КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Загальна характеристика електроерозійної обробки металів
|
|
|
|
ЕЛЕКТРОЕРОЗІЙНА ОБРОБКА МЕТАЛІВ.
1.1. Загальна характеристика і фізичні основи процесу.
Для обробки металів з високими механічними властивостями застосовується метод розмірної обробки при безпосереднім використанні теплового ефекту електричної енергії- електроерозійна обробка. Вона заснована на ефекті розплавлювання і випару мікро порцій матеріалу під тепловим впливом імпульсів електричної енергії, що виділяється в каналі електроіскрового заряду між поверхнею оброблюваної деталі й електродом-інструментом, зануреним у рідке не провідне середовище. Наступні друг за другом імпульсні розряди визначеної тривалості і форми роблять виплавлення і випар мікро порцій металу. Електроерозійний спосіб дозволяє обробляти струмопровідні матеріали будь-якої механічної міцності, в'язкості, крихкості, одержувати деталі складних форм і здійснювати операції, не виконувані іншими методами. При його використанні значно знижується трудомісткість у порівнянні з обробкою різанням, можливе здійснення механізації й автоматизації з метою глибокого регулювання параметрів процесу.
 Однак у порівнянні з механічною електроерозійна обробка має ряд істотних недоліків: продуктивність при такій обробці звичайних матеріалів (сталі, кольорові метали і т.д.) значно нижче, ніж при обробці різанням, а витрата енергії вище; для одержання високої чистоти поверхні приходиться затрачати більше часу, чим, наприклад, при абразивній обробці.
Однак у порівнянні з механічною електроерозійна обробка має ряд істотних недоліків: продуктивність при такій обробці звичайних матеріалів (сталі, кольорові метали і т.д.) значно нижче, ніж при обробці різанням, а витрата енергії вище; для одержання високої чистоти поверхні приходиться затрачати більше часу, чим, наприклад, при абразивній обробці.
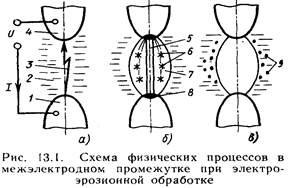
Картина фізичних процесів, що проходить поетапно в між електродному проміжку, при електроерозійній обробці показана на рис. 13.1. По досягненні імпульсною напругою U визначеного значення між електродом-інструментом 4 і електродом-деталлю 1 у діелектричній рідині 2 відбувається електричний пробій. При цьому від електрода, що у даний момент є катодом, відокремлюється стриммер 3 і направляється до анода, іонізуючи на своєму шляху рідину. У результаті цієї фази (її тривалість 10-9—10 -7 с) утвориться канал наскрізної провідності і опір між електродного проміжку знижується від декількох МОм до часток Ома (рис. 13.1, а).
Через канал провідності у виді імпульсу виділяється електрична енергія, накопичена в джерелі живлення (рис. 13.1,6). При цьому відбувається електричний розряд 5, тривалість якого складає 10 -6—10 -4 с. для якого характерна падаюча вольт-амперна характеристика. Розряд проходить іскрову і дугову стадії. Завдяки високій концентрації енергії в зоні розряду і при електродних областях розвиваються високі температури. Під їхнім впливом утвориться парогазова порожнина 7.У при електродних областях 8 відбувається плавлення і випар мікро порцій металу на поверхні електрода. У результаті тиску краплі, відокремлюємого, рідкого металу 6 викидаються з зони розряду і застигають навколо електродів у рідкому середовищі у виді дрібних сферичних часток 9 (рис. 13.1,в).
Після пробою електрична міцність між електродного проміжку відновлюється. Наступний розряд виникає в іншім місці між іншими нерівностями поверхонь електродів. При цьому електрод-інструмент одержує можливість вклинюватися в оброблювану деталь.
Енергія, що виділяється в стовпі розряду, витрачається на випар рідини і являє собою втрати енергії. Це обумовило зменшення довжини між електродних проміжків між електродами (1—10 мкм), що диктується також умовами техніки безпеки по зниженню робочої напруги установки.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 655; Нарушение авторских прав?; Мы поможем в написании вашей работы!