КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Будова зварних з'єднань
|
|
|
|
ЛЕКЦІЯ 2
Мета лекції-вивчення будови зварних з’єднань і формування хімічного складу металу шва.
БУДОВА ЗВАРНИХ З'ЄДНАНЬ
ЛЕКЦІЯ 2
План лекії:
1. Загальна схема формування хімічного складу металу зварених швів і наплавлень при зварюванні плавленням
2. Загальна схема взаємодії металевої, газової й шлакової фаз при зварюванні
3. Поводження металевих складових зварювальних матеріалів при зварюванні. Розкислення. Легування.
Рекомендована література
1. Петров Г.Л. Сварочние материалы.-Л.: Машиностроение. 1972.-279 с.
2. Тархов Н.А., Сидлин З.А., Рахманов А.. Производство металлических электродов.-М: “Высшая школа” 1986.-288 с.
3. Теория сварочных процессов. Под редакцией Фролова В.В. – М.: Высшая школа. 1988. – 558 с.
4. Сварочные материалы для дуговой сварки т. 1. Под редакцией Потапова Н.Н. – М: Машиностроение. 1989.- 544 с.
5. Ерохин А.А. Основы сварки плавлением. – М: “Машиностроение”. 1973. – 448 с.
6. Петров Г.Л., Тумарев А.С. Теория сварочных процессов. – М: Высшая школа. 1977 – 390 с.
7. Технология электрической сварки металлов и сплавов плавлением. Под редакцией акад. Б.Е. Патона. – М: Машиностроение 1974. – 768 с.
8. Сварка в машиностроении. Справочник. т. 2. Под редакцией д.т.н. Акулова А.И. М: Машиностроение 1978. – 462 с.
Зварені з'єднання працюють у різних умовах, у зв'язку із чим до них пред'являються й різні вимоги.
У більшості випадків основною вимогою, пропонованою до зварених з'єднань, є забезпечення ними необхідної механічної міцності конструкції. Як інші вимоги можуть бути відзначені: забезпечення щільності (герметичності), хімічної стійкості, жароміцності й ін.
З погляду гарантії властивостей і службових характеристик конструкцій байдуже, за рахунок якої складової - основного металу або будь-якої зони звареного з'єднання (металу шва, зони змінених властивостей основного металу в результаті зварювання) вона виявиться ненадійної, зруйнується, вийде з ладу, перестане виконувати своє призначення. Тому у зварених з'єднаннях у цілому необхідно забезпечувати, щоб комплекс їхніх властивостей відповідав необхідної надійності в умовах експлуатації. У зв'язку із цим і всіма складовими зварених з'єднань повинні забезпечувати необхідну надійність зварених конструкцій.
Розглянемо схему звареного з'єднання (мал. 1).
 | |||||||||||||
 | |||||||||||||
 | |||||||||||||
|
|
| |||||||||||
 |
Малюнок 1 - Схема поперечного розрізу звареного з'єднання
Метал, що розплавився при зварюванні, і згодом закристалізувався утворить метал шва ( 1), що має або литу структуру (при одношаровому зварюванні, виконуваної в один прохід на весь перетин), або структуру литого металу, отримавшого в деякій своїй частині додаткову термічну обробку при наступних нагрівах (у випадку виконання зварювання в кілька проходів).
Далі від металу шва 1, за зоною сплавки 2 у звареному з'єднанні розташовується зона термічного впливу 3. Метал цієї зони по хімічному складі звичайно по всіх елементах, крім водню (який може в неї дифундувати при зварюванні, а в деяких випадках і при вилежуванні зварених з'єднань при звичайних або підвищених температурах), аналогічний основному металу, що зварює, але може від нього відрізнятися структурою й властивостями. Характер цих змін залежно від состава металу, що зварює, може бути досить різноманітним. Так, у металів і сплавів, що не мають поліморфних перетворень (мідь, алюміній або деякі сплави на їхній основі), що надійшли на зварювання в термічно стабілізованому стані (після відпалу при оптимальних температурах), у такій зоні спостерігається укрупнення зерен, іноді зміна (часта стовщення) границь зерен, поява двійників та ін. У деяких випадках має місце випадання хімічних сполук: наприклад, у багатьох аустенітних хромонікелевих сталях - випадання карбідів, головним чином у границь зерен. Можуть відбуватися й інші зміни, так іноді й металографічного аналізу, що виявляють не при звичайних методах, структури, але зухвалу зміну тих або інших фізико-механічних властивостей металу в порівнянні з його вихідним станом.
Вся зона термічного впливу, як правило, неоднорідна за структурою й у своїх окремих ділянках має помітно, що змінюються властивості. У деяких випадках загальна працездатність звареного з'єднання визначається розміром і властивостями певної ділянки зони термічного впливу.
За зоною термічного впливу треба не змінений ні за структурою, ні по властивостях основний метал.
У більшості випадків для забезпечення надійної роботи конструкції повинен бути правильно обраний матеріал, зокрема метал, для її виготовлення. При правильному виборі металу комплекс його властивостей забезпечує всі необхідні експлуатаційні, робітники характеристики конструкції. Матеріал зварених з'єднань також повинен забезпечувати надійну роботу звареної конструкції в цілому.
Із цього погляду (припускаючи необхідність правильного конструювання й виготовлення, включаючи зварювання) властивості основного металу можуть розглядатися як еталон, відтворення властивостей якого у зварених з'єднаннях вирішує завдання надійності всієї звареної конструкції.
Властивості зварених з'єднань у порівнянні із властивостями основного металу повинні розглядатися як комплексно - основний метал - зварене з'єднання, так у деяких випадках і диференційовано-основний метал - ділянка (складова) звареного з'єднання.
Для спрощення завдання зневажимо загальною характеристикою основний метал - зварене з'єднання й розглянемо співвідношення властивостей основний метал - складові звареного з'єднання. У цьому випадку будемо порівнювати незмінний термічним циклом основний метал з металами зони термічного впливу, зони сплавки й металом швів. Почнемо із зіставлення основний метал-метал шва.
Метал шва — литий метал, отриманий у специфічних умовах обробки й кристалізації, характерних для зварювання. Основний метал у більшості випадків поліпшується термопластичною, а іноді й термічною обробкою.
Відомо, що, як правило, литий метал має гірший комплекс властивостей, чим горячедеформований і термічно поліпшений. Чим же забезпечити порівнянність властивостей литого металу шва й поліпшеного основного металу?
Властивості металів і сплавів визначаються їхнім хімічним складом і структурою. Тому що в ряді випадків навіть відносно сприятлива лита структура звареного шва все-таки гірше поліпшеної структури основного металу, те одним з найбільш діючих засобів поліпшення його властивостей є підбор хімічного складу металу шва, що дозволяє відносно зблизити його властивості із властивостями основного металу, звичайно поліпшеного додатковою обробкою. Тому, як правило, при виконанні зварювання прагнуть одержати склад металу шва, що відрізняється від основного металу, але має необхідні властивості, наприклад міцність, близькі до еталона - основному металу.
Регулювати складу металу шва можна використовуючи необхідні для цих цілей зварювальні матеріали. Так, звичайно склад однопрохідного металу шва утвориться в результаті змішування розплавлених основного й додаткового (наплавляємого) металів. Наплавлений метал — це продукт переробки зварювальних матеріалів (присадкового або електродного дроту, що плавляться електродів та ін.) при конкретному способі зварювання, що надійшов через ванну в метал звареного шва. Вибираючи для кожного конкретного способу зварювання відповідні зварювальні матеріали, можна активно впливати на склад металу шва й, як наслідок, забезпечувати його властивості, тобто вибір зварювальних матеріалів визначає можливість активного регулювання складу й властивостей металу шва.
Зона сплавки, як зазначено вище, в основному визначається перехідними составами металу від основного до шва. Більша її частина перебуває при зварюванні в розплавленому або напіврозплавленому стані. Тому в тім або іншому ступені состав металу зони сплавки також пов'язаний із составом металу ванни, а отже, із составом наплавляємого металу. Іншими словами, підбор зварювальних матеріалів є важливим засобом активного втручання у властивості металу зони сплавки.
Властивості зони термічного впливу в основному визначаються термопластичним циклом, що супроводжує виконання зварювання й зв'язаним зі способом і режимом зварювання.
Загальна схема формування хімічного складу металу зварених швів і наплавлень при зварюванні плавленням
Метал зварених швів при зварюванні плавленням формується або за рахунок розплавлювання тільки основного металу, або, більш часто, за рахунок розплавлювання основного й додаткового (присадкового металу).
У процесі зварювальної операції розплавлений метал взаємодіє з навколишньою його матеріальним середовищем (газами, неметалічними розплавами - шлаками та ін.) і одержує ті або інші зміни, пов'язані з випаром деяких складових при високих температурах зварювального простору, утворенням різних хімічних сполук, нерозчинних у металі, і ін. У цілому ці зміни характерні як для основного металу, що розплавляє, що перебуває у зварювальній ванні, так і для вступника у ванну додаткового металу. Як правило, що надходить у ванну додатковий метал при основних способах зварювання плавленням (електричне дугове зварювання, що особливо плавиться електродом; електрошлакове зварювання) нагрівається до більше високих температур, чим у ванні, і має більшу контактуючу із середовищем питому поверхню (відношення поверхні до обсягу).
Розглянемо формування состава металу шва на прикладі дугового зварювання електродом, що плавиться.
При автоматичному (або напівавтоматичному) зварюванню під флюсом з розплавленими шлаками й газами взаємодіють і краплі електродного металу, і розплавлений основний метал, що перебуває у зварювальній ванні. У цілому состав металу шва, виконаного в один прохід, по будь-якому елементі X можна виразити у вигляді участь на паях основного й електродного металів, концентрацій цього елемента в них і змін цих концентрацій, що відбуваються при зварюванні, формулою [1]
[Х]мш1 = φ1{[Х]ом±ΔХом} + (1-φ1) {[Х]эп±ΔХэп}, (1.1)
де -φ1 і 1 — φ1 — частка основного й електродного металів у металі шва;
[Х]мш1; [Х]ом; [Х]эп — концентрація елемента відповідно в металах однопрохідного шва, основному й електродного дроту;
ΔХом; ΔХэп — зміни в составах основного й електродного металів, що відбулися при зварюванні (знаком плюс показаний збільшення, наприклад від взаємодії металу зі шлаками, а знаком мінус — втрати, наприклад від окислювання або випару).
У зв'язку з тим, що зміни, що відбуваються в основному й електродному металах, відокремити друг від друга не вдається, більшим поширенням користується інша формула [2]
[Х[мш1 = φ1[Х]ом + (1 – φ1) [Х]эп ± ΔХ, (1.2)
де ΔХ — узагальнена зміна состава металу (як основного, так і електродного) у процесі зварювання.
При цьому сума φ1[Х]ом + (1 – φ1) [Х]эп розглядається як вихідна концентрація елемента X у ванні, одержуваної змішуванням не змінених зварюванням основного й електродного металів.
При зварюванні штучними електродами формування состава металу шва можна представити у вигляді змішування наплавленого металу, состав якого експериментально може бути визначений з достатнім ступенем точності, і зміненого зварюванням розплавленого основного металу. За винятком газів (кисень, азот, водень) для основного металу можливі при зварюванні тільки втрати елементів, які можна оцінити у відносних величинах коефіцієнтом засвоєння ky. Тоді состав металу шва оцінюється формулою
[Х[мш1 = φ1[Х]омky + (1 – φ1) [Х]нм, (1.3)
де [Х]нм — концентрація елемента X у наплавленому металі, одержувана як результат взаємодії електродного стрижня, покриття й змін состава металу, викликуваних процесом зварювання.
Для ряду елементів, що володіють щодо невеликою хімічною активністю, що зокрема мало окисляються, і при їх щодо малих втратах випаром (при високій температурі кипіння або при ступені випару порівнянної з основою сплаву, що утворить метал шва) коефіцієнт засвоєння елемента з основного металу ky може бути приблизно прийнятий рівним одиниці. У зв'язку з тим, що й частка участі основного металу у шві при ручному зварюванні значно менше, ніж при
сварінню під флюсом, і, як буде показано далі, рідко перевищує значення 0,25—0,3, те й саме виправлення, що вводить ky в абсолютному значенні, як правило, невелика. Тому для наближеної оцінки состава металу швів нею можна зневажити. Тоді формула (1.3) спрощується
[Х[мш1 = φ1[Х]ом + (1 – φ1) [Х]нм, (1.4)
Зміни ΔХ при зварюванні під флюсом по формулі (1.2) не є настільки ж стабільними й у значній мірі залежать від режиму зварювання. Це визначається як зміною відносної кількості шлаків на одиницю металу, що розплавляє, при зміні режимів зварювання, так і зміною характеру переходу й взаємодії метал - флюс при різних напругах дуги й щільності струму в електродному дроті.
Однак у зв'язку з тим, що й при зварюванні під флюсом основні зміни состава відбуваються в електродному металі до його надходження у ванну більшою мірою, чим у розплавленому основному, приблизно вс. змінe можна віднести до зміни состава електродного дроту.
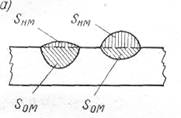
Експериментально ці величини визначаються по макрошліфах швів або наплавлень (мал. 2). Стосовно до наплавлень на поверхню на макрошліфах (мал. 2, а) можна провести лінію умовного розділу розплавлених основного й наплавленого металів. Тоді величини площ S0M і SНМ, обмірювані, наприклад, планіметром на фотографіях або збільшених проекціях на екран, можуть бути перелічені в маси основного й наплавленого металів у шві. Дійсно, якщо вважати, що площі S0M і SHM є досить постійними по всій довжині L шва (наплавленого валика), що може бути уточнено вимірами на декількох макрошліфах, то маси розплавленого основного металу G0M у шві й наплавленого GHM будуть відповідно рівні
G0M = L Sом γом; GHM = L Sнм γнм;
 | |||
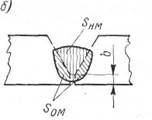 | |||
Малюнок 2 - Визначення часток наплавленого й основного металів у валику наплавлення (а) і кореневому шарі стикового шва (б)
Якщо щільності уом і унм досить близький друг до друга (приймаємо уом = унм) то загальна маса металу шва (наплавлення) Gмш (GH) буде дорівнює
Gмш = Gом + Gнм = L уом(Sом + Sнм).
Частка основного металу в металі шва
 ,
,
а частка наплавленого металу у шві
1-
При помітному розходженні уом і унм це також може бути враховано розрахунком.
Частка основного металу в металі однопрохідного шва (одиночного наплавленого валика) залежить від способу зварювання, режиму зварювання (наприклад, при дуговому зварюванні електродом, що плавиться, - від Uд, Iсв і Vсв), теплофізичних властивостей металу, що зварює, форми й розмірів оброблення крайок під зварювання. Для звичайних режимів ручного дугового зварювання електродом, що плавиться, а також звичайних типових режимів зварювання під флюсом маловуглецевих і низьколегованих сталей частка основного металу у металі шва при відсутності оброблення (згідно мал. 1.3, а) змінюється в наступних межах: при ручному зварюванні — від 0,25 до 0,40; при зварюванні під флюсом — від 0,65 до 0,70.
При інших теплофізичних властивостях основного металу (і електропровідності металу електродного дроту, що визначає її швидкість плавлення) ці значення можуть бути іншими. Так, у випадку аналогічного виконання швів (валиків) на аустенітній хромонікелевій сталі (типу 1Х18Н9Т) такою ж дротом (електродами) значення 1 змінюються: при ручному зварюванні — від 0,30 до 0,50; при зварюванні під флюсом — від 0,65 до 0,75.
При зварюванні шва в оброблення, наприклад кореня шва (мал. 1.3,6), частка основного металу може бути інший, причому при зварюванні під флюсом менше, ніж при наплавленні на поверхню, а при ручному зварюванні й обмеженій величині притуплення оброблення b більше, ніж при наплавленні на поверхню. Так, при ручному зварюванні хромонікелевих аустенітних сталей у кореневому шві частка основного металу звичайно становить 0,40-0,50.
Складніше здійснюється розрахунок состава багатошарових наплавлень і особливо швів в оброблення.
Розглянемо формування состава наступних шарів наплавлення в найпростішому випадку — шаруючи на шар (мал. 3, а), уважаючи, що наплавлений метал для другого шару такий же, як для першого, а як основний метал виявляється метал першого шару (валика) наплавлення.
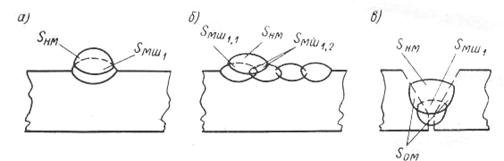 |
Малюнок 3 - Зміна частки основного металу в другому валику наплавлення (а), у валиках по шарах (б) і в шарах стикового шва (в)
Тоді по формулі (1.4) состав металу шва (валика) другого шару буде
[Х[мш2 = φ2[Х]мш1 + (1 – φ2) [Х]нм, (1.5)
де φ2 — частка участі металу першого шару в металі шва (наплавлення) другого шару. Заміняючи на [Х]мш1 його значення по формулі (1.4), одержимо
[Х[мш2 = φ2[Х]ом + (1 – φ2) [Х]нм, (1.6)
Тому що φ < 1, φ2 < φ, тобто частка участі основного металу в металі другого шару наплавлення менше, ніж у першому, а частка наплавленого — більше.
Відповідно в n-ном шарі состав буде визначатися формулою
[Х[мшn = φn[Х]ом + (1 – φn) [Х]нм, (1.7)
З огляду на все відзначене вище, можна укласти, що засобом регулювання хімічного складу, а отже, і властивостей металу швів є відповідний вибір зварювальних матеріалів.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 2284; Нарушение авторских прав?; Мы поможем в написании вашей работы!