КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Организация производственных процессов во времени
|
|
|
|
Организация производственного процесса во времени представляет собой способ сочетания во времени основных, вспомогательных и обслуживающих процессов по переработке "входа" организации в ее "выход". Важнейшим параметром организации производственного процесса во времени является производственный цикл изготовления предмета труда, оказания услуги или выполнения работы от подготовительных операций до заключительных. Длительность производственного цикла состоит из рабочего времени и времени перерывов (рис.8. 2).
Рассмотрим содержание отдельных составляющих производственного цикла. Рабочий период изготовления предмета труда состоит из времени технологических операций, транспортно-складских операций и контрольных операций. В свою очередь, время технологических операций состоит из подготовительно-заключительного времени и штучного времени. Подготовительно-заключительное время затрачивается в начале рабочей смены на подготовку рабочего места, отладку оборудования, приспособлений, установку инструментов и в конце рабочей смены на снятие приспособлений, инструментов и т. п. Это время тратится на партию обрабатываемых в течение смены предметов труда.
Перерывы в рабочее время подразделяются на естественные процессы (сушка, нормализация после термообработки и другие операции, протекающие без участия человека), организационные перерывы (ожидание освобождения рабочего места, задержка поставки комплектующих изделий и т. п.), регламентированные перерывы (перерывы на обед, отдых и т. п.).
Длительность производственного цикла изготовления изделия в целом рассчитывается после построения графика протекания сложного процесса сборки изделия и расчета длительности производственных циклов изготовления штучных деталей или их партий. Эта работа выполняется технологами. Например, длительность производственного цикла изготовления партии одноименных деталей определяется как сумма по всем операциям подготовительно-заключительного времени, штучного времени (при этом учитывается одновременность выполнения одной и той же операции на нескольких рабочих местах, параллельность выполнения всех операций, планируемый коэффициент перевыполнения норм выработки), времени естественных процессов, транспортирования, контроля качества, перерывов.
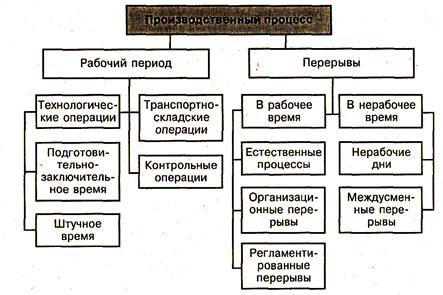
Рис. 8.2 Структура производственного цикла
Основными факторами сокращения длительности производственных процессов являются:
• упрощение кинематической схемы изделия, его конструкции, повышение уровня блочности для изделий крупносерийного и массового производства. "Простота конструкции — мерило ума конструктора";
• упрощение и совершенствование технологических процессов изготовления изделия;
• унификация и стандартизация составных частей изделия, его конструктивных элементов, элементов технологических процессов, оборудования, оснастки, организации производства;
• углубление подетальной, технологической и функциональной специализации на основе унификации и увеличения программы выпуска изделий и его составных частей;
• сокращение удельного веса механически обрабатываемых деталей;
• анализ соблюдения принципов рациональной организации производственных процессов: пропорциональности, параллельности, непрерывности, прямоточности, ритмичности и др.;
• механизация и автоматизация учета времени, контрольных и транспортно-складских операций;
• сокращение времени естественных процессов путем замены их соответствующими технологическими процессами;
• сокращение межоперационных перерывов;
• увеличение удельного веса технически обоснованных норм времени, норм обслуживания, норм расхода ресурсов. Стимулирование экономии времени и выполнения требований по качеству.
Организация производственных процессов во времени основывается на анализе соблюдения принципов пропорциональности, непрерывности, параллельности, прямоточности, ритмичности и др. Рассмотрим эти принципы.
Пропорциональность — принцип, выполнение которого обеспечивает равную пропускную способность разных рабочих мест одного процесса, пропорциональное обеспечение рабочих мест информацией, материальными ресурсами, кадрами и т. д.
Принцип пропорциональности следует помнить при решении любых вопросов, так как "скорость эскадры определяется скоростью самого тихоходного судна". Пропорциональность определяется по формуле:
 (8.2)
(8.2)
где Mmin - минимальная пропускная способность, или параметр, рабочего места в технологической цепи (например, мощность, разряд работ, объем и качество информации и т. п.);
Мтах - максимальная пропускная способность.
Приведем пример оценки пропорциональности технологической цепочки по разряду работ
Таблица 8.1. Пример оценки пропорциональности
| Наименование разряда | Разряды по рабочим местам | |||
| 1 | 2 | 4 | ||
| Разряд работ | ||||
| Разряд рабочего |
Анализ данных таблицы показывает, что на первом рабочем месте разряд рабочего ниже требуемого разряда работ по технологии, значит, велика вероятность брака. На третьем рабочем месте, наоборот, работы третьего разряда выполняет рабочий четвертого, значит, налицо перерасход заработной платы, так как рабочему надо платить по его разряду. А на последнем рабочем месте, чаще самом ответственном, чистовая работа пятого разряда выполняется рабочим третьего разряда. Экономия на заработной плате чревата вероятностью брака. По фактическим данным пропорциональность технологической цепочки по наиболее узкому месту равна: 3·100/5=60%. Значит, необходимо реализовать организационные мероприятия по обеспечению соответствия разрядов работ и рабочих.
Непрерывность — принцип рациональной организации процессов, определяемый отношением рабочего времени к общей продолжительности процесса:
 (8.3)
(8.3)
где Т раб — продолжительность рабочего времени; Тц — общая продолжительность процесса, включающая простои или пролеживание предмета труда между рабочими местами, на рабочих местах и т. п.
Параллельность — принцип рациональной организации процессов, характеризующий степень совмещения операций во времени. Виды сочетаний операций: последовательное, параллельное и параллельно-последовательное.
Коэффициент параллельности рекомендуется определять по формуле:
 (8.4)
(8.4)
Прямоточность — принцип рациональной организации процессов, характеризующий оптимальность пути прохождения предмета труда, информации и т. п.
Ритмичность — принцип рациональной организации процессов, характеризующий равномерность их выполнения во времени. Коэффициент ритмичности рекомендуется определять по формуле:
 (8.5)
(8.5)
где К'ф — фактический объем выполненной работы за анализируемый период (декада, месяц, квартал) в пределах плана (сверх плана не учитывается); V'a — плановый объем работ. Приведем пример оценки ритмичности (табл. 8.2).
Таблица 8.2 Оценка ритмичности (млн. тенге)
| Показатели | Выпуск по декадам | Всего за месяц | ||
| 1 | 2 | |||
| V план | 20 | |||
| V факт | 5 |
Коэффициент ритмичности будет равен:
Критм. = (5 + 10 + 20)/(20 + 20 + 20) = 35/60 = 0,58.
Анализ данных таблицы показывает, что хотя за месяц план перевыполнен на 8%, коллектив работал плохо, 84% плана было сделано в последнюю декаду, имели место штурмовщина и брак в работе.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 817; Нарушение авторских прав?; Мы поможем в написании вашей работы!