КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Загальні відомості про роботизовані системи
|
|
|
|
Основні типи роботизованих технологічних і гнучких систем, їх призначення, структура
Лекція № 25
Кримінального процесу О.Ф. Штанько
Висновок.
РА Укрбюро Інтерполу відстежує та інформує Кабінет Міністрів та відповідні органи державної влади України щодо стану виконання Україною фінансових зобов'язань перед Інтерполом та Європолом. Керівник РА Укрбюро Інтерполу несе персональну відповідальність за стан службової дисципліни, виконання вимог Положення і повинен постійно їх контролювати.
Укладач:
Професор кафедри
1 Загальні відомості про роботизовані системи.
2 Гнучкі роботизовані системи.
3 Вивчення схем гнучких роботизованих систем.
Поняття роботизована технологічна система (РТС) відноситься до всіх структурних підрозділів, до складу яких як засоби автоматизації входять ПР, у тому числі і до роботизованих комплексів, ділянок, ліній, цехів.
Існують численні ознаки, за якими класифікують РТС:
1)за типом роботизованого виробничого підрозділу
а - роботизовані технологічні осередки (РТО),
б - роботизовані технологічні ділянки (РТД),
в - роботизовані технологічні лінії (РТЛ)
2) за виглядом технологічного процесу
- РТС механообробки,
- РТС литва,
- РТС кування,
- РТС штампування,
- РТС зварювання,
- РТС збірки то що і ін.
Розрізняють три класи РТС:
- інформаційні і управляючі;
- мобільні;
- маніпуляцій ні.
Основною структурною одиницею РТС будь-якій складності є робототехнічний, або роботизований комплекс (РК), що є сукупністю технологічних, автономно діючих засобів виробництва, що включає набір технологічного, основного і допоміжного, устаткування, один або декілька роботів, і забезпечує автоматизований цикл роботи, повністю у середині комплексу, а також зв'язок його з вхідними і вихідними потоками решти виробництва.
Слід розрізняти роботизовані технологічні (РТК) і роботизовані виробничі комплекси (РВК).
У першому випадку ПР у складі комплексу використовуються для виконання допоміжних операцій типу "взяти- перенести -покласти", у другому - для виконання основних операцій технологічного процесу (зварювання, забарвлення, збірки то що).
У загальному вигляді до складу робототехнічного комплекса входять: технологічне (основне і допоміжне) устаткування; промисловий робот (один або декілька); допоміжні або периферійні пристрої (накопичувачі, живильники, орієнтуючі механізми і ін.); устаткування системи управління РК; транспортне устаткування; засоби техніки безпеки (огорожі, блокування, сигналізація і т. п.).
Схема роботизованого технологічного комплексу (РТК) з допоміжним ПР.
Основою комплексу є технологічне устаткування (ТО) (верстат, прес і тому подібне). Подача заготовок в робочу зону і видалення з неї деталей проводяться допоміжними пристроями - накопичувальними, орієнтуючими і приймальними. ПР захоплює заготівку з позиції 1 орієнтуючого пристрою (ОУ), подає на позицію 2 технологічних машини, а після обробки заготівки переміщає готову деталь на позицію 3 приймального пристрою (ПУ). Для гарантованого захоплення заготовок і деталей на позиціях 1 і 2 точність їх установки на цих позиціях повинна строго відповідати точності позиціонування робочого органу ПР. Найбільша продуктивність РТК досягається максимально можливим скороченням часу від закінчення обробки однієї заготівки до початку обробки наступною, що забезпечується оптимальним програмуванням послідовності робочих рухів ПР. Якщо час обробки заготівки значно менше часу виконуваних ПР допоміжних операцій (робот не встигає за технологічною машиною), то можливе застосування дворуких роботів або два окремих, перший з яких подає заготовки до технологічної машини, другої, - прибирає від неї готові деталі. Зв'язок між ПР і технологічною машиною здійснюється через пульт управління (П).
Схема роботизованого технологічного комплексу (РТК) з технологічним ПР.
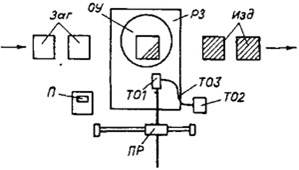
Малюнок 1 - Схема РПК з технологічним промисловим роботом: Т01, Т02 і Т03 - технологічне устаткування, П - пульт управління, РЗ - робоча зона, Заг - заготовки, Изд - готовий виріб
На мал. 1 приведена схема РТК з технологічним ПР (на схемі показаний робот, що діє в прямокутній базовій системі координат). Як робочий орган на "руці" ПР вмонтовується технологічне устаткування (Т01) - зварювальний пальник, гайковерт, фарборозпилювач і ін. При необхідності біля робота (або на нім) встановлюється технологічне устаткування (Т02), що забезпечує подачу до робочого органу через комунікацію (Т03) зварювального - струму, стислого повітря, фарби і тому подібне Заготовки поступають на периферійний орієнтуючий пристрій (ОУ) (поворотний стіл, кантувач, маніпулятор), що додає заготівці необхідні положення в процесі її обробки Т01. Пульт управління (П) служить для програмування технологічного процесу і узгодження роботи ПР з периферійним устаткуванням.
Представлена на мал. 1 схема РК належить до елементарних, первинних. Стикуючи між собою, такі РК (звані також осередками або модулями) можуть утворювати складніші роботизовані системи - ділянки, лінії, цехи. Можлива взаємодія РК і з нероботизованими виробничими підрозділами, проте таке поєднання різнорідних систем часто порушує нормальне функціонування, оскільки більшість РТС програмуються на роботу із заготовками цілком певної якості. Суміжні нероботизовані виробництва, особливо з більшою часткою ручної праці, можуть поставляти для РТС окремі заготовки з неприпустимими відхиленнями розмірів, форми і ін. У таких випадках РТС, у свою чергу, випустить недоброякісну продукцію або зупиниться із-за неможливості виконати яку-небудь операцію.
Так, зварювальний технологічний ПР першого покоління при великому відхиленні положення лінії оброблення шва від проектного виконає зварне з'єднання з низькою якістю. Або, наприклад, складальний технологічний ПР не виконає з'єднання осі з втулкою, якщо замість передбаченої посадки із зазором фактично виходить посадка з натягом. Таким чином, забезпечення РТС якісними заготовками багато в чому гарантує нормальне її функціонування і випуск високоякісної продукції. Основний шлях до цього - інтеграція окремих РТС.
Робота із створення РТС - складний багатоступінчатий процес, методика організації і послідовність якого в загальному вигляді містять вибір об'єкту роботизації, що включає збір початкової інформації про технологічний процес, її аналіз з метою відбору переважних об'єктів роботизації; розробку проекту роботизації; придбання або виготовлення промислових роботів і технологічного оснащення; монтаж і відладка системи; підготовку експлуатаційних кадрів; проведення регламентних і організаційних робіт, пов'язаних із забезпеченням функціонування системи (складання програм, специфічних правил експлуатації і техніки безпеки і ін.).
Розробка проекту РТС вимагає не тільки вирішення питань стиковки ПР з основним технологічним устаткуванням, виходячи з умов їх взаємодії, геометрії і кінематики, але також ретельного вибору, а часто і проектування цілої гамми допоміжних пристроїв, так званого периферійного устаткування - транспортерів, накопичувачів, орієнтуючих і завантажувальних установок, засобів контролю і ін.
Промислові роботи, особливо першого покоління, пред'являють підвищені вимоги до якості заготовок і деталей - їх форми, величини допусків на розміри, до точності розташування на вихідних позиціях, що визначає специфічність і складність конструкцій допоміжних пристроїв, ускладнює підготовку виробництва до застосування промислових роботів.
Експлуатація РТС загострила проблему забезпечення техніки безпеки, що обумовлене перш за все специфікою функціонування ПР, що несуть на відміну від традиційних машин також нові небезпеки: вірогідність удару або затиску людини між елементами маніпулятора і устаткування, травмування предметом, що випав із захватного пристрою, і ін. Особливо небезпечні роботи, коли персонал знаходиться в робочому просторі РТС.
Основний шлях попередження небезпечних ситуацій і травматизму при роботі робототехнічних систем - неухильне дотримання загальних і спеціальних вимог безпеки, чітке визначення розмірів небезпечної зони, її огорожа і блокування, що виключає знаходження в ній людини при працюючих ПР і технологічному устаткуванні, пристрій різних систем блокувань - фотоелектричних, локаційних, тактильних і ін.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 1087; Нарушение авторских прав?; Мы поможем в написании вашей работы!