КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Гибких автоматизированных систем
|
|
|
|
При выборе структуры, а также компоновочных решений ГПС и входящих в нее оборудования необходимо учитывать ряд факторов, например: потребную площадь, удобство обслуживания, сложность вспомогательного оборудования и его стоимость, изменение производственной мощности, удобство контроля за работой оборудования.
Наряду с этим на структурные и компоновочные решения накладывают ограничения технологические возможности и некоторые особенности используемого оборудования, например, на направление удаления стружки в металлорежущих станках, схему организации движения материальных потоков и т. д.
Схема с жестким примыканием обрабатывающих модулей к автоматическому складу (см. рис. 5.6, б) является наиболее простой по набору технических средств. Такая компоновочная схема, однако, не обладает необходимой гибкостью, ограничивает возможность последующего расширения системы.
Наибольшей гибкостью обладают структуры, базирующиеся на использовании транспортных систем с подвижными роботами (например робокарами).
Гибкие технологические комплексы (ГАУ, ГАЛ), входящие в состав ГПС, различаются составом и количеством технологического оборудования (ГМ, РТК), способами использования средств робототехники, организацией взаимодействия обрабатывающих станков и модулей со складом, способом подачи заготовок и т. д.
В ГПС используются гибкие технологические комплексы в виде ГАУ, ГАЛ шести типов.
Первые пять типов ГТК отличаются непосредственным (без технологического спутника) закреплением обрабатываемых деталей в зажимное приспособление станка.
На последней ГТК обработка ведется на спутниках, на которых вне зоны обработки закрепляются заготовки.
Ниже рассматриваются типичные структурно-компоновочные решения, положенные в основу ГПС.
ГТК-1 предназначен для обработки ротационных деталей средней сложности и точности, малой партионности. Для него характерен кольцевой тип компоновки, при котором обрабатывающий комплекс (рис. 5.10), образуется из трех РТК, в состав которых входят три промежуточных (буферных) накопителя, сгруппированных вокруг обслуживающего их робота. Причал для транспортного робота с устройствами командообмена является терминальным устройством транспортной системы. Доставка заготовок со склада и деталей на склад осуществляется в транспортной таре на поддоне посредством транспортного робота.
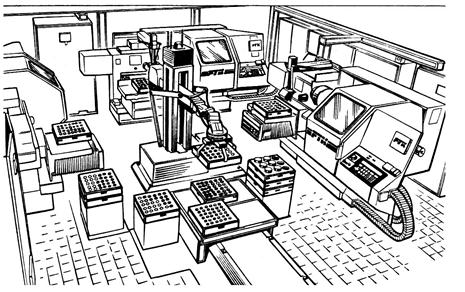
Рис. 5.10. Общий вид ГТК-1

Рис. 5.11. Основные фазы функционирования ГТК
Транспортная тара представляет собой кассету с вкладышем, который служит для ориентации деталей и заготовок.
Основные фазы функционирования ГТК приведены на рис. 5.11:
I фаза — начальная «залповая» загрузка РТК пакетом кассет с заготовками.
II фаза — загрузка обрабатывающих РТК первыми кассетами.;
III фаза — перегрузка оставшихся кассет с заготовками на буферные накопители.;
IV фаза — прием на транспортный поддон кассет с обработанными деталями и загрузка обрабатывающих РТК кассетами с новыми заготовками. Эта фаза завершается перед началом обработки последней кассеты одним из РТК;
V фаза — вызов транспортного робота, отправление транспортного поддона с обработанными деталями на склад, разгрузка кассет с поддона, загрузка его кассетами с заготовками для РТК, обрабатывающего последнюю кассету предыдущей партии, доставка их к обрабатывающему РТК;
VI фаза — перегрузка стопки кассет на буферный накопитель обслуживаемого РТК.
Далее цикл продолжается, начиная с IV фазы.
ГТК-2 (рис. 5.13). Компоновка этого комплекса, предназначенного для обработки деталей типа тел вращения повышенной партионности, когда отдельные обрабатывающие РТК работают по нескольку суток без переналадок, выполнена с диагональным расположением оборудования по отношению к транспортной магистрали.
Это объясняется двумя обстоятельствами.
Во-первых, при таком режиме использования занятость оператора значительно меньше, чем в варианте ГТК-1, и поэтому необходимость в организации специальной зоны около обрабатывающего станка не возникает. Диагональная компоновка позволяет одному оператору осуществлять

Рис. 5.13. Общий вид ГТК-2
профилактическое наблюдение за 7—10 станками.
Во-вторых, диагональное расположение оборудования по отношению к транспортной магистрали позволяет использовать одни и те же участки трассы для транспортно-манипуляционного робота, обеспечивающего оборудование партиями заготовок и транспортирующего готовые детали на склад, и для транспортного робота, обеспечивающего удаление отходов, так как используемое в оборудование этого комплекса станки 1П717 имеют вывод стружки с обратной стороны станка.
Особенностью этого комплекса является использование транспортно-манипуляционного робота (рис. 5.14) для доставки заготовок к оборудованию и отправки готовых деталей.
ГТК-3. Этот комплекс отличается от ГТК-2 применяемыми станками и компоновочными решениями, определяемыми функциональным назначением комплекса.
ГТК-4. Этот комплекс отличается от ГТК-3 типом используемых станков. В этом комплексе используются станки ТПК-125 и промышленный
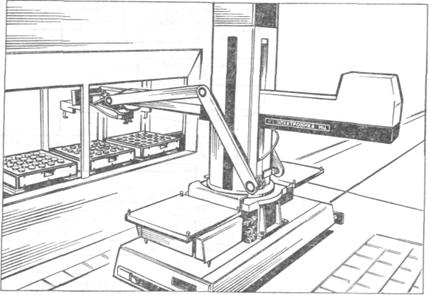
Рис. 5.14. Общий вид транспортно-манипуляционного робота
робот «Электроника НЦ ТМ-001», отличающегося от робота «Электроника НЦ ТМ-01» меньшими габаритами, большей точностью, возможностью автоматической смены захватного устройства и его губок.
ГТК-5. Этот комплекс, предназначенный для выполнения фрезерно-расточных и сверлильных работ для призматических и плоских деталей,.
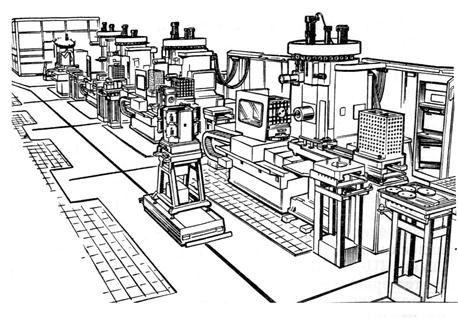
Рис, 5.15. Общий вид ГТК-6
ГТК-6. Комплекс базируется на станках, дополнительно оснащенных буферным накопителем (рис. 5.15).
Доставка заготовок, закрепленных на спутниках различных типов (плоские кассеты, кубы и др.), осуществляется транспортным роботом.
Контрольные вопросы:
1. По каким принципам специализации строят ГПС?
2. Когда формируются ГПС по технологическому принципу?
3. Какие особенности подетальной специализации ГПС?
4. Как может располагается технологическое оборудование в ГПС?
5. Когда используется диагональное расположение модулей в ГПС?
6. Какие используются в ГПС типы гибких технологических комплексов в виде ГАУ, ГАЛ?
7. Какие основные фазы функционирования гибкого технологического комплекса состоящего из нескольких РТК и обслуживаемого транспортным роботом?
8. Какой ГТК применяется при малой партионности деталей?
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 428; Нарушение авторских прав?; Мы поможем в написании вашей работы!