КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Сравнение угла с мерой, имеющей постоянное значение угла
|
|
|
|
Методы и средства измерения углов
Дифференцированное измерение резьбы
Комплексные средства контроля резьбы
Приборы для измерения элементов резьбы
Всю совокупность методов и средств измерения резьбы можно разделить на две группы - для комплексного контроля и для измерения отдельных элементов (дифференцированные измерения).
1. Приведенный средний диаметр резьбы – это средний диаметр воображаемой идеальной резьбы, которая плотно соприкасается с реальной резьбой по боковым сторонам.
2. Резьбовые калибры. Подход к этим калибрам такой же как и для гладких цилиндрических деталей, т.е. так же имеются проходные (ПР) и непроходные (НЕ) калибры
Проходной калибр ПР должен свободно свинчиваться. Непроходной калибр НЕ не должен свинчиваться.
3. Приборы для комплексного измерения резьбы. Такие приборы работают по одной и той же схеме - в качестве измерительного элемента используется составной калибр в виде гайки или болта и измеряется расстояние между этими частями при введении их в соприкосновение с измеряемой резьбой после предварительной настройки по установочным калибрам или другим мерам.
Выделяют три группы методов и средств измерения:
1) среднего диаметра резьбы:
- на универсальном или инструментальном микроскопе (УИМ и БМИ);
- с использованием проволочек;
- микрометром со вставками.
2) шага резьбы:
- с помощью резьбовых шаблонов (номинальный шаг);
- на универсальном или инструментальном микроскопе (УИМ и БМИ);
- на специальных приборах (измерительных машинах).
3) угла профиля резьбы.
Основными средствами измерения угла профиля резьбы являются инструментальный и универсальный микроскопы.
Существуют следующие методы измерения углов:
1) сравнение угла с мерой, имеющей постоянное значение угла;
2) сравнение с углом, на который настраивается измерительное средство;
3) сравнение с углом на угловой шкале прибора;
4) координатный метод измерения.
К этому виду относится вся совокупность угловых мер, которые в принципе представляют собой нормальные калибры. Эти меры часто называют «жесткими мерами».
Наибольшее применение имеют меры в виде угловых шаблонов, призматических угловых мер, угольников и конусных калибров.
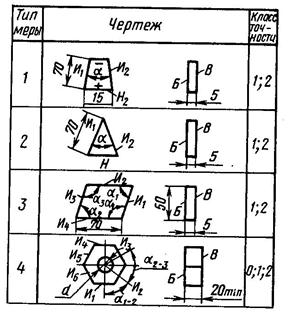 Призматические угловые меры - это меры постоянного значения угла, представляющие собой геометрическую фигуру в виде прямой призмы. Наибольшее распространение получили четыре разновидности угловых мер:
Призматические угловые меры - это меры постоянного значения угла, представляющие собой геометрическую фигуру в виде прямой призмы. Наибольшее распространение получили четыре разновидности угловых мер:
- мера со срезанной вершиной;
- островершинная мера;
- мера с четырьмя рабочими углами;
- многогранная призма.
В отношении угловых мер можно провести полную аналогию с плоскопараллельными концевыми мерами длины.
Их изготовляют наборами с различной градацией значения угла (через 2°, 1°, 1´, 15´´) при различных номинальных значениях до 90°.
Угловые меры имеют доведенные поверхности, являющиеся сторонами рабочего угла. Плоскопараллельные концевые меры можно рассматривать как угловые меры с рабочим углом 180°.
Как и концевые меры длины, угловые меры изготовляют нескольких классов точности (00, 0, 1 и 2). Угловые меры, как и концевые, аттестуются разрядами.
Рабочие поверхности угловых мер обладают свойством притираемости и из них могут создаваться блоки. Сцепление угловых мер менее надежно, чем у концевых мер, из-за небольшой ширины измерительных поверхностей и относительно большой высоты угла. Поэтому для угловых мер при образовании блоков предусмотрены струбцины.
Применение угловых мер обычно осуществляется двумя способами:
 1. Меру с номинальным значением угла контролируемой детали прикладывают к одной стороне проверяемого угла и определяют совпадение по другой стороне.
1. Меру с номинальным значением угла контролируемой детали прикладывают к одной стороне проверяемого угла и определяют совпадение по другой стороне.
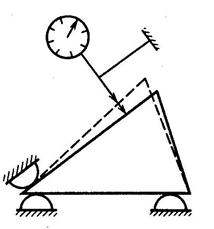
2. Жесткая мера используется в качестве установочной меры и отклонение измеряемого угла от угла меры определяется по показаниям измерительной головки с учетом ее положения.
 ,
,
где p - показание измерительной головки; m - расстояние от неподвижной точки контакта до вершины угла.
Угольники – это угловые меры с рабочим углом 90°.
В машиностроении наиболее часто предъявляют требование к перпендикулярности сторон детали, т.е. к обеспечению угла 90°.
Существуют три основные конструктивные формы угольников:
- плоские (лекальные);
- цилиндрические;
- Г-образные.
Применение угольников аналогично применению угловых мер.
Конусные калибры - относятся к группе нормальных калибров.
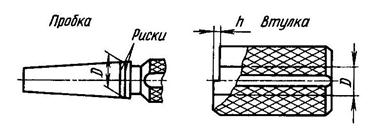
Существуют два способа использования конусных калибров - по базорасстоянию и по краске.
Контроль калибрами по базорасстоянию заключается в определении осевого положения калибра относительно изделия. Для этих целей на конусных калибрах указаны пределы допускаемого осевого смещения.
Контроль калибрами по краске заключается в том, что на коническую поверхность калибра наносят слой краски, после чего калибр сопрягают с контролируемым изделием и поворачивают на 3/4 оборота. После извлечения калибра по пятнам краски на поверхности изделия судят о степени прилегания калибра к изделию.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 492; Нарушение авторских прав?; Мы поможем в написании вашей работы!