КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Газовой турбины ГТ 700-5
|
|
|
|
Поковки дисков высокого давления
Формирование кадрового резерва
Кадровый резерв – группа руководителей и специалистов, обладающих способностью к управленческой деятельности, отвечающих требованиям, предъявляемым должностью того или иного ранга, подвергшихся отбору и прошедших систематическую целевую квалификационную подготовку.
Планирование кадрового резерва имеет целью спрогнозировать персональные продвижения, их последовательность и сопутствующие им мероприятия. Оно требует проработки всей цепочки продвижений, перемещений, увольнений конкретных сотрудников.
Планы кадрового резерва могут составляться в виде схем замещения, которые имеют разнообразные формы в зависимости от особенностей и традиций различных организаций. Можно сказать, что схемы замещения представляют собой вариант схемы развития организационной структуры, ориентированной на конкретные личности с различными приоритетами. В основе индивидуально ориентированных схем замещения лежат типовые схемы замещения. Они разрабатываются службами управления персоналом под организационную структуру и представляют собой вариант концептуальной модели ротации рабочих мест.
Выделяют следующие основные этапы процесса формирования резерва кадров:
- составление прогноза предполагаемых изменений в составе руководящих кадров;
- предварительный набор кандидатов в резерв;
- получение информации о деловых, профессиональных и личностных качествах кандидатов;
- формирование состава резерва кадров.
Основными критериями при подборе кандидатов в резерв являются:
- соответствующий уровень образования и профессиональной подготовки;
|
|
|
- опыт практической работы с людьми;
- организаторские способности;
- личностные качества;
- состояние здоровья, возраст.
Источники формирования резерва кадров следующие: квалифицированные специалисты; заместители руководителей подразделений; руководители нижнего уровня; дипломированные специалисты, занятые на производстве в качестве рабочих.
Подводя итоги, следует отметить, что планирование карьеры и внутриорганизационное движение персонала при целенаправленной их реализации могут выступать инструментами профессионализации работников, а значит – инструментом развития организации и повышения ее конкурентоспособности.
Из рассмотренных выше дисков наибольшее использование в крупносерийном производстве газовых турбин получил диск из стали ЭИ572 (см. рис. 59, в). Ковка этих дисков непрерывно совершенствовалась, исследовались и осваивались новые технологические процессы, изучались дефекты металла и пути их устранения, обобщались результаты производства поковок. Ниже приводятся данные по некоторым из этих работ.
Уточнение химического состава стали
Диски, откованные из первых опытных плавок, отличались низким пределом прочности при 20° С: фактические значения σβ находились на уровне 57—61 кГ/мм2 при норме σв > 60 кГ/мм2. Одновременно не достигали заданного уровня и значения предела текучести при 600° С (основная расчетная характеристика металла дисков). При норме σ0,2 > 25 кГ/мм2 этот показатель колебался в пределах 18—23 кГ/мм2.
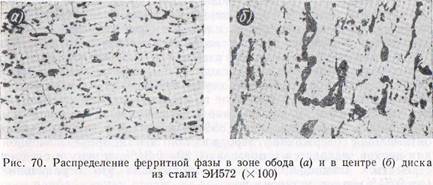
Исследованием микроструктуры было выявлено наличие в металле относительно большого количества ферритной фазы (до 15—18%), распределенной в зоне обода равномерно, а в центре ступицы преимущественно в виде скоплений по границам зерен (рис. 70). Именно большое количество второй фазы определило пониженный уровень показателей прочности металла, что было подтверждено анализом нескольких плавок, имеющих однофазную аустенитную структуру металла. Диски этих плавок отличались более ровными и более высокими значениями характеристик прочности: при 20° С σт< 70÷75 кГ/мм2, при 600° С σ0, 2 = 25÷28 кГ/мм2.
|
|
|
Одновременно эти диски отличались и более высокими значениями длительной прочности при 600° С, что объясняется пониженной жаропрочностью ферритной фазы в сравнении с аустенитной. Соответствующими испытаниями дисков, не содержащих в металле ферритной фазы, установлено, что значение предела длительной прочности за 100 ООО ч составляет 22 кГ/мм2, для дисков с содержанием ферритной фазы около 15—17 % — 18 кГ/мм2. Из этих данных следует, что наличие в структуре аустенитной стали ЭИ572 феррита в количестве 15—17% заметно снижает ее длительную прочность.
|
Задача, следовательно, состоит в том, чтобы в производственных плавках стали ЭИ572, предназначаемых для ковки дисков, содержание ферритной фазы довести до минимума. Одним из главных факторов, определяющих количество ферритной фазы в структуре этой стали является соотношение в химическом составе плавки двух групп элементов: 1) хрома, ниобия и титана, подавляющих превращение α → γ и 2) углерода и никеля, подавляющих превращение γ → α. Пределы содержания элементов в первоначально заданном химическом составе создавали большие трудности в получении стабильных результатов по минимальному содержанию ферритной фазы (по крайней мере, не более 3—5%). Поэтому в заводской технологической инструкции по выплавке стали ЭИ572 регламентированы более узкие пределы содержания углерода (0,30—0,35%), ниобия и титана (0,2—0,35%); содержание никеля увеличено до 9—11%.
Выплавка стали ЭИ572 по измененному химическому составу обеспечила вполне приемлемую микроструктуру металла в подавляющем количестве плавок. Лишь в отдельных случаях содержание ферритной фазы в металле достигало 5—8%, в остальных плавках оно не превышало 3—4%. Получению стабильных производственных результатов по содержанию ферритной фазы в плавках способствовал твердо установленный на заводе и выполняемый без каких-либо отклонений технологический процесс выплавки стали.
|
|
|
Сужение предельных значений отдельных элементов, в частности углерода, потребовало повышенного внимания к технологии выплавки стали. В первый период освоения производства плавок стремление к выполнению плавки с содержанием углерода, близким к верхнему пределу заданного химического состава, иногда приводило к наличию его в плавке до 0,36%. В этих случаях в микроструктуре дисков наблюдалось повышенное количество карбидов, что также вызывало неудовлетворительные показатели механических свойств, но уже не по нормам прочности, а по нормам пластичности. Такое явление иногда имело место и при содержании углерода в плавке 0,35%. Практикой установлено, что оптимальное содержание углерода в стали ЭИ572, предназначенной для дисков, находится в пределах 0,30—0,34%, к чему и следует стремиться плавильщикам, хотя формально это ограничение (до 0,34%) и не установлено.
Снижение верхнего предела содержания титана и ниобия способствовало уменьшению в стали пленок из сложных окислов этих элементов.
Ковка дисков из слитков удлиненной формы и исследование завариваемости осевых дефектов слитка
Технология ковки дисков из трехконусных слитков весом 2,1 т (см. рис. 66) имеет существенный недостаток — низкий выход годного, не превышающий 50%. На H3JI большое количество поковок ответственного назначения из высоколегированных сталей успешно изготовляется из слитков удлиненной формы, экономичность которых сочетается с высоким качеством получаемых деталей. Применительно к рассматриваемому диску (см. рис. 58, б) переход на слитки удлиненной формы вызывал известные опасения в связи с отсутствием в нем центрального отверстия и наличием высокой ступицы, не допускающей больших степеней осадки при выполнении поковки. Предполагалось, что осевые усадочные пороки удлиненного слитка в условиях недостаточно эффективной проработки центральных зон не будут надежно заварены и вызовут дефекты металла в готовом диске. Однако опытная партия дисков в количестве шести штук, откованная из трех плавок, не подтвердила этих опасений: поковки оказались годными по всем признакам качества металла, в том числе и по результатам ультразвуковой дефектоскопии.
|
|
|
Технологическая схема ковки диска из слитка удлиненной формы весом 2,17 т отличается от ранее рассмотренного процесса тем, что перед осадкой сбиллетированиого слитка от нижней части его отрубается годный остаток длиной 400 мм, который используется для мелких деталей. При диаметре биллета 430—470 мм и длине 1100 мм его осадка не вызывает каких-либо затруднений. С учетом годного остатка полезный выход металла из слитка составляет около 68 %.
Эффективность заварки осевых дефектов слитка удлиненной формы на разных стадиях ковки дисков была выявлена в результате экспериментального исследования, проведенного в производственных условиях. Все промежуточные заготовки на основных технологических этапах и готовые поковки дисков разрезались на элементы, позволяющие установить наличие в металле неза- варившихся дефектов слитка.
Предварительно из слитка весом 2,17 т вырезался продольный темплет для выявления исходного состояния осевой зоны.
Опыты проводились на натурных заготовках, полученных в обычных цеховых условиях по принятому на заводе технологическому процессу. Поэтому результаты исследования с наибольшим приближением отражают действительное состояние промежуточных заготовок при ковке производственных дисков. Заготовки исследовались на следующих технологических этапах: 1) после биллетирования слитка; 2) после промежуточной осадки сбиллетированиого слитка; 3) после протяжки осаженного блока; 4) готовая поковка диска.
Слитки для опытных заготовок были отлиты из стали, выплавленной в 10-тонной электропечи с основным подом. В соответствии с принятой на заводе технологией производства дисков из стали ЭИ572 все слитки поступали в прессовый цех в горячем состоянии с температурой на поверхности 600—700° С. Один слиток, предназначенный для последующей разрезки, был охлажден в печи до 400° С после 5-часовой выдержки при 750—800° С. Остальные слитки подвергались нагреву и ковке по установленному технологическому процессу.
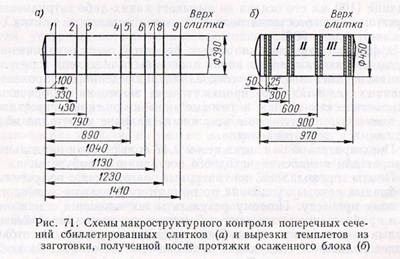
Откованные заготовки охлаждались на воздухе и в дальнейшем исследовались по следующей схеме: сбиллетированные заготовки диаметром 390 мм, полученные из двух слитков, разрубались на отдельные части, торцы которых механически обрабатывались и шлифовались под травление. С каждого торца предварительно снимался слой металла толщиной не менее 60 мм с целью исключить влияние деформированной топором зоны руба на мак- роструктурное строение торцовой поверхности заготовки. На травленой поверхности торцов изучалось наличие металлургических пороков стали, особенно дефектов, связанных с осевой зоной слитка. Схема макроструктурного контроля поперечных сечений сбиллетированных слитков, полученных в результате их разрубки и соответствующей подготовки торцов, показаны на рис. 71, а. Травление и тщательный осмотр торцовых поверхностей заготовок позволяют достаточно полно исследовать макроструктурное состояние всего объема слитка после его биллетирования.
|
Из заготовки, полученной после биллетирования и осадки слитка, вырезался продольный осевой темплет, который методом глубокого травления шлифованных плоскостей контролировался на наличие металлургических дефектов. Далее из разных зон темплета приготовлялись радиальные и осевые образцы для механических испытаний. После протяжки осаженного слитка вырезались поперечные темплеты —III (рис. 71, б) для выявления металлургических пороков стали. Металл темплетов подвергался механическим испытаниям на тангенциальных и радиальных образцах.
Окончательно сформированные опытные поковки диска проходили все стадии обработки и контроля аналогично производственным дискам из стали ЭИ572 (обдирку, термическую обработку, испытания механических свойств, макроисследование и ультразвуковой контроль!). Из диска вырезался осевой темплет для более глубокого изучения макроструктуры и механических свойств различных зон поковки.
В результате исследования в центральной части плоскости 2 (рис. 71, а) обнаружены крупные и мелкие поры, сосредоточенные в зоне размером около 70 X 80 мм. В плоскости 3 такая зона пор была уже значительно меньшей. В плоскостях 4, 5 η 6 имелись лишь отдельные рассредоточенные мелкие поры, в плоскостях 7, 8 и 9 дефектов металла не замечено. Это означает, что внутренние пороки слитка из аустенитной стали ЭИ572 (поры, рыхлости и даже осевые межкристаллитные трещины большой протяженности) завариваются под воздействием ковки с относительно малыми коэффициентами укова. Практически уже при коэффициенте укова около 1,3—1,4 верхняя половина сбиллетировапного слитка оказалась свободной от каких-либо дефектов, связанных с осевыми пороками слитка.
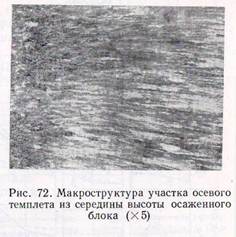
Дальнейшая деформация слитка — промежуточная осадка — повышает (или, по крайней мере, не снижает) степень плотности металла: в плоскости продольного темплета осаженного блока наблюдаются лишь единичные мелкие поры, заметных признаков несплошности металла, как следствия незаварившихся дефектов слитка, нет. Глубоким травлением выявлена макроструктура темплета, на которой отчетливо видны характер и расположение волокон. В осаженном блоке осевая зона диаметром около 100—150 мм состоит из слабоориентированных в радиальном направлении зерен, в остальном объеме блока зерна имеют в основном четко выраженную радиальную направленность волокон как результат осадки участков слитка с развитой столбчатой кристаллизацией (рис. 72).
|
Заготовка, полученная после вытяжки осаженного блока на диаметр 400 мм, исследовалась на поперечных темплетах, вырезанных из заготовки по схеме, показанной на рис. 71, б, и ультразвуковой дефектоскопией. При тщательном осмотре шлифованных поверхностей темплетов после травления не обнаружено каких- либо пороков металла. Отсутствие внутренних металлургических дефектов в объемах заготовки I—III установлено также и при ультразвуковом контроле с торцовых и цилиндрических поверхностей. Следовательно, комплекс предшествующих технологических операций — биллетирование слитка, промежуточная осадка и вытяжка осаженного блока — обеспечил полную заварку осевых
дефектов слитка в заготовке, подготовленной для конечных операций формообразования поковки.
Контроль качества металла окончательно сформированного диска методом травления и ультразвуковой дефектоскопии показал отсутствие в поковке каких-либо внутренних пороков металлургического характера. Для более глубокого контроля из диска вырезали продольный осевой темплет, исследование которого подтвердило физическую плотность металла, отсутствие несплошностей, пор и других признаков недостаточно полной заварки дефектов слитка. Такой результат вполне закономерен, так как еще до окончательной осадки и разгонки полотна промежуточная заготовка уже не имела подобных дефектов.
Проведенное исследование подтвердило надежность использования слитков удлиненной формы для ковки дисков газовой турбины ГТ 700-5 в отношении главного фактора качества диска — отсутствия внутренних пороков металла. Одновременно установлен высокий эффект заварки усадочных пороков слитка из стали ЭИ572 при относительно небольших степенях укова.
Представляет интерес и анализ механических свойств заготовок после осадки сбиллетированного слитка и протяжки блока. Продольный осевой темплет, вырезанный из осаженного блока, после исследования макроструктуры разрезался на заготовки для разрывных и ударных образцов в радиальном и осевом направлениях.
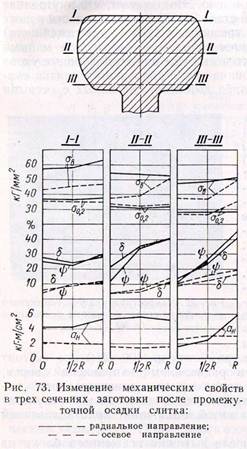
На рис. 73 приведены кривые изменения механических свойств металла в разных сечениях блока. Обращают на себя внимание следующие особенности.
|
1. Комплекс механических свойств металла, в радиальном
направлении значительно выше, чем в осевом. Это относится не только к характеристикам пластичности, но и к пределу прочности, значение которого в центральной области блока на 30—40% выше. При этом значения предела текучести σ0,2 находятся примерно на одном уровне.
2. По мере удаления от центра к периферии резко повышаются свойства пластичности δ и ψ, которые в радиальном направлении в 1,5—2 раза превышают требования технических условий. Показатели прочности в радиальном направлении изменяются незначительно. Абсолютные значения свойств пластичности δραδ и в центральной зоне блока относительно высоки (больше 20%) только в сечении, соответствующем низу слитка. В верхней части слитка δрад и ψpaд уменьшаются до значений 10—12%.
3. В центральной зоне блока наблюдается закономерное снижение механических свойств металла в радиальном направлении от низа к верху слитка. В осевом направлении механические свойства изменяются незначительно.
Таким образом, наиболее низкие механические свойства в радиальном направлении имеет центральная зона блока в области верхней части слитка.
Главная причина этого заключается в слабой эффективности механической проработки подприбыльных зон слитка при его осадке в связи с влиянием цапфы.
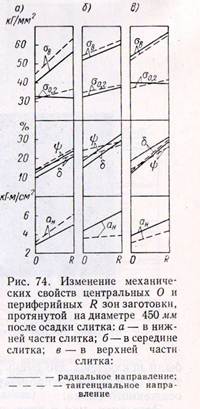
Поперечные темплеты, полученные из заготовки после протяжки блока на диаметр 450 мм (рис. 71, б), разрезались на тангенциальные и радиальные образцы. Результаты испытаний центральных и периферийных участков заготовки представлены на рис. 74.
|
Из сопоставления двух графиков, показанных на рис. 73 и 74, следует, что протяжка блока на заготовку диаметром 450 мм несколько выравнивает свойства пластичности в радиальном направлении в пределах центральных участков заготовки. При этом разница в механических свойствах центральных и периферийных зон, в том числе показателей прочности, выявляется еще более резко, чем в осаженном блоке.
Параллельно с опытным диском, откованным по установленному технологическому процессу, из слитка весом 2,17 тэтой же плавки был откован второй диск без промежуточной осадки. Технологический процесс ковки состоял из биллетирования слитка на конус диаметром 470—390 мм, вырубки заготовки длиной 1000 мм и последующей осадки ее с формированием ступицы и разгонкой полотна. Таким образом, из нормального технологического цикла
|
были исключены две очень важные в отношении проработки металла операции — промежуточная осадка слитка и вытяжка осаженного блока.
Этот диск, как и диск, откованный с промежуточной осадкой, после обдирки и термической обработки подвергался осмотру травленых поверхностей торцов и ультразвуковой дефектоскопии. Каких-либо внешних дефектов металла при осмотре не было обнаружено. Что касается ультразвуковой дефектоскопии, то при прозвучивании с торцов ступицы в центральной области диска были зафиксированы импульсы, характерные для крупнозернистой структуры металла.
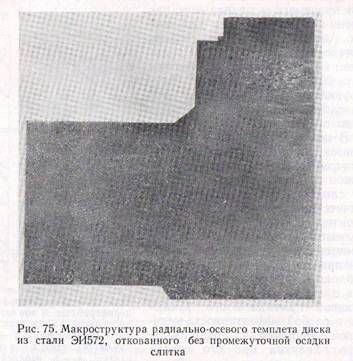
Из этого диска также был вырезан продольный осевой темплет для детального исследования. Глубоким травлением на поверхности темплета не выявлено никаких металлургических пороков, но в центральных объемах диска, примыкающих к контактным плоскостям, особенно со стороны ступицы, обнаружены участки разнозернистой структуры с преобладанием крупных зерен (рис. 75). В диске, откованном с промежуточной осадкой слитка, заметных участков крупнозернистой структуры не выявлено.
|
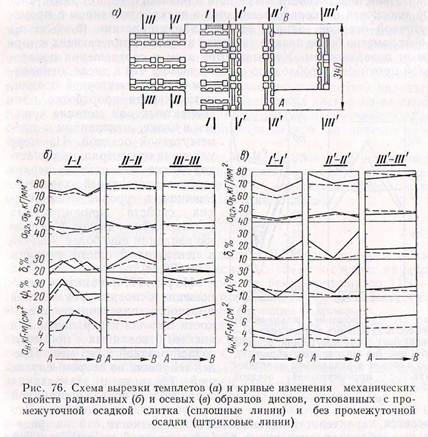
Далее оба продольных темплета подвергались всесторонним механическим испытаниям. Схема разрезки темплетов на образцы и результаты испытаний, характеризующие свойства разных объемов металла по высоте и радиусу дисков, показаны на рис. 76 в виде кривых изменения механических свойств металла поковок в радиальном и осевом направлениях.
Общий уровень механических свойств обоих дисков в радиальном направлении может быть оценен как вполне удовлетворительный. Предел текучести ни в одном из участков не снижается ниже 40 кГ/мм2, показатели пластичности б и ψ даже в центральной зоне ступицы находятся на уровне около 20—25%, а ударная вязкость составляет более 4 кГм/см2. Но при сопоставлении показателей механических свойств дисков, откованных по разным вариантам, отмечается следующая особенность: в центральной зоне диска (плоскость /—/), откованного без промежуточной осадки, показатели пластичности и вязкости в области осевой горизонтальной плоскости несколько выше, чем в диске, откованном с промежуточной осадкой, однако эти же характеристики (δ, ψ и ан) имеют заметно более низкие значения в зонах, прилегающих к торцовым поверхностям. Учитывая при этом и соотношения показателей прочности, необходимо сделать вывод, что в диске, откованном без промежуточной осадки, механическая проработка при- контактных зон металла хуже, чем в диске, откованном с промежуточной осадкой. По мере удаления от центральных участков диска это явление теряет свой закономерный характер. Разница в уровне механических свойств приконтактных участков обоих дисков в осевом направлении еще более заметна в центральной части ступицы (рис. 76, в).
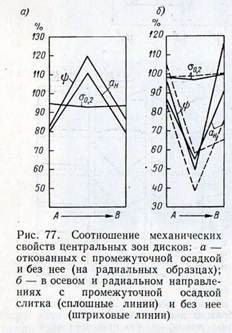
На рис. 77, а показано соотношение основных показателей прочности, пластичности и вязкости металла центральных зон дисков, откованных с промежуточной осадкой и без нее. Предел текучести во втором случае на 5—7% ниже и эта разница сохраняется почти постоянной по всей высоте дисков. Что касается характеристик пластичности и вязкости, то на радиальных образцах значение ψ в области осевой горизонтальной плоскости на 20% выше, в приторцовых зонах — на 15—18% ниже, значение ан — соответственно на 10% выше и на 20% ниже.
Для дисков, откованных по разным технологическим схемам, сохраняется общая закономерность изменения соотношения механических свойств в осевом и радиальном направлениях (рис. 77, б): почти одинаковые по высоте диска соотношения  , близкие по своему значению к 100%, и резкое падение соотношений
, близкие по своему значению к 100%, и резкое падение соотношений  в области горизонтальной осевой плоскости диска, где они достигают 40—50% при значениях в приторцовых зонах 80—115%.
в области горизонтальной осевой плоскости диска, где они достигают 40—50% при значениях в приторцовых зонах 80—115%.
|
Таким образом, диск, откованный без промежуточной осадки, уступает диску, откованному с промежуточной осадкой слитка, по уровню показателей пластичности в приторцовых зонах центральной части поковки, что связано с недостаточно эффективной проработкой этих зон при ковке и с наличием в них участков крупнозернистой структуры. Это обстоятельство имеет существенное значение, так как в известной мере снижает конструкционную прочность диска. Но не менее серьезным недостатком упрощенного процесса ковки (без промежуточной осадки слитка) является и сложность ультразвукового контроля таких дисков из-за скопления крупных зерен в зонах, подлежащих прозвучиванию, и, следовательно, ненадежность контроля дисков на наличие внутренних пороков металла.
Учитывая ответственность назначения и высокие требования к работоспособности диска в эксплуатационных условиях следует признать недопустимым исключение из технологического цикла ковки операции промежуточной осадки слитка.
Термическая обработка и средний уровень
механических свойств дисков
Термообработка дисков из стали ЭИ572 производится после грубой механической обработки (см. рис. 69, а) и состоит из двух основных операций: аустенизации с нагревом металла до 1150— 1170° С и отпуска (стабилизации) при 750—770° С. Технологически эти операции осуществляются по следующим режимам.
Аустенизация: посадка в печь при температуре не выше 300° С, нагрев до 1050° С со скоростью 80—100 град/ч с промежуточной выдержкой при 650° С в течение 3 ч и при 1050° С — 2 ч дальнейший нагрев до 1150—1170° С с максимальной скростью, допускаемой печью, выдержка при 1150—1170° С в течение 2 ч, охлаждение в воде продолжительностью 20—25 мин.
Отпуск: посадка в печь при температуре не выше 300° С с выдержкой в печи при этой температуре в течение 2 ч, нагрев до 750—770° С со скоростью 60—80 град/ч с выдержкой при этой температуре в течение 12 ч, охлаждение с печью до 400° С со скоростью не более 40 град/ч.
Практически установлено, что обусловленная режимом температура аустенизации дисков является одной из главных предпосылок высокого уровня механических свойств металла. Аустенизация с более низких температур неизбежно вызывает снижение свойств, главным образом показателей пластичности. Это обстоятельство особенно важно учесть в связи с тем, что предельная температура нагрева в большинстве термических печей находится на уровне температур аустеннзацни и поэтому любая неравномерность нагрева сказывается в сторону уменьшения температуры в определенных объемах рабочего пространства печи. В условиях производственных садок при загрузке дисками всей площади пода горизонтальных термических печей степень неравномерности нагрева в отдельных зонах нередко достигает 25—30° С, что существенно снижает установленную температуру аустенизации дисков, расположенных в этих зонах. Трудности равномерного прогрева дисков усугубляются еще и отсутствием в них центральных отверстий и относительно большой высотой по ступице.
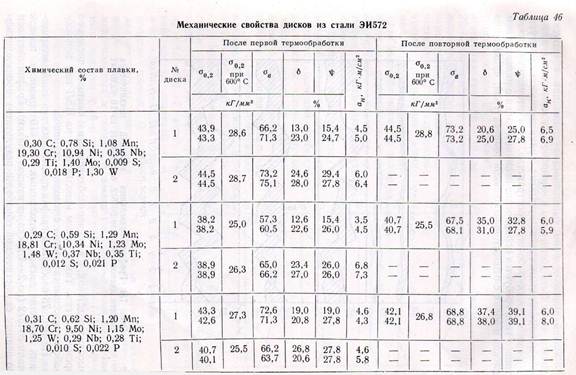
В цеховых условиях наблюдались случаи недостаточно высокого нагрева под аустенизацию отдельных заготовок в садке, связанные с большим перепадом температуры в рабочем пространстве печи. Такие заготовки, как правило, имели пониженные механические свойства. Характерно, что другие диски этой же плавки, термически обработанные в той же садке, но расположенные в другой зоне печи, во многих случаях имели вполне удовлетворительные показатели. Повторная термическая обработка дисков, выполненная с точным соблюдением установленной температуры аустенизации, обычно приводила к резкому повышению механических свойств металла. Отдельные результаты изменения механических свойств дисков после повторной аустенизации с отпуском, взятые из заводской практики, приведены в табл. 46, где для сопоставления приведены и механические свойства других дисков этих же плавок, получивших требуемые показатели после первой термообработки.
Повторная аустенизация при условии строгого выполнения основных элементов технологического режима нагрева дисков (нагрев от 1000—1050° С с максимальной скоростью, выдержка при этой температуре не более 2 ч) не приводила к заметному росту зерен. Величина аустенитного зерна в производственных дисках колебалась в основном в пределах 4—5 баллов.
Вопрос о возможной неравномерности нагрева дисков имеет очень существенное значение и для операции отпуска. В данном случае отклонение температуры отпуска от установленного режима не имело бы решающего значения при соответствующем корректировании длительности процесса, поскольку влияние двух этих факторов на результаты отпуска взаимосвязано: увеличение продолжительности отпуска компенсирует некоторое снижение его температуры, и наоборот. Но в условиях одной садки при постоянной длительности пребывания всех заготовок в печи значительная неравномерность нагрева неизбежно вызывает в дисках разную степень выделения упрочняющей карбидной фазы и, следовательно, разные свойства. Такое явление наблюдалось при недостаточном внимании технологов и обслуживающего персонала печи к проведению операции отпуска дисков из стали ЭИ572.
Оптимальные условия выполнения аустенизации и отпуска дисков могут быть достигнуты в вертикальных термических печах или в горизонтальных печах с точным регулированием температуры в разных зонах рабочего пространства. При отсутствии печей такого типа требуется ограничение величины садки с размещением дисков в зонах с относительно близкой температурой, применение
|
высоких подставок, а в случае необходимости и кантовка дисков во время отпуска. Такой прием используется на НЗЛ при термообработке массивных дисков с высокой ступицей.
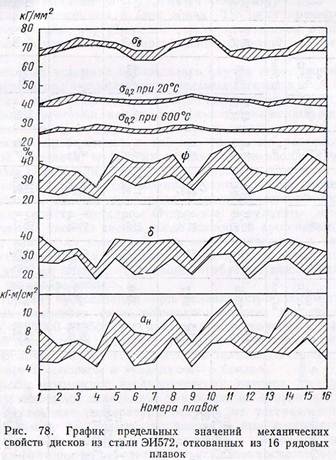
На рис. 78 изображен график предельных значений механических свойств дисков, откованных из 16 рядовых плавок стали ЭИ572 (по 2—4 диска из каждой плавки). График построен по данным статистической обработки результатов производственного контроля большого количества поковок и поэтому отражает средний фактический уровень.
|
Предел текучести при 20 и 600° С отличается относительно ровными значениями и соответствует установленным нормам. При этом, однако, нижняя граница предельных значений σ0>2 при 600° С для дисков большинства плавок находится на уровне около 25 кГ/мм2,
а верхняя граница — около 27—29 кГ/мм2, т. е. поэтому показателю диски почти не имеют запаса. Предел текучести при 20° С характеризуется устойчивыми минимальными значениями около 40 кГ/мм2 при норме по техническим условиям не менее 35 кГ/мм2. Значения σβ также не вызывают каких- либо опасений.
Свойства пластичности и ударной вязкости дисков отличаются большим разбегом значений не только в пределах 16 плавок, но и в пределах каждой плавки. Например, диски из стали плавки № 1 имеют следующие предельные значения: ψ = = 24+39%, δ =27+41%, ан = 5ч-8,4 кГ-м/см2, а из стали плавки № 6 — ψ = = 27+39%, δ =20+38%, ан = 4,2 + 8,0 кГ-м!см2. Такой перепад значений ψ, δ и ан характерен для большинства плавок. В пределах же дисков, откованных из 16 плавок, соотношение максимальных и минимальных величин ψ, δ и ан достигает значений около 2— 2,5.
Резкий перепад свойств пластичности отражает разное микроструктурное состояние металла дисков (особенно содержание в нем ферритной фазы и карбидов), весьма чувствительное к колебаниям химических элементов в пределах марочного состава стали и к фактическим режимам аустенизации и отпуска дисков.
Чем более стабильны эти факторы, тем стабильней и значения показателей ψ, δ и ан.
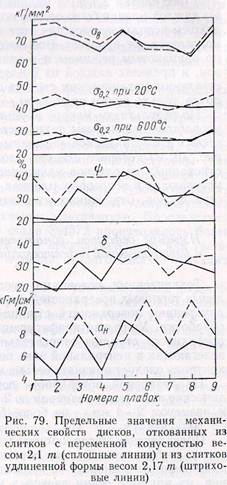
Небезынтересно и влияние профиля исходного слитка на уровень механических свойств дисков. Для выявления этой связи на H3JT был проделан такой опыт. Девять производственных плавок стали ЭИ572 разливались в изложницы двух типов — трехконусную (вес слитка 2,1 т) и удлиненной формы (вес слитка 2,17 т). Из каждой плавки было отлито по одному слитку, которые в дальнейшем использовались для ковки дисков по установленному технологическому процессу. Все поковки термически обрабатывались по одинаковым режимам и в одинаковых условиях. Таким образом, в пределах каждой из 9 плавок имелась возможность сопоставления механических свойств дисков, отличающихся друг от друга только одним признаком — профилем исходного слитка.
По результатам макро- и ультразвукового контроля все диски удовлетворяли нормам технических условий. Значения механических свойств дисков показаны на графике, изображенном на рис. 79, из которого следует, что механические свойства дисков, откованных из слитков удлиненной формы, во всяком случае не уступают (а в некоторых плавках даже заметно превышают) свойства дисков, откованных из слитков с переменной конусностью.
Изучение дефектов, обнаруженных при макроконтроле
и ультразвуковой дефектоскопии
Техническими условиями предусматривается контроль травленых торцовых поверхностей диска и всех доступных для осмотра внутренних поверхностей ступицы после чистовой механической обработки. Учитывая конфигурацию диска — выход на торцовую поверхность ступицы относительно глубоких участков металла, залегающих в центральной зоне поковки (см. рис. 58, б), — такой контроль следует признать весьма эффективным.
На травленой поверхности допускаются отдельные неметаллические включения размером до 2 мм в количестве не более 12 шт. и размером 2—4 мм — не более 5 шт. Другие дефекты металла не допускаются.
Подавляющее число производственных дисков удовлетворяло этому требованию. Только в отдельных случаях обнаруженные макродефекты выходили за пределы установленных норм. Например, из крупной серии дисков в количестве 60 шт., откованных из 22 плавок, по результатам макротравления забракован только один диск. Большинство годных дисков имело чистую поверхность без каких-либо признаков пор или неметаллических включений.
В четырех дисках на травленой поверхности обнаружены очень мелкие разобщенные неметаллические включения, по количеству и размерам не превосходящие нормы, регламентированные техническими условиями.
В забракованном диске выявлено большое количество точечных и вытянутых с различной ориентацией неметаллических включений. Некоторые из них имели протяженность до 5—10 мм и раскрывались в виде тонких трещин. Исследованием характера включений установлено, что это главным образом окисные пленки, обогащенные титаном, которые образуются в стали либо в результате повышенного содержания титана, либо в результате технологических отклонений при разливке стали (вследствие отсутствия или неэффективного действия аргона или магния в изложницах образовалась окислительная среда).
Контроль дисков ультразвуковой дефектоскопией проводился с торцовых поверхностей ступицы и полотна, обработанных под V7. Большинство дисков отличалось однородной мелкозернистой структурой во всем объеме заготовки, и прозвучивание их дефектоскопом УЗД-7Н не вызывало каких-либо затруднений. Но некоторая часть дисков имела в центральной части ступицы (как правило, в диаметре 80—100 мм) крупнозернистую неоднородную структуру, которая резко уменьшала реальную чувствительность прибора УЗД-7Н в связи с сильным рассеянием ультразвуковых волн зернами металла и затуханием ультразвука. Впоследствии прозвучивание всех дисков из стали ЭИ572 производилось более чувствительным прибором УЗДС-18, предназначенным для выявления внутренних дефектов металла в заготовках, имеющих крупнозернистую структуру.
В соответствии с принятой методикой ультразвуковой дефектоскопии дисков на торцовой поверхности ступицы каждой заготовки высверливались отверстия с плоским дном глубиной 15 мм и диаметром 3, 4, 5 и 6 мм. Отверстия располагались в зоне по окружности диаметром 120—180 мм, удаляемой при чистовой механической обработке дисков.
Перед прозвучиванием диска устанавливался наименьший диаметр отверстия, выявляемый прибором, величина которого зависела от макроструктурного состояния данной поковки. Следовательно, сама поковка являлась эталоном для определения минимальных дефектов, обнаруживаемых ультразвуковым дефектоскопом.
Условные (по сопоставлению с эталонными отверстиями) размеры допускаемых дефектов, их количество и расположение в поковке должны (в соответствии с техническими условиями) находиться в пределах следующих норм: при условных размерах от 3 до 6 мм — не более 8 шт. в поковке при расстоянии между двумя любыми дефектами не менее пятикратной величины среднего арифметического значения их условной протяженности. Возможные дефекты с условными размерами менее 3 мм не учитываются, так как они не могут быть выявлены ультразвуковым контролем
из-за помех, вызываемых структурными особенностями поковок из аустенитных сталей.
В указанные нормы укладывалось подавляющее количество контролируемых дисков. Статистическим анализом установлено, что брак поковок по результатам ультразвуковой дефектоскопии не превышал 3—4%.
|
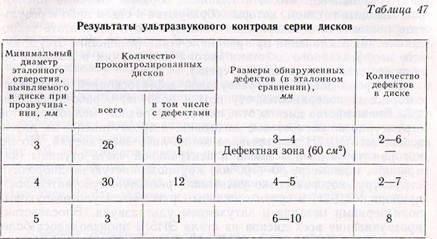
Общие результаты прозвучивания крупной партии дисков (в количестве 59 шт.) характеризуются данными, приведенными в табл. 47. Дефекты располагались преимущественно в центральной части ступицы, в зонах, близких к горизонтальной осевой плоскости диска.
Из 59 дисков 57 удовлетворяли нормам технических условий, признаны годными и поставлены на машины. Два диска, в том числе один, имеющий дефектную зону, забракованы.
Для изучения характера дефектов, выявляемых ультразвуковым контролем, некоторые из бракуемых дисков, особенно при наличии дефектных зон, подвергались разрезке и детальному исследованию в центральной заводской лаборатории НЗЛ. В большинстве случаев дефекты представляли собой окисные пленки, нарушающие сплошность металла.
В частности, в одном из дефектных дисков при прозвучивании на частоте 2,5 Мгц обнаружены скопления мелких наслоенных дефектов размером (в эталонном сравнении) до 4 мм. Дефектная зона площадью около 150 см2 расположена в центральной части диска на глубине 125 мм от торца ступицы.
Из диска по всей высоте был вырезан центральный стержень диаметром 105 мм, в котором после дополнительного прозвучивания зафиксирована дефектная зона площадью около 40 см2. Шлифованная поверхность стержня подвергалась травлению. В части цилиндрической поверхности, соответствующей месту расположения дефектной зоны, обнаружены отдельные, вытянутые вдоль оси дефекты ликвационного характера длиной 1—5 мм. Дефекты подобного типа повторялись и на поверхности стержни после его дополнительной обточки до диаметра 85 мм. На поверхности участков, в которых ультразвуковым контролем внутренние пороки металла не выявлялись, дефекты не обнаружены.
Далее стержень разрезался на части с изготовлением нестандартных разрывных образцов в осевом направлении из бездефектной зоны и из зоны, имеющей дефекты.
В первом случае механические свойства имели следующие значения: σ0, 2 = 31,5 + 34,5 кГ/мм2, σв = 41,1 +51,0 кГ/мм2, δ = 5,7 + 12,1'%, ψ = 5,2 + 15,3%, во втором — σ0, 2 = 31,1 + 32,0 кГ/мм2, σв = 38,8+39,4 кГ/мм2, δ = 4,1  5,0%, ψ = = 2,7%. Из этих данных следует, что дефектные участки диска отличаются более низкими показателями пластичности. Излом образца, взятого из бездефектного участка, матовый, однородный, среднекристаллический; излом образца, вырезанного из дефектной зоны, матовый, среднекристаллического строения с пятнами серой окраски. Исследованием микроструктуры в плоскостях, перпендикулярных дефектным и бездефектным изломам, не обнаружено какой-либо разницы в структурном состоянии металла — ни по величине зерна, ни по характеру распределения ферритной фазы. Микроанализом шлифов, приготовленных из разрывных образцов, выявлено наличие в центральных участках диска карбидной полосчатости. На шлифах наблюдались также пленки окислов.
5,0%, ψ = = 2,7%. Из этих данных следует, что дефектные участки диска отличаются более низкими показателями пластичности. Излом образца, взятого из бездефектного участка, матовый, однородный, среднекристаллический; излом образца, вырезанного из дефектной зоны, матовый, среднекристаллического строения с пятнами серой окраски. Исследованием микроструктуры в плоскостях, перпендикулярных дефектным и бездефектным изломам, не обнаружено какой-либо разницы в структурном состоянии металла — ни по величине зерна, ни по характеру распределения ферритной фазы. Микроанализом шлифов, приготовленных из разрывных образцов, выявлено наличие в центральных участках диска карбидной полосчатости. На шлифах наблюдались также пленки окислов.
Для исследования природы пятен в изломах образцов методом спектрального анализа определен их химический состав. Установлено сильное обогащение серых пятен титаном, содержание которого в два раза превышает содержание его в плавочной пробе. Ликвации других элементов не отмечено. Таким образом, серые пятна являются окисными пленками, обогащенными титаном.
Нарушая сплошность металла, они снижают его механические свойства, обнаруживаются на травленых поверхностях в виде точечных или вытянутых включений и отражают ультразвуковые колебания при прозвучивании дисков.
25. Поковки из стали Х18Н22В2Т2
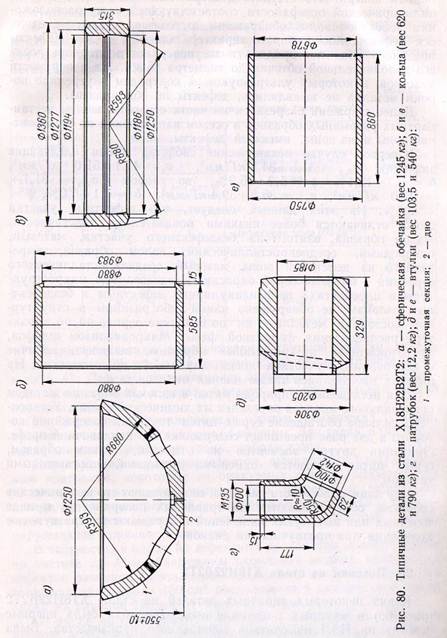
Ковка некоторых типичных деталей из стали Х18Н22В2Т2 (рис. 80) в крупных промышленных масштабах была впервые освоена на НЗЛ из слитков собственного производства. Была освоена также ковка слябов для последующей прокатки листов.
|
Склонность к образованию в слитках межкристаллитных трещин, низкая теплопроводность и повышенная чувствительность к перегреву, ограниченная способность к горячей пластической деформации и ряд других особенностей этой своеобразной аустенитной стали потребовали решения многих весьма сложных технологических задач при освоении производства поковок.
Изыскание оптимальной технологии выплавки и разливки стали, рациональных параметров слитка и термомеханических режимов ковки проводилось в цеховых условиях с учетом производственных особенностей H3JI.
Выплавка и разливка стали
Опытные, а затем и производственные плавки проводились в 10-тонной электродуговой печи двумя методами: 1) на свежих материалах с окислительным периодом; 2) переплавом отходов стали Х18Н22В2Т2 с продувкой жидкой ванны кислородом.
Данные по химическому составу готовой стали и последующий анализ результатов ковки и испытаний заготовок показали, что метод переплава легированных отходов с продувкой жидкой ванны кислородом не приводит к заметному ухудшению качества стали по сравнению со сталью, выплавленной на свежих материалах.
Производственные плавки стали Х18Н22В2Т2 по аналогичной технологии проводились также и в 40-тонной электропечи.
Для изготовления крупных поковок сталь разливалась в изложницы на слитки с отношением H/D 1,6 весом от 3,75 до 11,5 т. Часть слитков весом 6; 6,5 и 7 т имела плавающие надставки.
1,6 весом от 3,75 до 11,5 т. Часть слитков весом 6; 6,5 и 7 т имела плавающие надставки.
Для относительно мелких поковок использовались слитки двух
типов: удлиненной формы с отношениемH/ D= 3,3 весом 1,65 и 2,17 т и слитки с переменной конусностью весом 2,1 т (см. табл. 2).
Сталь Х18Н22В2Т2 характеризуется относительно узким интервалом затвердевания (1395—1367° С); ее жидкотекучесть несколько выше, чем у стали Х18Н9Т; коэффициент усадки в зоне высоких температур (1380—1336° С) α = 0,025 ммГС, т. е. значительно выше, чем у аустенитной стали Х18Н9Т, для которой значение а в интервале температур 1329—1229° С составляет 0,0096 ммГ/ С.
С.
Трещиноустойчивость стали Х18Н22В2Т2, заметно уступающая стали Х18Н9Т, весьма чувствительна к температуре заливки. С понижением температуры трещиноустойчивость значительно повышается. Опытами установлено, что трещины в слитке образуются главным образом по границам столбчатых кристаллов.
Разливка металла производилась сверху в тщательно очищенные несмазанные изложницы в атмосфере аргона или с применением металлического магния. Сопоставление аргона и магния — средств защиты от окисления жидкого металла — показало преимущества магния как в отношении качества поверхности слитков, так и трудоемкости процесса разливки. Фактор качества поверхности слитков в данном случае особенно важен, так как в дальнейшем слитки не подвергались промежуточному охлаждению и обдирке и направлялись в кузнечно-прессовые цехи для нагрева и ковки с горячего посада.
В связи с высокой жидкотекучестью стали большое внимание уделялось тщательной сборке изложниц, поддонов и надставок. Недостаточное внимание к этой операции приводило к нарушению нормальной усадки при охлаждении слитка и к образованию на нем трещин. Наблюдались также и отдельные случаи ухода металла при разливке.
Весьма важным этапом в опытных работах по освоению производства слитков из стали Х18Н22В2Т2 явился подбор оптимальной температуры жидкого металла и метода разливки. Первоначально разливка производилась непосредственно из ковша при начальной температуре 1560—1580° С. При этом часто наблюдались подтеки и главное приварка слитков к поддонам. Явление приварки приводило не только к повышенному расходу изложниц, увеличению трудоемкости работ и нарушению производственного ритма в цехах, но и к резкому ухудшению качества слитков: потеря времени и применение ударных способов освобождения слитков из изложниц нередко вызывали охлаждение их до недопустимо низких температур и появление на слитках макротрещин. Специальные приемы защиты поддонов от приварки не дали ощутимых результатов.
Заметное улучшение процесса разливки было достигнуто снижением начальной температуры металла (с 1560—1580 до 1520—1540° С), в результате чего исчезли подтеки, подприбыль- ные трещины и значительно сократились случаи приварки. Но более радикальным средством общего повышения качества слитков с полным исключением их приварки к изложницам явился переход на разливку металла через промежуточную воронку. Применение воронок вызвало необходимость повышения температуры металла в ковше перед разливкой до 1540—1550° С, в остальном существенных изменений технологии не было. Слитки охлаждались в изложницах до 700—750° С.
Нагрев слитков для ковки
Принципиальной особенностью технологии производства заготовок из стали Х18Н22В2Т2 на H3JI явился горячий посад слитков на нагрев для ковки. Непрерывность теплового цикла изготовления поковок из этой стали была осуществлена впервые, так как ранее для аналогичных поковок на других заводах использовались холодные слитки с механически ободранной поверхностью. Сопоставление в производственных масштабах результатов ковки слитков горячего и холодного посада показало бесспорные преимущества первого: резко повысился выход годных поковок за счет уменьшения трещин и расслоений металла. Преимущественное образование этих дефектов в поковках, откованных из холодных слитков, связано со склонностью стали Х18Н22В2Т2 к развитию внутренних межкристаллитных трещин при охлаждении слитков в изложницах. Трещины в основном наблюдаются по границам равноосных кристаллов и в очень редких случаях по границам столбчатых кристаллов, поэтому наличие их в слитках особенно опасно при ковке деталей сплошного сечения (в частности, валов), в которых центральная зона слитка не удаляется.
Что касается известных преимуществ холодного посада слитков, связанных с возможностью предварительного адъюстажа и повышения за счет этого качества поверхности откованных изделий, то, как установлено заводской практикой, при условии заливки слитков с магнием или в среде аргона, обдирка слитков как обязательная операция при изготовлении любых поковок из стали Х18Н22В2Т2 нецелесообразна: припуски на механическую обработку заметно не снижаются, а длительность цикла и общая трудоемкость производства заготовок резко увеличиваются.
Холодный посад слитков с предварительной обдиркой или другими видами адъюстажа (вырубка дефектов, зачистка) применяется только при заведомо неудовлетворительной поверхности слитка, связанной с нарушениями заданных условий заливки или других технологических отклонений. Но при этом горячие слитки медленно охлаждаются в печи. При замедленном охлаждении достигается, как и в случае горячего посада, минимальное развитие внутренних пороков металла типа осевых трещин. Использование такого процесса требует, однако, дополнительных печей и в производственном отношении он весьма обременителен.
Доставка горячих слитков в кузнечно-прессовый цех осуществлялась на специальной футерованной платформе. Температура поверхности слитков при посадке их в нагревательную печь колебалась в пределах 500—700° С. Температура рабочего пространства печи при посадке слитков поддерживалась в интервале 800—900° С. В отдельных случаях горячие слитки консервировались при 800—900° С, но при этом общая длительность консервации не превышала двух суток. Каких-либо особенностей в технологичности ковки таких слитков не отмечалось.
Нагрев слитков производился в камерных печах с выдвижным подом, отапливаемых газом. На первом этапе освоения использовались также мазутные печи.
Одним из главных условий успешной ковки стали Х18Н22В2Т2 является правильный нагрев металла: отсутствие общего и местного перегрева, минимальный перепад температуры по сечению слитка в процессе нагрева, равномерность температуры по всему объему слитка перед выносом.
Выполнение этих требований достигается соответствующей конструкцией печи, благоприятным расположением слитков на подине и правильно назначенным тепловым режимом нагрева.
Нормальная температура нагрева металла для ковки 1180° С. При более высокой температуре (1200—1220° С) наблюдается по-

|
вышенная склонность стали к образованию надрывов и трещин. При температуре, превышающей 1220—1230° С, большинство слитков при ковке разрушается.
Наиболее опасны местные перегревы слитка, которые в большинстве случаев возникают в результате воздействия факела пламени на металл. Характер разрушения стали Х18Н22В2Т2 вследствие местного перегрева показан, например, на рис. 81. Заготовка весом 5,2 т нагревалась в мазутной печи с кратковременным воздействием пламени форсунки на поверхность металла в одной из приторцовых зон заготовки.
Надлежащая конструкция печи, гарантирующая отсутствие открытого пламени в рабочем пространстве, является наиболее надежным средством всестороннего нагрева металла в заданных пределах температур без местных перегревов и пережогов. Однако опыт НЗЛ, нагревательные печи которого в начальный период освоения стали Х18Н22В2Т2 не отвечали этому требованию, свидетельствует о возможности предохранения металла от местного перегрева за счет простых технологических приемов: защиты металла слитков от факельного пламени специальными асбестовыми колпаками, использованием высоких лежек-подставок с расположением слитков над уровнем факела от нижнего ряда форсунок, концентрацией слитков в срединной зоне подины и др. Эти простейшие мероприятия, не решая капитально вопросы надежного нагрева слитков из высоколегированной аустенитной стали, позволили все же в короткие сроки освоить и выполнить первую промышленную серию поковок.
Равномерному нагреву слитков способствовало и строгое выполнение элементарных, но тем не менее весьма важных условий, которым не всегда придается должное значение, а именно: не допускалась посадка слитков в печь, не очищенную от окалины, высота лежек-подставок была не менее 250 мм, расстояние от слитка до края подины печи составляло около 400—500 мм, а расстояние между слитками — не менее 200 мм.
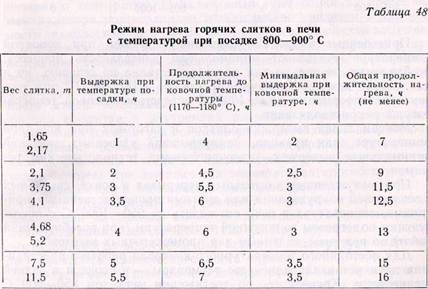
Нагрев горячих слитков из стали Х18Н22В2Т2 с температурой на поверхности при посадке 550—600° С и выше производился по режиму, приведенному в табл. 48. Практически в отдельных
|
случаях имели место незначительные отклонения от заданного режима, например некоторое уменьшение выдержки при температуре посадки, но строго выдерживались минимальная выдержка при ковочной температуре и общая длительность нагрева.
При посадке в печь подстуженных слитков с температурой на поверхности 300—350° С температура печи при посадке снижалась до 650° С, а длителыють нагрева до ковочной температуры увеличивалась на 2—4 ч в зависимости от веса слитков. В тех случаях, когда по условиям промежуточного адъюстажа или по другим причинам слитки сажались в печь холодными, они подогревались до 650° С в течение 8—12 ч. При этом температура печи при посадке не превышала 400° С.
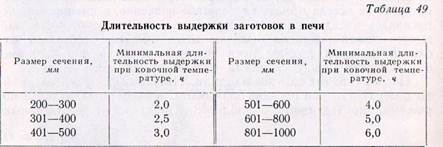
Промежуточный подогрев горячих заготовок для очередного выноса производился в печи, нагретой до ковочной температуры. При температуре металла заготовки не ниже 800° С длительность выдержки в печи в зависимости от размера сечения задавалась в пределах, данных в табл. 49.
|
Приведенные в таблице значения выдержек при ковочной температуре учитывают минимальную длительность процесса, необходимую не только для прогрева металла по сечению, но и для снятия наклепа, получаемого сталью Х18Н22В2Т2 при температуре деформации ниже 1000° С вследствие высокой темпера- ратуры рекристаллизации.
Максимальная выдержка слитков и заготовок при ковочной температуре, как правило, не превышала удвоенных значений минимальных выдержек, предусмотренных технологическим режимом.
При вынужденных длительных перерывах в ковке, связанных с остановкой оборудования или другими производственными причинами, температура в печи снижалась до 950—1000° С с последующим подогревом до ковочной температуры (при возобновлении работ) по режимам, заданным для промежуточных заготовок.
Для постоянного температурного контроля рабочего пространства печи устанавливались две термопары — в своде и в задней стенке печи. Кроме того, по достижении металлом 850—900 С
температура каждый час контролировалась оптическим пирометром. Регулируя температуру в печи по показаниям термопар с учетом замеров температуры металла оптическим пирометром, нагревальщик обеспечивал весьма точное выполнение заданных режимов нагрева.
Общие условия ковки
Ковка стали Х18Н22В2Т2 производится в температурном интервале 1180—900° С. Так как нагрев металла выше 1180—1190 С недопустим, то с учетом неизбежных потерь температуры слитка с момента выдачи его из печи до первого обжима бойком фактический интервал ковки следует оценить как весьма узкий. Поэтому как с точки зрения производительности процесса, так и качества заготовок очень важно предусмотреть условия, ускоряющие подачу слитка к прессу или молоту и интенсифицирующие процесс ковки. На H3JI было принято положение, при котором слитки из стали Х18Н22В2Т2 загружались только в нагревательные печи, расположенные в непосредственной близости от ковочного пресса. При наличии соответствующих приспособлений для быстрого захвата и съема слитка с подины печи и организационной увязки всех подготовительных моментов ковки начальная температура ковки колебалась в пределах 1150—1160° С. Наличие у пресса и молота ковочного манипулятора способствовало сокращению вспомогательного времени и интенсификации ковочных операций, что позволяло выполнять относительно большой объем деформации за каждый вынос даже в условиях столь узкого интервала температур. Параллельный опыт ковки на прессе без манипулятора подтвердил не только резкое увеличение длительности технологического цикла, но и ухудшение качества заготовок в отношении поверхностных дефектов (трещин, надрывов и пр.) вследствие неизбежного смещения ковки в область пониженных температур деформации. Ковочный манипулятор особенно необходим при изготовлении поковок типа валов, так как из-за склонности стали Х18Н22В2Т2 к образованию межкристаллитных трещин в слитке и внутренних разрывов металла в поковках пониженная температура конца ковки является одним из факторов, вызывающих появление в поковке осевых трещин. Аналогичное явление относится и к слябам, используемым для прокатки листов, ковка которых при пониженных температурах способствует развитию дефектов в виде расслоений металла.
Перед отделочными операциями, когда объем предстоящей деформации за данный вынос не превышал 12%, температура подогрева снижалась до 1100—1120° С. При нормальной длительности выдержки подогреваемых при этой температуре заготовок не отмечалось критического роста зерен.
Появляемые на поверхности деформируемой заготовки трещины и надрывы вырубались в процессе ковки. Вырубка дефектов при температуре металла ниже 1050° С вызывала известные трудности вследствие относительно высокой твердости и повышенного сопротивления деформированию металла в нижней зоне ковочных температур. В этом случае перед вырубкой дефектов заготовки подогревались до 1160 1180°С.
При выполнении поковок из стали Х18Н22В2Т2 строго выдерживались основные технологические правила, применяемые при ковке высоколегированных сталей: подогрев бойков, осадочных плит и другого ковочного инструмента до 200—300° С, протяжка слитков в вырезных бойках (с подачей l/h > 0,7) и без
резких переходов сечений, применение смазки (графит с жидким стеклом), относительно небольшие величины обжатий (при осадке плитой не более 80 мм за один ход пресса).
Вследствие большого объема усадочных раковин в прибыльной части слитка цапфа под патрон ковалась, как правило, из нижней части прибыли, непосредственно примыкающей к слитку, а иногда даже с захватом верхней части слитка на 50—70 мм.
Несмотря на такие предосторожности в практике нередко наблюдалось полное разрушение цапфы при ее выполнении из-за неполноценности прибыли (пустотелость, кольцевые трещины у основания прибыли и др.). В этих случаях для закатки цапфы использовалась донная часть слитка. Ненадежность прибыли, характерная для слитков из стали Х18Н22В2Т2, является одной из причин относительно низкого выхода годного, закладываемого в расчет технологических параметров ковки.
При ковке на прессах стали Х18Н22В2Т2 резко снижается стойкость рабочего инструмента (бойков, оправок и пр.), изготовленного из обычных штамповых сталей. Например, оправка для протяжки пустотелой заготовки, изготовленная из стали 5ХНВ, нередко выходит из строя после двух-, трехкратного использования вследствие ее высокого разогрева и недопустимой деформации. Вопрос подбора высокостойких материалов для изготовления рабочего инструмента, контактирующего при ковке с горячим металлом, является весьма серьезным в общем комплексе проблем, связанных с освоением производства поковок из стали типа Х18Н22В2Т2. Высокую стойкость показали бойки и оправки, изготовленные на H3JI из стали ЗХ2В4Ф.
Ниже приводятся данные по технологическому процессу и практическим результатам ковки некоторых типичных поковок из стали Χ18Н22В2Т2.
Слябы. Ковка слябов толщиной до 200 мм и шириной до 1050 лш„ предназначенных для прокатки их на листы толщиной 35 мм, производилась из слитков весом до 4,68 т. В последующем листы использовались для горячей штамповки сферических днищ диаметром до 1000 мм и полуобечаек такого же диаметра. Основное требование к качеству листов заключалось н отсутствии расслоений и достаточно высокой однородности механических свойств в разных направлениях, что прежде всего определялось качеством исходных поковок слябов.
Вес слитка выбирался исходя из условий минимально необходимого объема металла на одну поковку. Требуемая ширина слябов достигалась предварительной осадкой слитка, которая первоначально рекомендовалась и как фактор более высокого уровня механических свойств.
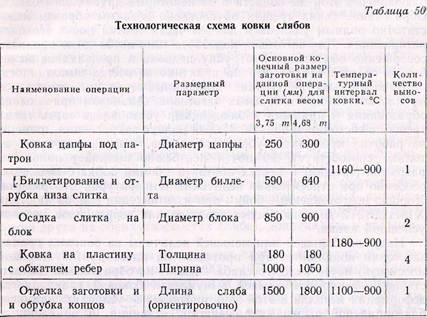
В табл. 50 даны технологическая схема и основные параметры ковки слябов из слитков весом 3,75 и 4,68 т.
|
Все операции ковки выполнялись на прессе усилием 2000 Τ, снабженном ковочным манипулятором. Ковка цапфы и биллетирование осуществлялись в ромбических бойках, для промежуточной осадки слитка использовалась верхняя осадочная плита со сферическим профилем, а протяжка осаженного блока на пластину производилась между нижним и верхним плоскими бойками. Величина обжатий при биллетировании составляла 40—50 мм за проход, при протяжке на пластину на первых операциях — 50—80 мм, а на конечных — до 15—20 мм.
Анализ результатов ковки опытно-производственных партий слябов показал, что в большинстве случаев начальная температура деформации фактически колебалась в пределах 1080—1150° С, а конечная — в пределах 900—930° С. В этом интервале температур выполнение поковок, за редкими исключениями, укладывалось в заданное технологическим процессом количество выносов, а в отдельных случаях, с ведома технологов, количество выносов даже сокращалось (главным образом на операции осадки) с двух до одного.
В процессе ковки, особенно на операциях протяжки осаженных блоков, на поверхности отдельных заготовок иногда возникали трещины и боковые надрывы. Глубокая осевая трещина длиной до 700 мм была отмечена на конце одной из заготовок, соответствующем низу слитка. Осевые трещины меньшей протяженности наблюдались в этой же области и на некоторых других заготовках. Образование таких трещин обусловлено главным образом недостаточно полным удалением донной части слитка после его биллетирования. Для заготовок подобного типа необходимо признать совершенно обязательной отрубку поддона в пределах не менее 6—7% от веса слитка, что на практике не всегда выполнялось.
Относительно неглубокие поперечные трещины отмечались на плоскостях протягиваемых заготовок. Анализом причины их образования и прямыми наблюдениями установлена связь таких трещин с состоянием бойков. Малый радиус закругления, наличие на рабочих кромках зазубрин, заусенцев, наплывов металла не только способствует, но почти неизбежно вызывает появление разрывов (трещин) в местах контакта кромки бойка с металлом, особенно при относительно невысокий температурах деформации. Хорошо подготовленные бойки при изготовлении слябов из стали Х18Н22В2Т2 должны рассматриваться как непременное условие успешной ковки.
Надрывы большей или меньшей величины на боковых гранях заготовки появлялись при протяжке на пластину (по широкой плоскости) почти каждого сляба. Момент их образования соответствовал обычно наибольшей выпуклости боковой грани, когда деформация металла в этой зоне протекает в условиях наименее благоприятной схемы напряженного состояния, и пониженным температурам металла боковых граней на последних операциях данного выноса. Улучшение деформируемости боковых граней достигалось частой кантовкой заготовки и попеременным обжатием ее по плоскости и по узкой грани. Это сдерживало развитие боковой выпуклости и в известной мере предохраняло кромки заготовок от резкого захолаживания. Для более продолжительного сохранения высокой температуры металла при ковке заготовки на пластину применялись щиты из листового асбеста.
Трещины, появляющиеся на плоскостях деформируемых заготовок, и глубокие надрывы на боковых гранях удалялись зубилом в процессе ковки. Эта операция должна проводиться своевременно и аккуратно, ибо развитие при ковке зародышевых трещин протекает весьма активно, и в производственных условиях нередки случаи брака слябов по заданным размерам из-за недостаточного внимания к этой операции. При появлении осевой трещины на конце заготовки соответствующая часть металла немедленно отрубается.
В условиях деформирования слитков из стали Х18Н22В2Т2 без предварительной обдирки наличие на окончательно откованных слябах тех или иных поверхностных дефектов практически неизбежно. Поэтому техническими условиями предусматривалась обязательная обдирка слябов до запуска их в дальнейшую прокатку. При сечении сляба 180 X 1050 мм поминальный припуск на обдирку по плоскостям составлял 15 мм, а по боковым граням — 25 мм на сторону. Соответственно на поверхности слябов допускалось наличие местных дефектов глубиной до 10 мм на плоскостях и 15 мм на боковых гранях.
Большинство откованных слябов по характеру, величине и количеству наружных дефектов удовлетворяло требованиям технических условий. Фактически на плоскостях слябов трещины, надрывы и другие дефекты глубиной 8—10 мм наблюдались только в единичных случаях и, как правило, не превышали 5— 6 мм. Надрывы на боковых гранях имели более распространенный характер, и их глубина по преимуществу находилась в пределах допускаемых значений. В отдельных весьма редких случаях слябы имели более глубокие
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 1643; Нарушение авторских прав?; Мы поможем в написании вашей работы!