КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
И режимы нагрева слитков
|
|
|
|
Температурные интервалы ковки
Оптимальный температурный интервал ковки устанавливается путем анализа экспериментальных диаграмм пластичности, показывающих изменение механических или технологических свойств данной стали в зависимости от температуры деформации. Каждая марка стали, отличаясь химическим составом, металлургическими и структурными признаками, имеет свой, наиболее благоприятный для ковки, интервал температур, в пределах которого обеспечивается эффективное деформирование металла и требуемое качество поковки. Основные особенности стали в отношении ее пластичности при высоких температурах выявляются на соответствующих диаграммах пластичности, но, устанавливая температурные режимы ковки, особенно предельную температуру нагрева, следует учитывать возможные отклонения от заданных температур в практических условиях цеха, например, кратковременные перегревы в печах. В рабочих технологических инструкциях целесообразно предусматривать несколько сниженные (на 20—30° С) значения температур нагрева металла против максимума, установленного диаграммой пластичности. Это положение особенно важно для высоколегированных сталей, содержащих в своем составе легкоплавкие элементы. Например, перегрев стали ЭИ726 всего на 10—15°С вызывает разрушение металла при ковке вследствие наличия в этой стали легкоплавкой боридной эвтектики. Кроме того, в зависимости от металлургических особенностей производства пластические свойства стали разных плавок (даже в пределах одной и той же марки) могут быть различными, что не учитывается диаграммами пластичности.
Температура нагрева высоколегированных сталей по возможности должна обеспечить полное растворение карбидов и интерметаллидов в твердом растворе. Однако эффективность их растворения зависит не только от температуры, но и от свойств самих фаз, входящих в состав стали. Некоторые карбиды (например, карбиды ниобия) весьма устойчивы при ковочных температурах. Для полного их растворения необходим нагрев, близкий к температуре солидуса, что, разумеется, недопустимо из-за ослабления межкристаллитных связей. Слишком высокий нагрев аустенитных сталей нежелателен еще и потому, что он приводит к укрупнению кристаллической структуры вследствие активного развития собирательной рекристаллизации, хотя этот фактор при условии последующего эффективного деформирования металла не является решающим. Известное значение для выбора температуры нагрева имеет и степень чистоты деформируемой стали. Наличие в стали примесей свинца, сурьмы, олова и других легкоплавких элементов, а также неметаллических включений, располагающихся по границам зерен, ухудшает способность стали к горячей деформации. Вредное влияние примесей на пластичность стали ослабляется снижением температуры начала ковки.
В отдельных случаях температура нагрева, вполне приемлемая с точки зрения пластичности металла, должна быть откорректирована с учетом специальных требований, предъявляемых к фазовому составу данной марки стали. Это относится, в частности, к стали Х18Н9Т с регламентированным количеством -фазы. Установлено [22], что при высоком нагреве перед ковкой (до 1250° С) содержание -фазы в этой стали увеличивается. В связи с этим, если в исходном состоянии плавка имеет повышенное содержание α-фазы, высокий нагрев не рекомендуется. При большом содержании ферритной фазы пластичность стали при ковке резко снижается, вызывая нарушения сплошности и образование трещин в заготовках.
По сравнению с деформированной заготовкой технологическая пластичность слитка всегда ниже. В литом состоянии более развита химическая и физическая неоднородность металла: зональная н дендритная ликвация, местные скопления карбидов и неметаллических включений, неплотности металла. В результате деформирования металл уплотняется, зерна раздробляются и перемешиваются, хрупкие составляющие более равномерно распределяются в объеме деформируемой заготовки. Все это способствует общему повышению пластичности металла, в связи с чем для некоторых высоколегированных сталей начальный нагрев деформированной заготовки может быть установлен более высоким, чем для слитка. Указанная взаимосвязь технологических свойств и оптимальной температуры горячей деформации с исходным состоянием металла иллюстрируется диаграммой пластичности стали ЭИ395, показанной на рис. 1. Значение  соответствует степени деформации при осадке до появления первой трещины.
соответствует степени деформации при осадке до появления первой трещины.
Таким образом, большой комплекс факторов, влияющих на выбор температуры начального нагрева стали, подтверждает необходимость тщательной проверки оптимальной температуры, установленной на
основании диаграмм пластичности, в реальных условиях производства на нескольких типичных плавках с учетом исходного состояния металла и специальных требований к качеству готовых поковок.
Оценка пластичности металла при разных температурах для построения соответствующих диаграмм производится различными методами. Наиболее распространенными из них являются проба на осадку и испытание на растяжение при ковочных температурах.
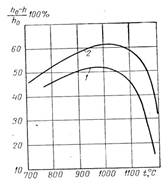
Рис. 1. Диаграмма пластичности стали ЭИ395 [17]:
1- литая сталь; 2-деформированная сталь
Метод построения диаграмм по результатам осадки образцов (рис. 1) наиболее близок условиям свободной ковки. Однако и он не полностью учитывает реальные производственные факторы деформирования. Например, в цеховых условиях образование трещин при осадке заготовок часто вызывается не пониженной пластичностью металла, а наличием поверхностных дефектов, Раскрывающихся при деформировании, и дополнительными растягивающими напряжениями на поверхности бочки вследствие большего, чем в лабораторных условиях, захолаживания торцов. Это обстоятельство надлежит учитывать при использовании диаграмм пластичности, построенных по результатам осадки образцов.
Испытание на растяжение с построением диаграмм пластичности по показателям относительного удлинения и сужения поперечного сечения образцов при высоких температурах не дает абсолютной характеристики пластичности металла применительно к производственным условиям деформации, так как схемы напряженного состояния образца и производственной заготовки, как правило, значительно отличаются одна от другой. Но такие диаграммы, характеризуя относительную пластичность металла, позволяют сопоставлять поведение разных марок стали при различных температурах и на этом основании устанавливать вполне Обоснованные температурные интервалы ковки.
На рис. 2 представлены графики изменения механических свойств некоторых высоколегированных сталей в зависимости от температуры испытания.
Сталь Х18Н9 обладает высокой пластичностью при температурах 900—1250° С. Сталь такого же типа, но с титаном (Х18Н9Т) отличается более низкой пластичностью в интервале ковочных температур, особенно при значительном содержании в ней α-фазы. В последнем случае сталь имеет удовлетворительную пластичность при температуре 900—1200° С. Это относится и к стали такого же типа, но с пониженным содержанием углерода (сталь 0Х18Н9Т), в которой содержание α-фазы относительно велико. Наилучшая деформируемость сталей 1X13 и 1Х17Н2 достигается при нагреве их до 1250—1270° С.
Температура конца ковки высоколегированных сталей устанавливается по диаграммам пластичности и рекристаллизации, исходя из основного условия, чтобы пониженная - температура ковки не приводила к резкому снижению пластичности, высокому сопротивлению деформации и образованию неоднородной разнозернистой структуры. В некоторых аустенитных сталях при ковке в области пониженных температур происходят нежелательные фазовые превращения, ухудшающие служебные свойства поковок. Это относится, в частности, к стали ЭИ572, склонной к интенсивному выделению σ-фазы в температурном интервале 930—650° С. В таких случаях, несмотря на достаточную пластичность металла,; температура конца ковки устанавливается выше температуры интенсивного образования  -фазы, т. е. выше 930° С. Отметим, что, в связи с. этой же особенностью поковки из стали ЭИ572 поел ковки надлежит ускоренно охлаждать в воде или в крайнем случае на сквозняке. Нежелательна консервация заготовок при температурах 650—930° С. В табл. 3 приведены температурны интервалы ковки некоторых высоколегированных сталей.
-фазы, т. е. выше 930° С. Отметим, что, в связи с. этой же особенностью поковки из стали ЭИ572 поел ковки надлежит ускоренно охлаждать в воде или в крайнем случае на сквозняке. Нежелательна консервация заготовок при температурах 650—930° С. В табл. 3 приведены температурны интервалы ковки некоторых высоколегированных сталей.
Во избежание значительных температурных напряженийи образования термических трещин нагрев высоколегированных сталей до 600—700°С вследствие их низкой теплопроводности должен производиться с малыми скоростями. Дальнейший нагрев до ковочных температур немногим отличается от нагрева обычных легированных сталей, так как в этом интервале температур теплопроводность сталей почти одинакова. При горячем посаде слитков температурная зона с медленным подогревом практически отпадает.

Наиболее существенным элементом режима нагрева высоколегированных сталей под ковку, оказывающим влияние на деформируемость и качество металла, является выдержка при ковочной температуре. Длительность ее, как и для обычных сталей, определяется временем, необходимым для полного прогрева металла по всему объему слитка. Но при этом оптимальное время выдержки при заданной температуре определяется еще и кинетикой фазовых изменений.
Известно, что наиболее благоприятное состояние металла при деформировании однофазное. Гомогенные структуры в связи с отсутствием упрочняющих фаз и более равномерным деформированием отдельных зерен обладают большей пластичностью при температурах ковки. При нагреве слитков из конструкционных легированных сталей отдельные составляющие структуры обычно успевают перейти в твердый раствор в процессе выравнивания температуры по сечению и никакой дополнительной выдержки, связанной с переходом гетерогенной структуры в гомогенную, как правило, не требуют.
В высоколегированных сталях, нагретых до ковочных температур, кинетика растворения составляющих протекает в более сложных условиях. Диффузионные процессы, связанные с растворением избыточных фаз и гомогенизацией структуры, в данном случае протекают медленней и требуют более длительного времени. Следовательно, для таких сталей выдержка при высоких температурах должна устанавливаться не только из условия прогрева слитков по сечению, но и из максимального растворения избыточных составляющих структуры.
При соответствующей выдержке слитков при ковочной температуре упрочняющие фазы в виде карбидов и интерметаллических соединений частью растворяются, частью коагулируют, располагаясь в структуре не плотной цепочкой по границам зерен, а разобщенно. Такое расположение малопластичных фаз более благоприятно в отношении пластичности и деформируемости стали. Однако длительность пребывания слитков и заготовок при высоких температурах не должна быть чрезмерной, так как при этом действуют и некоторые отрицательные факторы, в частности вследствие развития собирательной рекристаллизации происходит укрупнение кристаллической структуры заготовок. Этот фактор не имеет существенного значения для слитков, так как в них вследствие особенностей литой структуры роста зерен не наблюдается даже при нагреве до очень высоких температур, и для деформированных заготовок, если после нагрева следует интенсивная ковка. Но структура и свойства поковки ухудшаются, если деформация после длительной выдержки при высоких температурах незначительна. Кроме того, при содержании в стали большого количества примесей в виде окислов и сульфидов длительная выдержка уменьшает ее пластичность [17].
Применительно к первоначальному нагреву слитков и заготовок из специальных жаропрочных сталей, когда последующая деформация относительно велика, а содержание сульфидов и окислов в металле незначительно, длительные выдержки при ковочных температурах не только повышают деформируемость стали, но и улучшают ее структуру и механические свойства^ готовых изделиях. На НЗЛ это положение проверено на большом количестве слитков из разных плавок стали ЭИ572, использованных для поковок газотурбинных дисков.
Благоприятное влияние продолжительных выдержек при ковочных температурах отмечено и при деформировании других жаропрочных сплавов [23]. Поэтому в технологических инструкциях по режимам нагрева слитков из аустенитных сталей следует обусловить такую минимальную длительность пребывания их в печи при ковочной температуре, которая предусматривала бы выдержку в пределах 2—3 ч после полного прогрева слитка по всему сечению. Не вызывают опасений и более длительные выдержки (до 6—8 ч), но они нежелательны из-за большой окалины, образуемой на металле, и из соображений технико-экономического характера — увеличенной загрузки нагревательных печей и повышенного расхода топлива.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 4565; Нарушение авторских прав?; Мы поможем в написании вашей работы!