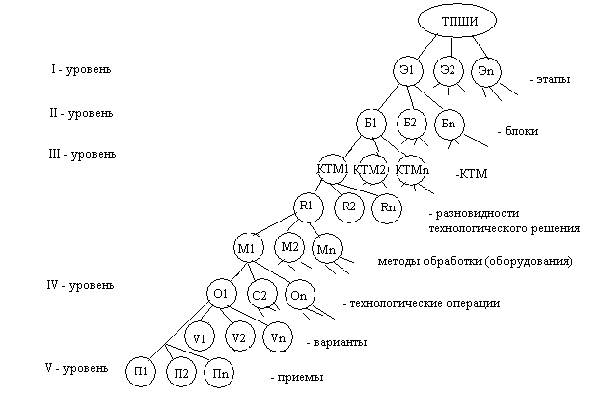
Рис. 3. Иерархическая схема членения ТПШИ
Элементами I уровня являются – ЭТАПЫ ТП.
Элементами II уровня являются – БЛОКИ ТП
Элементами III уровня являются – КТМ. Отдельные КТМ могут иметь несколько разновидностей технологического решения (R), в зависимости от вида материала, пакета деталей, конструкции шва, способа соединения и т.д.
Эти представители имеют одну целевую функцию, поэтому в модели ТПШИ указываются одним представителем. НАПРИМЕР: Обработка низа отлетной кокетки спинки может быть выполнена – обтачкой без отделочной строчки, обтачкой с отделочной строчкой; без обтачки, швом в подгибку с открытым срезом и т.д.
В графе ТП все эти разновидности могут быть даны на уровне модулей или объединены под одним КТМ – «обработка нижнего среза кокетки», в зависимости от задач проектирования и способов представления информации.
Разновидности технологического решения КТМ могут быть выполнены на различном оборудовании, поэтому в структуре предусмотрены варианты их методов обработки (М). В производственном процессе может быть реализована одна из предложенных разновидностей с использованием конкретного метода. НАПРИМЕР: Обрезка низа – может выполняться с использованием различного оборудования.
Элементами уровня IV являются – технологические операции (О), а элементами уровня V – приемы выполнения технологической операции (П).
Опр! Технологическая операция представляет собой элемент структуры ТП, при выполнении которой происходит качественное изменение предмета обработки.
В настоящее время структуру технологических операций изготовления изделия принято делить на приемы, трудовые действия и движения.
 ТО ТПО ТД Д
ТО ТПО ТД Д
Опр! Трудовое движение (Д) – представляет собой однократное перемещение рабочего органа человека (руки, взгляда и т.п.). НАПР! «протянуть руку», «перевести взгляд» и т.п.
Опр! Трудовое действие (ТД) – это логически завершенная совокупность трудовых движений, выполняемая без перерыва одним или несколькими рабочими органами исполнителя при неизменных предметах и средствах труда. НАПР! Действие «взять деталь» состоит из движений: протянуть руку, перевести взгляд, взять пальцами.
Опр! Технологический прием операций (ТПО) – формируется из совокупности трудовых действий, составляющих технологически завершенную часть операции и объединенных одним целевым назначением и неизменным составом средств и предметов труда. НАПР! «взять деталь и перенести в рабочую зону».
Приемы подразделяются на основные и вспомогательные.
К основным ТПО можно отнести:
ü Прием – взять деталь и перенести ее в рабочую зону;
ü Подвести деталь под рабочий орган машины (иглу, лапку, ПММ);
ü Выполнить машинную строчку;
ü Освободить деталь из под рабочего органа и обрезать нитки;
ü Отложить готовый полуфабрикат;
ü Работа пресса при заданных режимах;
ü Основная работа на утюжильном столе и т.д.
Вспомогательные приемы:
ü Укладывание, перехват деталей;
ü Выравнивание деталей;
ü Перегибание деталей;
ü Поворот деталей под иглой.
Множество взаимосвязанных между собой ТПО образуют технологическую операцию (ТО).
Выполненный анализ структурных схем элементного содержания технологических операций позволяет разработать обобщенный алгоритм проектирования содержания, последовательности (структуры) и времени выполнения технологических операций.
Технологические операции, так же как и КТМ, могут иметь варианты V в зависимости от параметров шва. НАПР! Операция – стачивание рельефного среза спинки пальто имеет много вариантов по продолжительности обработки, в зависимости от длины шва (шов может идти из плечевого среза, из различных участков проймы; заканчиваться он может на линии бедер, низа или линии талии, в зависимости от конструкции изделия). Так как число вариантов при одной структуре операции безгранично и учесть их все невозможно, поэтому для проектирования ТПШИ задают типовые решения, а в остальных вариантах предусматривают подключение системы микроэлементного нормирования. В этом случае базовыми элементами структуры ТП будут элементы уровня V – приемы выполнения операций (П).
Связи между элементами различных структурных уровней ТПШИ, таких как КТМ, блоки, этапы определяются последовательностью их выполнения при изготовлении изделия. Структура конкретного технологического процесса с взаимосвязями между этими элементами различных уровней представлена на рис. 4, с помощью графа.
Таким образом, изображение ТПШИ в виде обобщенного графа позволяет в сжатой форме дать полную информацию о технологии изготовления изделия с учетом возможных модельно-конструктивных решений деталей и узлов, систематизировать эту информацию, совершенствовать существующие способы представления сведений о технологии изготовления изделий и в дальнейшем подойти к автоматизации проектирования технологических процессов.
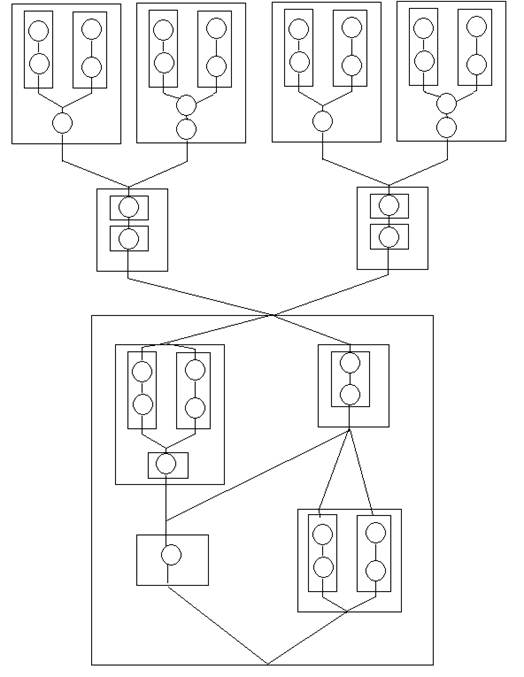
Рис. 4. Структура ТП изготовления модели изделия
Тема 3 (ЛЕКЦИЯ 3): МОДЕЛИРОВАНИЕ СИСТЕМЫ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ШВЕЙНЫХ ИЗДЕЛИЙ
1. Анализ конструктивных переходов предметов труда в процессе сборки конструкции изделия.
2. Принципы моделирования внешней структуры ТПШИ.
3. Методика проектирования внешней структуры ТПШИ.
1. Анализ конструктивных переходов предметов труда в процессе сборки конструкции изделия
Моделирование технологических процессов базируется на сведениях о внешнем виде и конструкции изделия. Эти данные являются исходной информацией системы моделирования. Они определяют, какой технологический процесс необходим для заданной модели изделия.
ОПР! Под КОНСТРУКЦИЕЙ в широком смысле этого понятия подразумевают состав и взаимное расположение частей какого-либо устройства или объекта, а также само это устройство или этот объект.
Создание конструкции состоит в сборке отдельных ее частей посредством определенных технологических воздействий, т.е. способов обработки или соединения. Целевой функцией процессов обработки и соединения при этом является получение завершенного композиционного решения конструкции изделия, определяющего заданную модель.
Процесс сборки конструкции швейных изделий, как и любого другого объекта, можно представить как множество скачкообразных переходов предметов труда из одного конструктивного состояния в другое, более крупное. Процесс обработки изделия отличается от процесса сборки тем, что предмет труда переходит из одного конструктивного состояния в другое, не укрупняясь.
ОПР! При этом под КОНСТРУКТИВНЫМ СОСТОЯНИЕМ (КС) предмета труда понимают форму, взаимное положение и связь частей (элементов) конструкции изделия.
ОПР! ЭЛЕМЕНТАМИ КОНСТРУКЦИИ можно считать слои изделия, которые состоят из улов, а те, в свою очередь, из отдельных деталей.
КЛАССИФИКАЦИЯ ОСНОВНЫХ КОНСТРУКТИВНЫХ СОСТОЯНИЙ ПРЕДМЕТОВ ТРУДА:
ü Деталь кроя (ДК) – представляет собой часть плоскости раскраиваемого материала, ограниченного контурами срезов.
ü Деталь изделия (ДИ) – элементарная часть конструкции изделия, образованная из детали кроя посредством начальной технологической обработки или без нее.
Под НАЧАЛЬНОЙ ТЕХНОЛОГИЧЕСКОЙ ОБРАБОТКОЙ (нто) понимается любая обработка на детали кроя, кроме ее соединения с другой деталью кроя, приводящей к укрупнению конструктивного состояния. НАПР! Формование ДК, фальцевание, отделка вышивкой, обработка вытачек, обметывание срезов и т.п.
Тот случай, когда деталь кроя не подвергается начальной технологической обработке, означает, что к моменту соединения происходит условный переход деталей кроя в детали изделия (НТО=0).
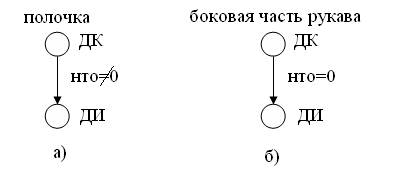
Рис. 3.1. Примеры образования деталей изделия:
а – посредством НТО; б- без НТО.
ü Сборочная единица (СЕ) – конструктивное состояния предмета труда, образующееся при изготовлении швейного изделия и состоящее из двух и более деталей изделия.
В процессе образования сборочных единиц участвуют не только детали изделия, но и более крупные части конструкции изделия. Конструктивное состояние соединяемых частей определяет вид сборочных единиц, которые могут быть простыми и сложными.
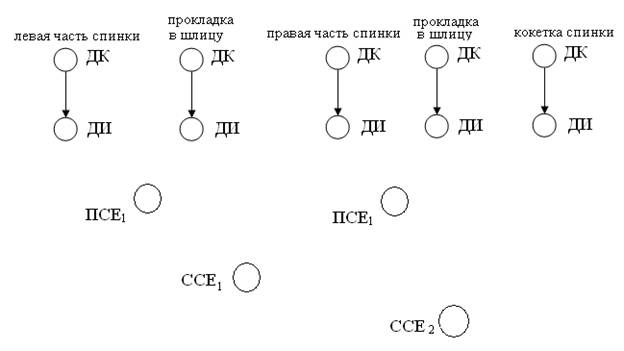
ü Простые сборочные единицы (ПСЕ) – образуются путем одновременного или последовательного соединения деталей изделия. Одновременное соединение нескольких деталей изделия приводит к образованию простых сборочных единиц первого порядка (ПСЕ1). При их последовательном укрупнении за счет присоединения деталей изделия формируются простые сборочные единицы второго, третьего и последующего порядков (ПСЕ2, ПСЕ3, ….., ПСЕn), рис. 3.2 а.
ü В результате одновременного соединения нескольких простых сборочных единиц (независимо от порядка) образуется СЛОЖНАЯ СБОРОЧНАЯ ЕДИНИЦА ПЕРВОГО ПОРЯДКА (ССЕ1). Дальнейшее укрупнение ССЕ1 происходит за счет присоединения к ней частей изделия, находящихся в более мелком конструктивном состоянии, т.е. ПСЕ и ДИ. При этом формируется сложная сборочная единица второго, третьего ит.д. порядка, рис. 3.2 б.




а)






б)
Рис. 3.2. Примеры образования сборочных единиц: а – простых; б – сложных второго, третьего и последующих порядков (ССЕ2, ССЕ3, …., ССЕn).
Предметы труда могут находиться в состоянии незавершенности, относительной и полной завершенности. Состояние относительной завершенности было рассмотрено выше.
ОПР! Состояние полной завершенности характеризуется конструктивной и технологической завершенностью предметов труда.
ОПР! Под конструктивной завершенностью понимается такое состояние части изделия, когда ее укрупнение за счет присоединения других частей завершено, а взаимное расположение составляющих ее элементов (деталей и срезов) в процессе дальнейшей технологической обработки изделия остается неизменным.
ОПР! Состояние технологической завершенности о значает, что технологическая обработка части изделия полностью завершена.
НАПР! Полочка с притачной кокеткой и обработанным, но не приутюженным боковым карманом, находится в состоянии конструктивной завершенности, если по замыслу конструктора не предусматривается ее дальнейшее укрупнение, либо изменение конструкции. В состоянии технологической завершенности полочка будет находится после окончания ее технологической обработки, в данном случае – после приутюживания бокового кармана. Если на полочке кроме бокового кармана предусмотрен еще и верхний карман, то в состояние конструктивной и технологической завершенности полочка перейдет лишь после обработки верхнего кармана.
В состоянии полной завершенности могут находиться как простые и сложные сборочные единицы, так и детали изделия (напр.: цельнокроеные пояса, хлястики, шлевки и т.п.).
Полностью завершенные детали изделия (ДИз) и сборочные единицы (ПСЕз ССЕз) в процессе основной сборки образуют сборочные комплексы изделия.
ОПР! Сборочный комплекс изделия (СК), рис.3.3, представляет собой конструктивно и технологически завершенную часть конструкции изделия, отвечающую базовому ее членению и составляющую элемент основной ее сборки.
Дальнейшее последовательное соединение сборочных комплексов приводит к образованию сборочных комплексов разных порядков (СК2, СК3, ……., СКn). Из сборочных комплексов формируется слой изделия. Последний по порядку сборочный комплекс для однослойных изделий представляет собой готовую конструкцию или готовое изделие (ГИ).







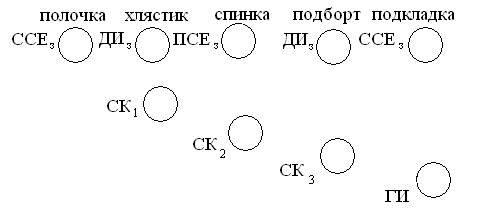
Рис. 3.3. Примеры образования сборочных комплексов
2. Принципы моделирования внешней структуры ТПШИ
Целевой функцией процесса сборки швейных изделий является получение завершенного композиционного решения элементов изделия, определяющего заданную модель.
В процессе сборки детали и полуфабрикаты швейных изделий претерпевают сложные изменения: постепенно укрупняются и формируют качественно новое состояние предметов труда. Технология изготовления изделия при этом обеспечивает переход предметов труда из одного конструктивного состояния в другое, вплоть до получения готового изделия.
В качестве концептуальной посылки для создания модели системы проектирования ТПШИ приняты два момента:
ü Идентичность структур конструктивных переходов при сборке конструкции изделия и технологических процессов, обеспечивающих эти переходы;
ü Отсутствие причинно-следственных связей между процессами, обеспечивающими каждый конструктивный переход, возможность автономного альтернативного решения частей задачи.
В качестве модели процесса сборки швейного изделия, отражающей конструктивное состояние предметов труда, предлагается конструктивный граф.
G={X, U}, (4.1)
где X={xi} – вершины графа, соответствуют различному конструктивному состоянию предметов труда;
U={uj} – дуги (ребра) графа, обозначают переходы предметов труда из предыдущего конструктивного состояния в последующее.
Заменяя в конструктивном графе переходы предметов труда из одного состояния в другое на технологическое их обеспечение можно получить ВНЕШНЮЮ СТРУКТУРУ ТПШИ. Внешняя структура ТПШИ зависит от конструктивного решения изделия, применяемых методов обработки, способов членения технологических процессов.
Элементом для перехода от конструкции изделия к технологии его изготовления приняты завершенные конструктивные состояния изделия (переходы при создании конструкции) и КТМ по его обеспечению.
ОПР! КТМ представляет собой совокупность технологических операций, функция которых состоит в обеспечении перехода предмета труда из предыдущего состояния в последующее, более крупное.
Таким образом, модель процесса сборки швейного изделия является основой для установления функционального назначения КТМ и взаимосвязи между ними. Чтобы выделить КТМ по конструктивному графу, необходимо данный граф разбить на подграфы, отражающие конструктивные переходы предметов труда, и каждому графу поставить в соответствие КТМ (набор операций).
Определим математическую интерпретацию задачи выделения КТМ как задачу разрезания графа.
Пусть задан граф G={X, U}.
Необходимо разрезать его на подграфы Gi, где
Gi=(хi, уi), xi€Х, ui€U, i I=(1,2,…….n),
I=(1,2,…….n),
Где n- число подграфов на которые разрезается граф.
Совокупность подграфов Р(Gi) назовем разрезанием графа, тогда
G=P{Gi},
Где  Gi P(Gi) [Gi≠0], i I,
Gi P(Gi) [Gi≠0], i I,  Gi=G ( - объединение).
Gi=G ( - объединение).
Другими словами, совокупность Р(Gi)={G1, G2,……Gn} подграфов является разрезанием графа G, если любой подграф этой совокупности не пустой, а объединение всех подграфов путем совмещения одноименных вершин в точноcти равно графу G.
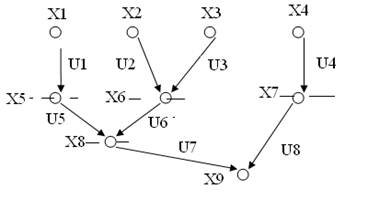
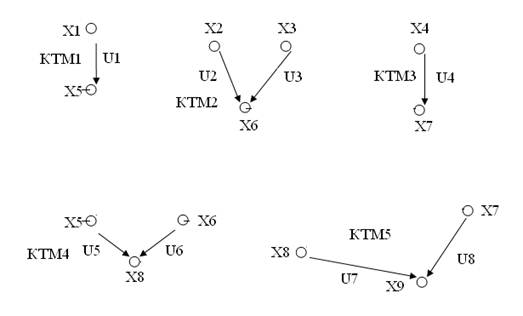
Рассмотрим пример разрезания графа G=(X,U) на подграфы Gi=(xi,ui) (рис4.1). Множества Х={х1,х2,……х9}, U=(u1,u2,…..u8) составляют совокупность вершин и ребер графа. Инцидентными разнонаправленным ребрам являются вершины х5,х6,х7,х8. Линии разрезания графа показаны пунктиром. В результате разрезания образуются подграфы, определяющие границы конструктивно-технологических модулей.
ОПР! Вершины хi и xj называются инцидентными ребрами uк, если ребро uкU и и соединяют вершины хi и xj.
Если в исходном графе заменить полученные подграфы вершинами, отождествленными конструктивно-технологическими модулями, то получится новый граф (рис.4.2), представляющий собой модель внешней структуры ТПШИ. Ребра нового графа характеризуют взаимосвязи между КТМ.
а)
б)
Рис.4.1. Разрезание графа на подграфы: а – исходный граф, б – подграфы.
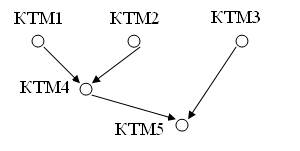
Рис. 4.2. Модель внешней структуры ТПШИ.
3. Методика проектирования внешней структуры ТПШИ
Процесс моделирования состоит из нескольких этапов:
1. Постановка задачи и определение свойств оригинала, подлежащего исследованию.
2. Выявление затруднительности или невозможности исследования оригинала в натуральном выражении.
3. Выбор – разработка модели, фиксирующей существующие свойства оригинала и легко поддающейся исследованию.
4. Исследование моделей в соответствии с постановкой задачи.
5. Перенос результата исследования на оригинал, проверка результатов.
Основными задачами теории моделирования является выбор моделей и перенос результатов исследования на оригинал.
Изложенные принципы проектирования внешней структуры ТПШИ по заданной модели изделия можно представить в виде следующей схемы:

Исходной информацией для проектирования является техническое описание на модель изделия и разработанные чертежи деталей конструкции изделия.
В основе технического описания лежит рабочий эскиз и описание модели.
Для формализации информации о конструкции используются – граф модель описания рабочего эскиза (ГМОРЭ).
G={X, U}; X= {x1, x2,…..xn }; U= {u1, u2,……un}
ГМОРЭ – элементы конструкции изделия, образующие множество вершин Х, а межэлементные соединения являются ребрами этого графа U.
Графы позволяют применять машинные методы для обработки информации. Для этого выбирают конструктивные элементы (КЭ).
В качестве КЭ графа ГМОРЭ непосредственно участвующих в технологическом процессе можно выделить следующие:
· Поверхность детали кроя – бывают формуемые, декатируемые, плиссированные, гофрируемые и т.д. (всего для поверхности выделено 22 подтипа).
· Срезы детали кроя – бывают соединяемые (стачной, настрочной и т.д.), обрабатываемые по краю с образованием краевых соединений.
Конструктивные элементы могут вступать в обработку не сразу. Так, например, срезы низа изделия, горловины, проймы и т.п. вступают в обработку после их полного формирования. Как правило, срез низа изделия обрабатывают после соединения боковых срезов, воротник втачивают в горловину после соединения плечевых срезов. Такие конструктивные элементы называют смежными.
Признак «смежность» свидетельствует о том, что конструктивный элемент принадлежит одновременно нескольким деталям и может быть обработан только тогда, когда все смежные конструктивные собраны в сборочную единицу.
· Готовые отделочные элементы (ГОЭ) – их изготавливают где-то в другом производстве. Например, пуговицы, цветы для платья, застежки, корсажная лента и т.д. В технологическом процессе изготовления швейного изделия они присоединяются либо к поверхности, либо к срезам деталей.
· Готовая, но отделанная окончательно, конструкция изделия (ГИ) – данный тип КЭ призван посредством ВТО, чистки изделия, упаковки и т.п. завершить технологический процесс.
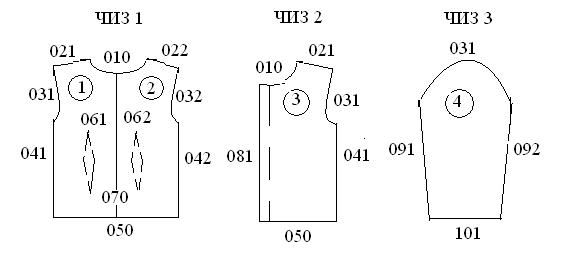
Каждому конструктивному элементу на рабочем эскизе задается порядковый номер. Симметричные элементы в изделии задаются одинаковыми номерами, а в третьей позиции кода указывается их симметричность 1,2,3 и т.д.
Но так как конструктивный элемент принадлежит детали кроя (ДК), а деталь кроя принадлежит части изделия (ЧИЗ), то при описании конструктивного элемента указывается его принадлежность к более крупным градациям.
Полный код конструктивного элемента –
 ХХ Х. ХХ. ХХ
ХХ Х. ХХ. ХХ
 |  |  | |||
номер КЭ
симметричность номер детали кроя номер ЧИЗа
Основные положения кодирования (первые три цифры полного кода КЭ):
· Одинаковые номера присваивают элементам, которые будут взаимодействовать друг с другом в конструкции (плечевые срезы полочки и плечевые срезы спинки);
· Конструктивные линии (имитационные линии), например, вытачки, складки, защипы и т.д. – кодируют в общем порядке.
· Срезы, обрабатываемые за один проход, кодируют одним номером (срез горловины, срезы обтачивания, срез низа и т. п.).
Процесс построения граф-модели начинают с построения граф-модели на детали, затем на ЧИЗы, и на всю конструкцию изделия.
Процесс формирования граф-модели на деталь состоит в идентификации конструктивных элементов вершинам графа. Поверхность как элемент не задается.
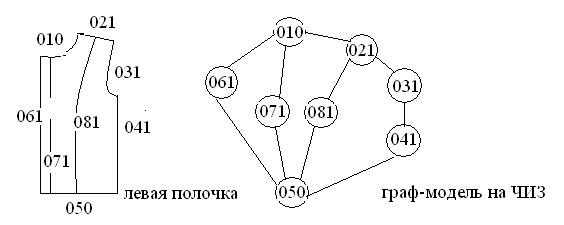
Соединяя графы по одноименным вершинам, получаем графы на ЧИЗы, а соединяя последние – готовое изделие.
При соединении ЧИЗов и построении граф-модели на все изделие следует учитывать, что конструкция изделия представляет собой пространственный объект, а граф-модель плоскостной. Поэтому для осуществления указанного перехода от эскиза к граф-модели, поверхность изделия необходимо представить как плоскостную фигуру.
Для этого введем следующие понятия:
· Центр симметрии конструкции – деталь, относительно которой симметрично отображаются все остальные элементы данной конструкции (спинка в распашном изделии). Центр симметрии встречается только в развернутых изделиях (пальто, сорочка, жакет). Если изделие не разворачивается, то используется центр компоновки.
· Центр компоновки – срез, являющейся связующим в конструкции нескольких ее основных деталей (горловина блузки, линия притачивания пояса в брюках). Центр компоновки присутствует в изделии всегда, их может быть несколько, например, комбинезон – 2 центра компоновки.
При построении граф-модели необходимо учитывать многослойность одежды. В этом случае граф-модель как и само изделие будет иметь несколько слоев (верх, подкладка, приклад). Каждый слой на графе должен отображаться своим цветом или другими графическими средствами.
При использовании машинных методов проектирования ТПШИ вместо граф-моделей на ДК, ЧИЗы и все изделие, строится матрица контуров деталей конструкции изделия.
В матрице контуров (идентичности) по строкам приведены коды деталей кроя изделия и их принадлежность ЧИЗам; по столбцам указаны – номер КЭ, их тип и значение растяжимости и смежности. Признаки устанавливаются с помощью специальных таблиц.
ПРИМЕР:
Матрица контуров деталей конструкции изделия
| Тип КЭ | 2-03 | 2-03 | 2-03 | 2-03 | 2-03 | 2-03 | 2-03 | 2-03 | 1-17 | 1-17 | |
| Признак К (смежность) | |||||||||||
| Признак Л (растяжимость) | |||||||||||
| Номер КЭ |  010 010
| ||||||||||
| № ЧИЗа | № ДК | ||||||||||
 1 1
| |||||||||||
взаимосвязь контуров
Примечание: 0- поверхность,
К - 1 (несмежный), 2 (смежный);
Л – 1 (нерастяжимый), 2 (растяжимый).
Присутствующая вершина в ДК – 1, отсутствующая – 0.
Тема 4 (ЛЕКЦИЯ 4,5): МОДЕЛИРОВАНИЕ ВНЕШНЕЙ СТРУКТУРЫ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ШВЕЙНОГО ИЗДЕЛИЯ
1. Проектирование внешней структуры ТПШИ. Правила деления граф-модели.
2. Построение конструктивного графа.
1. Проектирование внешней структуры ТПШИ. Правила деления граф-модели.
Проектирование внешней структуры ТПШИ состоит – в определении порядка сборки частей конструкции изделия; построении, конструировании графа сборки и трансформации последнего в технологический граф.
Построенная граф-модель описания конструкции изделия позволяет, на основе общих закономерностей сборки любого изделия, в том числе конструктивного состояния изделия, перейти от детали кроя в готовое изделие посредством технологической обработки. Конструкция собирается – постепенно укрупняясь. Если возможно построить конструкцию изделия, то ее можно и разобрать в обратном порядке.
Правила деления граф-модели конструкции изделия:
1. Открыть конструкцию к разборке элементом, препятствующим разборке.
Для однослойных изделий – это смежные срезы, переходящие в краевые (низ изделия).
В многослойных пакетах разборку начинают с удаления фурнитуры и разделении слоев пакета (верх, подкладка, утепляющая прокладка). Ключом к разборке могут служить накладные соединения средних и нижних срезов подкладки. Для изделий с отлетной подкладкой такими элементами могут быть соединения слоев по боковым швам, по бортовым срезам.
2. После удаления мест скрепления слоев пакета изделия производится отделение одного слоя от другого. Разделенные слои пакета изделия разбираются как однослойные изделия.
2. Построение конструктивного графа.
Построение конструктивного графа начинают с выписывания по горизонтали наименования и кодов деталей кроя изделия. Эта информация составляет первый уровень графа.
 |

Переход деталей кроя в следующее конструктивное состояние деталей изделия связан с наличием или отсутствием начальной технологической обработки (НТО=0, НТО≠0).
НТО – это подготовка деталей кроя к переходу к деталям изделия.
Наличие НТО для той или иной детали кроя можно установить по соответствию ее конструктивных элементов следующим кодам: 102 - 109 (обрабатываемая клеями и пастой – соединяемая с другой поверхностью по всей плоскости детали), 113-115, 117- 118, 210-211 (обрабатываемый в подгибку- обрабатываемый по краю).
Согласно параметрической информации следует установить, есть ли такие элементы, если да, то они подвергаются НТО (при условии, что эти элементы принадлежат одной детали (не соединяются).)
На II-ом уровне конструктивного графа отображается новое конструктивное состояние изделия, с указанием нагрузки к вершинам графа, с соответствующей информацией об элементе конструкции изделия. В качестве такой информации должны содержаться следующие сведения.
Код состояния детали кроя – 04.01 Номер конструктивного элемента – 000 Тип и подтип конструктивного элемента – 100
| 
| ||||
 
| Дальнейшее изменение конструкции связано со сборочными процессами, т.е. рассматривается переход детали изделия к простым и сложным сборочным единицам, а также к образованию сборочных комплексов. Этот переход может быть определен с помощью таблицы конструктивных переходов. Для этого, начиная с последующего шага этой таблицы для каждого перехода указываются свои конструктивные состояния. | ||||

Когда ветка графа выходит на основную сборку, происходит обнуление позиции номера детали, т.е. конструктивное состояние имеет вид, например, 03.00. При завершении построении конструкции, перед выходом на отделку изделия, обнуляются и коды ЧИЗов, тогда признак готовой конструкции изделия – 4 нуля в коде (00.00). После того, как произошло обнуление ЧИЗов конструкция подвергается окончательной отделке (ВТО, чистка, маркировка и т.д.).
Спроектированный конструктивный граф, рис.5.1, на следующем этапе моделирования разрезается по вершинам, инцидентным разнонаправленным ребрам графа. Полученные при этом подграфы заменяются на конструктивно-технологические модули (КТМ) процесса изготовления изделия, формируя тем самым технологический граф внешней структуры процесса на уровне модулей, рис.5.2.
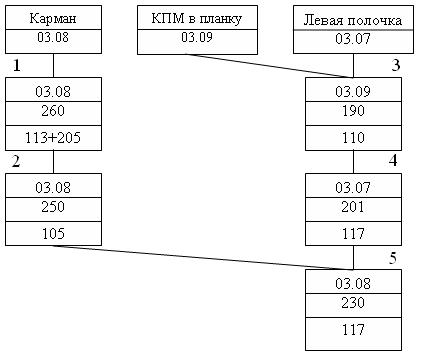
Рис. 5.1. Граф конструктивных переходов (конструктивный граф)
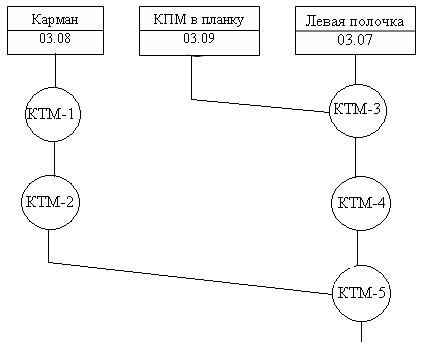
Рис. 5.2. Граф внешней структуры ТПШИ
Для решение последующих задач моделирования технологии изготовления изделия, а именно – получения конструктивного и технологического решений каждого модуля, вершины технологического графа кодируются порядковыми номерами и нагружаются информацией о каждом конструктивном состоянии изделия.
Набор параметрической информации определяется на основе признаков проектной ситуации для каждого конструктивного элемента. Перечисленная информация заносится в таблицу характеристик элементов внешней структуры ТПШИ, табл. 5.1, и является исходной для дальнейшего проектирования.
Таблица 5.1
Характеристика элементов внешней структуры ТПШИ
| Код КТМ | Код КЭ | Функция КЭ | Параметрическая информация | |||||||||||
| Конструктивная хар-ка | Технологическая хар-ка | |||||||||||||
| Е | Ж | З | И | К | и т.д. 9-11 | П | Р | С | Т | У | и т.д. 17-21 | |||
| КТМ-2 | 250 | 105 |
Тема 5 (ЛЕКЦИЯ 5,6): МОДЕЛИРОВАНИЕ КОНСТРУКТИВНЫХ И ТЕХНОЛОГИЧЕСКИХ РЕШЕНИЙ КТМ
1. Технологическое решение КТМ.
2. Конструктивное решение КТМ.
Принятые в качестве основного элемента ТПШИ КТМ в свою очередь являются системой взаимосвязанных элементов технологических операций. Конструктивно-технологическим модулям присущи системные признаки (функция, цели, набор характеристик, связи с внешней средой, структура).
Функция КТМ состоит в обеспечении конструктивного перехода предметов труда из одного относительно завершенного состояния в последующее более крупное (стачивание боковых срезов, соединение накладного кармана с полочкой, обработка низа изделия и т.д.).
В соответствии с функцией, КТМ имеют конструктивные и технологические составляющие части модуля.
Конструктивная сущность КТМ выражается его конструктивным решением, которое предполагается описывать совокупностью конструктивных характеристик:
КР КТМ ={ КХ1 , КХ2 , КХ3 }
вид элемента пространственное атрибуты
решение внешнего вида
КХ1 – вид конструктивных элементов, обеспечивает переход конструкции их одного состояния в другое. Вид может быть представлен – поверхностью, срезом, готовым отделочным элементом, готовым изделием. Каждый конструктивный элемент имеет разновидности, определяющие целевую функцию этого элемента (т.е. подтип, у поверхности их 22).
КХ2 – пространственное решение (признаки М, Н), определяется взаимным расположением самих деталей и их конструктивных элементов. Отображением пространственного решения могут быть эскизы разрезов или сечений конструкции или набор характеристик, описывающих проектную ситуацию.
КХ3 –наличие атрибутов, окончательно формирующих внешний вид изделия. Атрибуты внешнего вида могут присутствовать на эскизах, а могут и не присутствовать.
1. Технологическое решение КТМ
Технологическое решение КТМ представляет собой описание способа воздействия средств труда на предмет труда с целью достижения заданной функции. Отображается оно перечнем технологических операций с указанием необходимых атрибутов: специальность, разряд, оборудование, спецприспособление.
КТМ может иметь для одного конструктивного решения различные, альтернативные, варианты обработки.
В общем случае технологическое решение можно записать как множество обработок (модуль обработки - Мо), модулей сборки – Мс, модулей образовавшегося состояния – Мос.
ТР КТМ = {Мо, Мс, Мос}
Для конкретного модуля могут присутствовать не все характеристики. Состав может быть из одного или нескольких решений.
Каждому конструктивному решению может соответствовать одно или несколько технологических решений. Это связано с многообразием оборудования, и отсутствием стандартизации и унификации методов обработки (стачивание плечевого среза – 97, 1022, 131-32+3 и т.д.).
Системный подход к объекту и процессу моделирования КТМ предполагает дифференциацию последнего на следующие этапы:
 Формирование функции модуля;
Формирование функции модуля;
Определение допустимых вариантов конструктивного решения (КР) КТМ;
Установление содержания функции модуля, его элементарных подфункций;
Проектирование вариантов технологических решений (ТР) и структуры КТМ.
Процесс формирование функции КТМ состоит в установлении типа КЭ и его подтипа. Тип КЭ характеризу
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 1108; Нарушение авторских прав?; Мы поможем в написании вашей работы!