КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Многопозиционный РТК
|
|
|
|
Циклограмма работы РТК
Для построения циклограммы работы РТК необходимо определить временные связи оборудования и его механизмов данной компоновки РТК. Для этого в соответствии с компоновкой РТК и последовательностью движений механизмов необходимо:
· на компановке РТК построить траекторию движения схвата ПР с указанием опорных точек – точек изменения или окончания движений ПР,
· используя.траекторию движения схвата ПР определить линейные и угловые перемещения,
· выбрать скорости перемещения узлов и механизмов согласно их техническим характеристикам,
· определить время выполнения каждого движения.
Зная алгоритм работы РТК и временные связи строится временная циклограмма работы РТК (рис. 5.19), с помощью которой определяется время такта РТК и его производительность.
Многопозиционный РТК мод. АСВР-01 (АСВР-02) предназначен для токарной обработки валов
Предусмотрены три варианта работы РТК: АСВР
1) последовательная обработка деталей на станках, налажнных на выполнение разных операций;
2) параллельная обработка деталей одного наименования на станках, налаженных на выполнение одинаковой операции;
3) параллельная обработка деталей двух наименований на станках, налаженных на выполнение соответствующих операций.
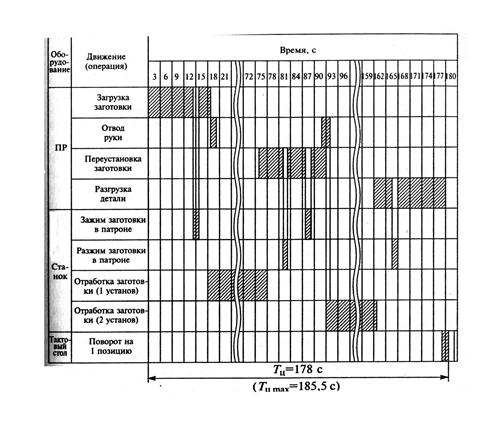
Рис. 5.19. Циклограмма работы РТК
РТК (рис. 5.20) состоит из фрезерно-центровального станка 1, двух токарных станков 3; ПР 2; вспомогательного оборудования и системы обеспечения безопасной работы. ПР перемещается по монорельсу.
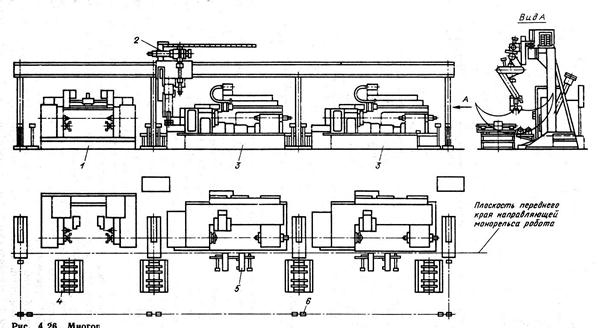
Рис. 5.20. Многопозиционный РТК мод. АСВР-01
Перед станками расположены промежуточные позиции 5 и магазины-накопители 4. РТК оснащен защитным устройством
На станке МР-179 фрезеруются торцы заготовки и обрабатываются центровые отверстия с двух сторон за один рабочий цикл.
На токарных станках с ЧПУ обрабатываются цилиндрические, конические, сферические поверхности, прорезаются канавки и нарезается резьба.
ПР осуществляет установку заготовок, снятие деталей, их межстаночное транспортирование. Система ЧПУ робота обеспечивает индивидуальное обслуживание станков по вызовам. Если вызовы поступают одновременно с двух и более станков, то устанавливается система приоритета, по которой ПР в первую очередь обслуживает станок с наиболее длительным циклом обработки. В долговременной памяти СЧПУ робота хранятся индивидуальные программы обслуживания каждого станка. После вызова система управления ПР осуществляет поиск в памяти программы обслуживания данного станка.
ПР комплектуется широкодиапазонными захватными устройствами, оснащеннымидатчиками внешней информации. ПР выполняет следующий круг операций:
· поиск заготовок в накопителе;
· отработка заготовок с недопустимыми отклонениями размеров;
· переустановка;
· промежуточное складирование и укладка деталей в выходные позиции РТК.
ПР программируется методом обучения. СЧПУ является центральной системой управления электроавтоматикой РТК при групповом обслуживании станков.
Станки РТК оснащены устройством автоматического подвода-отвода ограждения и пиноли, устройством автоматического зажима - освобождения патрона, датчиками, фиксирующими наличие детали в станке и контролирующими состояние патрона, УЧПУ и электроавтоматикой, обеспечивающими диалог между станком и ПР и выполнение других функций.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 803; Нарушение авторских прав?; Мы поможем в написании вашей работы!