КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Новое в станкостроении
|
|
|
|
Новые кинематики базовых станков для ГПМ. Традиционные компоновки станков, встраиваемых в ГПМ, предусматривают разделение линейных перемещений вдоль декартовых осей координат между инструментом и изделием или осуществление перемещений по всем трем взаимно перпендикулярным осям только инструментом. Для обработки поверхностей сложной произвольной формы (например, при обработке инструмента для глубокой вытяжки, литейных форм или судовых винтов) часто необходимы движения по пяти осям, в том числе линейные движения по осям X, У, 2 к два вращательных движения В и С, которые осуществляет инструмент или изделие.
В результате компоновки элементов, необходимых для перемещений изделия и (или) инструмента по координатным осям, и решения конструктивных задач создания жестких направляющих и металлоемких корпусных деталей, получается базовый станок тяжелой конструкции.
Новый подход к обеспечению произвольного формообразования заключается в использовании в станкостроении принцип гексапода (НЕХАРOD), основанного на применении платформ Стьюарта (Stewart) (например, ГПМ - INDEY V100).
Независимо от конструктивных решений станки-гексаподы имеют четыре основные подсистемы (рис. 5.27):
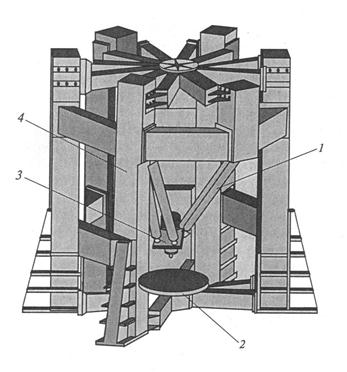
Рис5.27. Станок-гексапод:
1 — телескопическая штанга; 2 — стол; 3 — инструментальная головка; 4 — каркас (станина)
· нижнюю платформу или жесткую корпусную конструкцию со встроенным рабочим столом 2 для установки заготовок;
· шесть телескопических штанг 1, регулируемых в осевом направлении с изменением и без изменения длины и приводимых в действие каждая от своего серводвигателя через шариковую винтовую передачу. Одним концом штанги скреплены со станиной 4 или нижней платформой, а другим — с инструментальной головкой 3 или инструментальным блоком, обеспечивая перемещение последних и их поворот в пространстве в линейном направлении и под углом, определяемым конструктивными особенностями станка;
· инструментальную головку 3 или блок, а также приводной двигатель и рабочий шпиндель с установочным конусом для инструмента. Шпиндель может наклоняться на угол 90° относительно своей оси и поворачиваться относительно платформы;
· ЭВМ (на рисунке не показана), чаще всего персональную типа IВМ PC c дополнительными платами для одновременного управления по всем координатам, а также систему управления частотой вращения шпинделя, подачей СОЖ, сменой инструмента и другими вспомогательными функциями.
Изменение положения рабочего органа в пространстве осуществляется соответствующим изменением длин каждой телескопической штанги за счет ее поступательного перемещения (с помощью ходовых винтов, от серводвигателей).
Заданные величины настроечных импульсов для отдельных осевых приводов с целью достижения определенной точки пространства устанавливаются путем изменения длин отдельных стержней, пересчитываются с помощью преобразования первоначально данных декартовых координат.
В раздвижном стержне расположен шариковый винт, вставленный в телескопическую трубу. Стержни установлены на специальных подпятниках,
Координатные измерения на обрабатывающих центрах (ОЦ). В последнее время в дополнение к измерениям с помощью координатно-измерительных машин КИМ в условиях ГПС стали применять координатные измерения измерительными головками непосредственно на ОЦ, что обеспечивает оперативность при контроле деталей и дает большие возможности для реализации адаптивного управления точностью обработки. Создание измерительных головок, передающих сигналы измерения бесконтактным способом (с помощью радиоканала, инфракрасным излучением) позволило производить координатные измерения. Измерительная головка в процессе обработки заготовки хранится в инструментальном магазине станка, а в момент, когда осуществляется цикл измерения устанавливается в шпиндель станка.
Измерения, проводимые непосредственно на станке, уменьшают коэффициент технического использования станка, одновременно разгружают работу транспортной системы ГПС по сравнению с измерениями, проводимыми вне станка на КИМ. На точность измерения на станке влияют тепловые деформации станка его измерительных систем и самой заготовки, а также загрязненность заготовки стружкой и охлаждающей жидкостью. Кроме того станок предназначен для обработки, а не для контроля. В связи с этим, на станке контролируются лишь некоторые ответственные размеры, причем не для окончательной их оценки, а для слежения за ходом технологического процесса.
На схеме, представленной на рис. 5.28, а, ГПС обрабатывает в автоматическом режиме шесть различных корпусных деталей и содержит четыре ОЦ 7, выполняющих фрезерные и сверлильные операции; три четырехкоординатных сверлильных станка 2с ЧПУ; два вертикальных токарных станка 3 с ЧПУ; автоматическую универсальную КИМ 4 и станции загрузки-выгрузки 5.
Связь станков между собой и с КИМ осуществляется транспортной системой — рельсовой дорогой, по которой перемещаются две транспортные тележки 6. КИМ автоматически проводит пооперационный и окончательный контроль изготовляемых деталей.
В процессе изготовления полуфабрикаты и окончательно обработанная деталь поступают на КИМ до семи раз, а критические размеры (например, отверстия коренных подшипников) проходят сплошной контроль.
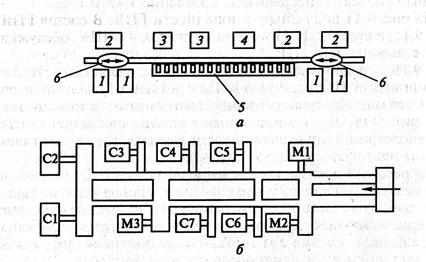
Рис. 5.28. Примеры применения КИМ в ГПС:
а — схема с одной КИМ; б — схема с несколькими КИМ; 1 — ОЦ; 2 — свер' лильные станки с ЧПУ; 3 — токарные станки с ЧПУ; 4 — КИМ; 5 — станции загрузки-выгрузки; 6 — транспортные тележки; С1 —С7 — станки с
М1-МЗ- КИМ
КИМ оснащена устройством автоматической смены измерительных головок и ЭВМ, которая работает по УП, поступающей от центральной ЭВМ. Последняя осуществляет прямое управление станками и транспортными средствами.
Существуют ГПС, в которых используют несколько КИМ, каждая из которых решает свои задачи. Примером может служить ГПС из станков с ЧПУ (рис. 9.10, б). В технологическую цепочку С6 — С7 — С4 — С5 — СЗ станков с ЧПУ, предназначенных для черновой и чистовой обработки, и станков С1 и С2, предназначенных только для чистовой обработки, включены координатно-измерительные машины М1, М2 и МЗ. Управление технологическим и транспортным оборудованием осуществляется от двух ЭВМ. Обрабатываемые детали перемещаются по конвейеру.
Машина М1 последовательно измеряет заготовки, поступающие с позиции загрузки паллет, и определяет припуск с точностью до 0,5 мм. Эта информация поступает в ЭВМ, где рассчитывается необходимое число проходов на обрабатывающем оборудовании. КИМ М2 и МЗ измеряют обработанные детали с точностью 0,005 мм. Результаты измерений поступают в ЭВМ и учитываются при управлении станками на чистовых операциях. КИМ МЗ измеряет окончательно обработанные детали, по результатам измерений составляется протокол о их качестве и фактических размерах отдельных ответственных параметров.
Контрольные вопросы:
1. Какие применяются типовые решения по созданию гибких автоматических участков и линий?
2. За счет каких факторов эффективность применения гибкой автоматического участка (линии) выше автономно работающих станков с ЧПУ?
3. В чем особенность станков-гексаподов?
4. Какие основные подсистемы имеют станки-гексаподы?
5. Какими системами оснащаются современные многооперационные станки, ГПМ для оперативного контроля деталей?
6. Где хранятся измерительные головки в ГПИ?
7. Каким способом передается информация о измерениях от измерительной головки в систему управления станка?
8. Для каких измерений используются измерительные головки?
Список литературы
1. Волчкевич Л.И. Автоматизация производственных процессов: Учеб.пособие. – 2-е изд., стер. – И.: Машиностроение, 2007. – 380 с ил
2. Шишмарев В.. Автоматизация производственных процессов в машиностроении: Учебник для студ. высш. учеб. заведений /В.Ю. Шишмарев. – М: Издательский центр «Академия», 2007. 368 с.
3. Автоматизация производственных процессов в машиностроении: Учеб. Для втузов / Н.М. Капустин, П.М. Кузнецов, А.Г. Схиртладзе и др.; Под ред. Н.М. Капустина. – М.: Высш. шк., 2004. – 415 с.: ил.
4. Юревич Е.И. Основы робототехники. – 2-е изд.перераб. и доп. – СПб.: БХВ-Птербург 2007 – 416 с.: ил.
5. Капустин Н.М., Дьяконова Н.П., Кузнецов П.М. Автоматизация машиностроения: Учеб. для вузов / Н.М. Капустин, Н.П Дьяконова, П.М. Кузнецов; Под ред. Н.М. Капустина. – М.: Высш. шк., 2002. – 223 с.: ил.
6. Черпаков Б.И. Технологическое оборудование машиностроительного производства: Учебник для студ. Учреждений сред. проф. образования / Б.И Черпаков, Л.И. Вереина. – М: Издательский центр «Академия», 2005.- 416 с.
7. Черпаков Б.И, Автоматизация и механизация производства: Учебник для студ. Учреждений сред. проф. образования / Б.И Черпаков, Л.И. Вереина. – М: Издательский центр «Академия», 2004.- 384 с.
8. Робототехника и гибкие автоматизированные производства. В 9-ти кн. Кн. 7. Гибкие автоматизированные производства в отрослях промышленности: Учеб. пособие для втузов / И.М Макаров П.Н Белянин Л.В. Лобиков и др.; Под ред. И.М. Макарова. - М.: Высш. шк., 1986. – 176 с.: ил.
9. Роботизированные производственные комплексы/ Ю.Г. Козырев, А.А. Кудинов. В.Э Булатов и др.: Под ред. - Ю.Г. Козырева, А.А. Кудинова. – М: Машиностроение, 1987. – 272 с., ил.
10. Основы автоматизации машиностроительного производства: Учеб. для машиностроит. Спец. Вузов/Е.Р. Ковальчук, М.Г. Косов, В.Г. Митрофанов и др.; Под. Ред.М. Соломенцева. – 2-е изд. испр. – М.: Высш.шк. 1999. – 312 с.: ил.
11. В.П. Вороненко, В.А. Егоров, М.Г. Косов и др. Проектирование автоматизированных участков и цехов: Учебник. /Под ред. Ю.М. Соломенцева. М.: Высшая школа, 2000. 272 с.
12. О.В. Таратынов, Г.Г. Земсков, И.М. Баранчукова и др. Металлорежущие системы машиностроительных производств: Учеб. пособие для студентов технических вузов /Под ред. Г.Г. Земскова, О.В. Таратынова. М.: Высшая школа, 1988. 464 с.
13. Проектирование технологии автоматизированного машиностроения: Учеб. для машиностроит. Спец. Вузрв/И.М. Баранчукова, А.А. Гусев, Ю.Б. Крамаренко и др.; Под ред. Ю.М. Соломенцева. – 2-е изд. испр. – М.: Высш.шк. 1999. – 416 с.: ил.
14. Ю.М. Соломенцев, К.П. Жуков, Ю.А. Павлов и др. PТK и ГПС в машиностроении: Альбом схем и чертежей. /Под общей ред. Ю.М. Соломенцева. М.:Машиностроение, 1988. 192 с.
15. Ю.М. Соломенцев, К.П. Жуков, Ю.А. Павлов и др. Промышленные роботы в машиностроении: Альбом схем и чертежей. /Под общей ред. Ю.М. Соломенцева. М.: Машиностроение, 1986. 140 с.
16. Металлообработка 89. Оборудование, приспособления и инструменты для металлообрабатывающей промышленности.- Экспоцентр. Москва, 30.5 – 8. 6. 1989
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 583; Нарушение авторских прав?; Мы поможем в написании вашей работы!