КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Методи технічного обслуговування автомобілів
|
|
|
|
Тема 23: Методи технічного обслуговування і ремонту автомобілів
Навчальні питання:
1.Методи технічного обслуговування автомобілів.
2.Розрахунок параметрів потокових ліній.
3.Розрахунок кількості робочих постів.
4.Методи поточного ремонту автомобілів.
5.Перспективи потокового обслуговування автомобілів.
Розрізняють два методи ТО автомобілів:
- одиничний
- і потоковий.
Під одиничним методом розуміють виконання усіх робіт, пов'язаних з доглядом за автомобілем на одному посту. Цей метод застосовують на невеликих ВАТ АТП, у польових умовах та ін.
Для одиничного методу ТО автомобілів характерні:
- широка номенклатура робіт, рідка повторюваність однотипних робіт;
- відсутність типізованих технологічних процесів, різна послідовність виконання операцій і їх несинхронність;
- велика трудомісткість і тривалість циклу обслуговування, комплексність операцій; відносно велика частка ручних робіт, низька продуктивність праці, висока кваліфікація виконавців робіт;
- великі втрати часу на маневрування автомобілів при переїзді з поста на пост.
Потоковий метод перспективніший, він дає змогу реалізувати всі принципи раціональної організації виробництва.
При потоковому методі всі роботи виконуються на кількох розташованих у технологічній послідовності спеціалізованих постах, сукупність яких створює потокову лінію. Переміщення автомобілів із поста на пост при потоковому методі ТО може бути примусовим (конвеєрами) і своїм ходом. Пости розташовують прямолінійно, що дає змогу застосовувати механічну тягу і забезпечує най-коротші шляхи переміщення автомобіля з поста на пост.
На постах потокової лінії розташування автомобілів може бути поздовжнім (вісь автомобіля збігається з віссю потокової лінії), кільцевим, поперечним (вісь автомобіля перпендикулярна до осі потокової лінії). При поперечному розташуванні автомобіля скорочується довжина потокової лінії і полегшується з'їзджджання автомобіля з будь-якого поста. Потокові лінії організовують окремо для кожного виду обслуговування, це зумовлено різним обсягом і характером робіт.
Потоковий метод ТО потребує забезпечення однакового терміну перебування автомобіля на кожному посту, виконання певного обсягу робіт і сталої чисельності працюючих. Порушення виконання обсягу робіт хоча б на одному посту спричиня простої на інших постах і порушує процес потокового виробництва. Тому організація обслуговування на потокових лініях потребує однотипності автомобілів і однакового обсягу обслуговування, що утруднює в багатьох випадках їх використання, особливо при ТО-2, за якого обсяги робіт дуже різняться і виникає велика асинхронізація роботи постів.
Розрізняють потоки неперервної і періодичної дії.
Потоком неперервної дії називають таку організацію технологічного процесу, за якої ТО здійснюється при неперервному переміщенні автомобілів по робочих постах. Швидкість конвеєра обирають від 0,8 до 1,5 м/хв. Потік неперервної дії в основному застосовується для робіт щоденного обслуговування (ЩО).
Потоком періодичної дії називають таку організацію технологічного процесу, за якої автомобілі періодично переміщуються з одного робочого поста на інший. Цю форму організації застосовують для робіт ТО-1 і ТО-2. Швидкість пересування конвеєра при цьому становить від 10 до 15 м/хв.
Потоковий метод ТО ефективний:
- якщо добова або змінна програма обслуговування достатні для повного завантаження потокової лінії;
- точно додержується графік подачі автомобіля;
- чітко розподіляються операції ТО за виконавцями;
- роботи широко механізуються й автоматизуються;
- є належна матеріально-технічна база, резервні пости і «ковзні» виконавці;
- добре налагоджено постачання потокової лінії всіма потрібними деталями, матеріалами й інструментом.
Потоковий метод дає змогу підвищувати культуру обслуговування, поліпшувати умови праці й техніку безпеки, підвищувати продуктивність праці та якість обслуговування, застосовувати високопродуктивне устаткування, засоби механізації та автоматизації, забезпечувати ритмічність виробничих процесів, краще використовувати виробничі площі.
Разом з ТО можна виконувати технологічно пов'язані з ним операції супровідного поточного ремонту малої трудомісткості (при ТО-1 до 5—7 люд.-хв, при ТО-2 — до 20—30 люд.-хв), що часто повторюються. Сумарна трудомісткість операцій супровідного поточного ремонту не має перевищувати 15—20 % трудомісткості відповідного ТО.
Потоковий метод ТО як найбільш прогресивний застосовують в ВАТ АТП при організації ЩО і ТО-1 і меншою мірою — ТО-2.
Розглянемо схему технологічного планування потокової лінії ТО-1 на три робочих пости (мал. 1). Пропускна здатність цієї лінії становить 15—4 обслуговувань за зміну, що задовольняє потреби ВАТ АТП з 240—350 вантажних автомобілів, загальний річний пробіг яких за середніх умов експлуатації становить 8—10 млн км.
Пости № 1 і № 2 призначені для виконання контрольно-діагностичних, регулювальних, кріпильних, електротехнічних і шинних робіт.
Пост № 3 спеціалізований для виконання мастильних, заправних та очисних робіт.
До робочих постів з боку в'їзду примикають тамбури розміром на одне автомобіле-місце кожен, обладнані конвеєром і відокремлені від робочих постів легкими шторними воротами.
Наявність тамбурів сприяє більш ритмічній роботі лінії і поліпшенню умов праці; зменшенню задимлення, протягів і охолодження робочого приміщення при встановленні автомобілів; процесу підготовки автомобіля до обслуговування (обігрівання, очистка); забезпеченню підпору на потоковій лінії і безперешкодному її звільненню після завершення робіт на останньому посту. На цих типових потокових лініях можна виконувати і ТО-2.

Мал. 1. Схема технологічного планування потокової лінії ТО-1:
1 — механізм приводу воріт; 2 — установка для теплової завіси воріт; З — напрямні ролики; 4 — конвеєр для переміщення автомобілів; 5 — гайковерт для гайок коліс; 6 — слюсарний верстак; 7 — повітророздавальна автоматична колонка; 8 — стелаж-вертушка для кріпильних деталей; 9 — стіл-візок електрика; 10 — підйомник для вивішування коліс; 11 — гайковерт для гайок стрем'янок ресор; 12 — підставка для оглядової канави; 13 — ящик для інструментів і кріпильних деталей; 14 — бак для гальмівної рідини; 15 — ящик для обтиральних матеріалів; 16 — місток перехідний; 17 — стіл для складання заявок і зберігання облікової документації бригади; 18 — оливороздавальна колонка; 19 — стіл-візок мастильника; 20 — пристрій для прокручування карданного вала; 21 — напрямний жолоб переднього колеса; 22 — шарнірна лійка для зливання відпрацьованих масел; 23 — оливороздавальний бак; 24 — установка для заправлення агрегатів маслом; 25 — солідолонагрівач; 26 — стіл-ванна для промивання повітряних фільтрів; 27 — пристрій для підведення стиснутого повітря; 28 — установка для відсмоктування відпрацьованих газів
На мал. 2 наведено схему іншого типу технологічного планування основної п'ятипостової лінії ТО-2. Розглянемо спеціалізацію цієї лінії.
На посту № 1 виконуються роботи з обслуговування електроустаткування і системи живлення, пов'язані з пуском двигуна.
Пост № 2 призначений для обслуговування агрегатів і систем, що застосовуються при вивішуванні коліс автомобіля.
На посту № 3 обслуговують агрегати, які не потребують вивішування коліс автомобіля, а також виконують роботи з обслуговування електроустаткування і системи живлення, пов'язані з пуском двигуна.
На посту № 4 виконують мастильні, заправні й очисні роботи,
На посту № 5 — контрольно-діагностичні й регулювальні роботи після обслуговування, перевірку якості обслуговування.
На такій потоковій лінії застосовують кілька схем розставляння 9—12 виконавців залежно від змінної програми обслуговуваних автомобілів.
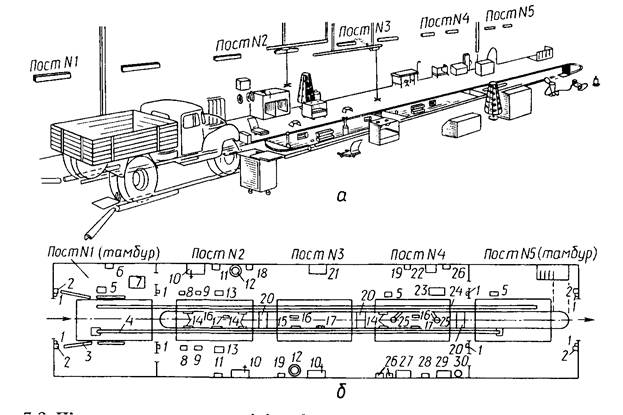
Мал..2. П'ятипостова потокова лінія, обладнана конвеєром:
а — загальний вигляд; б — схема технологічного планування: 1 — механізм привода воріт; 2 — установка для теплової завіси воріт; 3 — напрямні ролики; 4 — конвеєр; 5 — установка для відсмоктування відпрацьованих газів; 6 — візок для транспортування акумуляторних батарей; 7—візок електрика-карбюраторника; 8 — гайковерт для гайок коліс; 9 — візок знімання й установлення коліс; 10 — слюсарний верстак; 11 — повітророздавальна колонка; 12 — стелаж-верстушка для кріпильних деталей; 13 — візок слюсаря; 14 — підйомник для вивішування коліс; 15 — гайковерт для гайок стрем'янок ресор; 16 — підставка під ноги при роботі в оглядовій канаві; 17 — ящик для інструментів і кріпильних деталей; 18 — бак для гальмової рідини; 19 — ящик для обтиральних матеріалів; 20 — перехідний місток; 21 — стіл для оформлення і зберігання облікової документації; 22 — маслороздавальна колонка; 23 — візок мастильника; 24 — жолоб для спрямування переднього колеса; 25 — шарнірна лійка для зливання відпрацьованих масел; 26 — маслороздавальні баки; 27 — шарнірна лійка для заправки агрегатів маслом; 28 — стаціонарний солідолонагнітач; 29 — стіл-ванна для промивання повітряних фільтрів; 30 — пристрій для підведення стиснутого повітря
У ВАТ АТП із недостатньою виробничою площею потокову лінію ТО-2 першого типу на чотири пости можна поєднати з лінією ТО-2 на три робочих пости і виконувати на ній ТО-1 і ТО-2 (мал. 3).
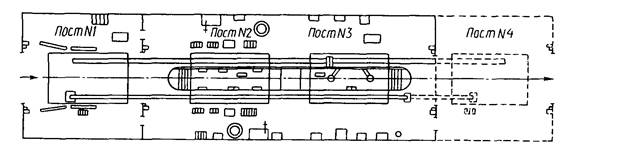
Мал. 3. Схема організації ТО-1 і ТО-2 на уніфікованій лінії. (Позначення див.на мал.2: штриховою лінією показане додаткове устаткування поточної лінії ТО-1 для проведення на ній ТО-2).
Потрібно буде тільки доукомплектувати суміщену лінію устаткуванням, потрібним для виконання операцій ТО-2, для чого будуть потрібні додаткові затрати обсягом лише близько 10 % вартості комплекту устаткування для потокової лінії ТО-2. Пропускна здатність такої потокової лінії становить 4—5 ТО-2 за денну зміну і 12—16 ТО-1 увечері.
Спеціалізація потокової лінії наведена в табл. 1
Таблиця 1
| ТО-1 | ТО-2 | ||
| Пост | Операція | Пост | Операція |
| Підпору | Установка автомобіля на конвеєр і підготовка його до обслуговування | №1 | Обслуговування електро- устаткування і системи живлення, пов'язане з пуском двигуна |
| №1 | Обслуговування агрегатів і систем автомобіля | №2 | Обслуговування агрегатів і систем, не пов'язане з пуском двигуна |
| №2 | Мастильні, заправні й очисні операції | №3 | Мастильні, заправні й очисні операції |
| №3 | Контрольні і регулювальні операції після ТО | №4 | Контрольні й регулювальні операції після ТО |
Впровадження типової технології ТО-1 і ТО-2 на потокових лініях економічно ефективне. Коефіцієнт технічної готовності підвищується на 2—3 % при зниженні затрат на ТО і поточний ремонт.
На ВАТ АТП широко застосовують потокові лінії для ТО-2 автомобілів з поперечним переміщенням їх з поста на пост.
Розглянемо одну з таких ліній (мал. 4). Автомобілі встановлюють на спеціальних візках, що забезпечує вільний доступ до агрегатів і вузлів автомобіля при здійсненні будь-яких операцій ТО-2. Крім того, при виконанні операцій підвіска і колеса автомобіля розвантажені. На потоковій лінії є 10 постів.

Мал..4. Схема потокової лінії ТО-2 із поперечним переміщенням автомобіля:
1 — підйомник для вивішування автомобілів; 2 — робочий верстак із лещатами; 3 — гідравлічний прес; 4 — обтирально-шліфувальний верстак; 5 — вентилятор верстата; 6 — настільно-свердлильний верстат; 7 — маслороздавальні колонки; 8,10 — ванни для масляних фільтрів; 9 — пристрій для промивання системи мащення двигуна; 11 — лійка для зливання відпрацьованого масла; 12 — силова шафа; 13 — пульт керування конвеєром; 14 — пост перевірки розвалу і сходження коліс; 15 — пост перевірки ефективності гальм
Пост № 1 призначений для виконання контрольно-регулювальних робіт на електроустаткуванні й системі живлення, сидіннях і оббивці.
На посту № 2 знімають колеса і гальмівні барабани, перевіряють стан і кріплення гальмівних накладок, кермових тяг і стабілізаторів поперечної стійкості.
На посту № 3 перевіряють стан і кріплення нарізних втулок, втулок верхніх важелів, пружин підвіски, заднього опорного диска, задніх гальмівних циліндрів, ручного гальма.
На посту № 4 контролюють стан і кріплення переднього опорного диска, поворотних кулаків, гальмівних циліндрів, підшипників і сальників, маточин ресор, ресорних втулок, стрем'янок, заміняють мастильний матеріал у маточинах, установлюють передні гальмівні колодки.
На посту № 5 перевіряють стан і кріплення нижніх важелів, пальців, амортизаторів, закріплюють рульові тяги, задні гальмівні колодки, задні колеса, регулюють ручне гальмо.
На посту № 6 контролюють стан і кріплення труби глушителя, кермового керування, переднього моста, двигуна, картера зчеплення, коробки передач, карданної передачі, закріплюють передні колеса, перевіряють тиск повітря в шинах.
Пост № 7 призначений для і перевірки стану й усунення несправності головного циліндра, зчеплення; для регулювання гальма, ручного гальма, кермового керування.
На посту № 8 підтягують шпильки кріплення головки блока, регулюють клапани, закріплюють колектор, радіатор, водяний насос, вентилятор.
Мастильно-заправні роботи виконують на посту № 9.
Пост № 10 призначений для перевірки стану склопідйомників, крил, дверей, капота, замків, багажника, вікон.
Переміщення автомобілів на потоковій лінії здійснюється за допомогою конвеєра і спеціальних візків. Автомобіль по напрямних заїжджає на пост № 1 і за допомогою гідравлічного підйомника встановлюється на візок. Після пуску пульсуючого конвеєра візок разом із автомобілем (мал. 5) пересувається на наступний пост, де автомобіль, установлений на візку, залишається для проведення ТО, а штовхальний пристрій конвеєра повертається у вихідне положення. Так автомобіль переміщується через усі пости потокової лінії, на ос-
танньому (десятому) посту його за допомогою гідравлічного підйомника вивішують, візок з під нього забирають, і автомобіль по напрямних з'їжджає з конвеєра.
Звільнені візки доставляють у початкову частину потокової лінії краном-балкою або іншими засобами.

Мал..5. Схема установлення автомобіля на конвеєрі: 1 -робоча площадка; 2 — підйомник для вивішування автомобілів; 3 — опора для конвеєра; 4 - візок для автомобіля
Кількість циклів пересування конвеєра реєструє лічильник. Діє сигналізація, яка контролює час закінчення робіт на постах. Є лічильники реєстрації зупинок конвеєра та часу роботи поста. Центральний пульт керування має двосторонній зв'язок із кожним постом лінії. При впровадженні таких потокових ліній на ВАТ АТП вивільняється значна кількість робітників, скорочується час перебування автомобілів на ТО-2, поліпшуються умови праці виконавців робіт і підвищується культура виробництва, в результаті технічний стан автомобілів стає кращим.
Обираючи тип потокових ліній, треба враховувати, що лінія на два пости полегшує і здешевлює створення і введення в дію потокових ліній, зменшує витрати на переміщення автомобілів із поста на пост. Проте при цьому втрачаються прогресивна суть потокового методу ТО, спеціалізація постів і робітників, а також механізація й автоматизація робіт із ТО. Практика експлуатації потокових ліній у ВАТ АТП показала, що на потокових лініях має бути не менш як три пости
Принципи і показники раціональної організації виробництва при ТО автомобілів наведені в табл. 2. Основним фактором, який впливає на вибір методу ТО автомобілів, є змінна програма ТО-1 і ТО-2однотипних автомобілів.
Так, на середніх і великих ВАТ АТП ТО-1 і ТО-2 рекомендується організовувати потоковим методом при змінній програмі:
- для ТО-1 не менш як 12—15,
- а для ТО-2 — не менш як 5—6 обслуговувань однотипних автомобілів.
Якщо рухомий склад представлений різними марками автомобілів і змінна програма однотипних автомобілів мала, ТО організовують одиничним методом.
Раціональний метод ТО автомобілів можна вибрати в конкретних умовах експлуатації також за відношенням такту поста до ритму виробництва.
Таблиця.2
| Метод ТО автомобілів | Принцип і показники організації виробництва | ||
| Пропорційність | Ритмічність | Неперервність | |
| Потоковий | Повна просторова і часова пропорційність і значна синхронність операцій | Робота із заданим сталим або змінним ритмом | Неперервний рух предметів праці і неперервне завантажування устаткування |
| Одиничний | Нестійка пропорційність великих операцій | Виконання робіт, однакових за обсягом, але різних за змістом | Циклічне завантажування устаткування й тривале пролежування предметів праці |
Ритм виробництва (R) — час, відведений ВАТ АТП на перебування одного автомобіля в зоні обслуговування (інтервал часу між виходом двох послідовно обслуговуваних автомобілів), хв, визначається за фотмулою
R = 60Тоб /Nдобх, = 60× n°бз × t°бз / Nдобх,
де
Тоб — тривалість роботи зон обслуговування за добу, год;
n°бз — кількість змін роботи зон обслуговування;
t°бз — тривалість зміни роботи зон обслуговування, год.
Такт поста (tn) — час виконання робіт на посту (час перебування автомобілів на посту обслуговування), хв, визначається за формулою
tn = (60 ×tх ×СТО / Р) + tп,
Де
СТО— частка постових робіт ТО;
Р — середня кількість робітників, зайнятих одночасно на одному посту ТО;
tп— час додаткових робіт (час з'їжджання і заїжджання на пост).
Значення tп коливається від 1 до 3 хв і залежить від типу автомобіля, характеру виконуваних робіт та ін.
Ритм виробництва і такт поста визначають окремо для ЩО, ТО-1 і ТО-2. Величина Р залежить від виду та організації робіт, моделі обслуговування, застосовуваного устаткування та інших факторів.
Середні значення Р становлять:
- 1—3 чол. для ЩО;
- 2—4 чол. для ТО-1;
- 2-5 чол. для ТО-2;
- 1—2 чол. для діагно стування (при обслуговуванні великовантажних автомобілів кількість р ників можна збільшити на 1—2 чол.).
За відношенням t / R визначають метод ТО. Якщо R певного виду обслуговування близьке за своїм значенням до t цього виду обслуговування, то його раціонально здійснювати одиничним методом.
Потоковий метод ТО доцільно застосовувати за додержання умови t / R > 3 тобто постів на потоковій лінії бути не менше трьох. Для діючих потокових ліній на ВАТ АТП середня кількість постів коливається для ЩО від 3 до 4, для ТО-1 і ТО-2 — від 3 до 5
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 9541; Нарушение авторских прав?; Мы поможем в написании вашей работы!