КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Базовые M коды
|
|
|
|
Коды, обозначающиеся буквой М, называются вспомогательными и предназначены для управления режимами работы станка. М код может стоять как отдельно, так и находится в кадре с G кодами. Некоторые М коды работают совместно с другими адресами. Например, М код, отвечающий за направление вращения шпинделя, обычно указывается с адресом S, который необходим для задания числа его оборотов при вращении. Порядок выполнения команд и действий при нахождении в кадре M и G-кодов зависит от модели ЧПУ. Некоторые системы ЧПУ позволяют задавать в кадре только один М код.
Таблица 1 - Базовые М коды
| M код | Действие |
| M00 | Запрограммированный останов |
| M01 | Останов по выбору |
| M02 | Конец программы |
| M03 | Прямое вращение шпинделя |
| M04 | Обратное вращение шпинделя |
| M05 | Останов шпинделя |
| M06 | Автоматическая смена инструмента |
| M07 | Включение подачи охлаждающей жидкости в распыленном виде |
| M08 | Включение подачи охлаждающей жидкости |
| M09 | Выключение подачи охлаждающей жидкости |
| M30 | Конец программы, перевод курсора в начало программы |
Останов выполнения управляющей программы - М00 и М01. Очень часто возникают ситуации, когда необходимо временно прервать выполнение программы. Например, для того чтобы удалить стружку, проверить размеры обрабатываемой детали или переставить крепежные элементы в другое положение.
Коды М00 и М01 временно приостанавливают выполнение программы обработки или, говоря другими словами, делают паузу в производственном цикле станка. Когда система ЧПУ читает код М00, то происходит так называемый запрограммированный останов. Все осевые перемещения останавливаются и возобновляются лишь после того, как оператор станка нажмет клавишу "Старт цикла" на панели устройства ЧПУ. При этом шпиндель продолжает вращаться, и другие функции остаются активными. Если оператор станка нажимает клавишу "Старт цикла", то выполнение программы будет продолжено с кадра, следующего за М00.
N20 G01 Х200
N30 G00 Z100
N40 М05 /Останов шпинделя
N50 М00 /Останов выполнения управляющей программы
N60 М03 S1000 /Включение шпинделя 1000 об/мин
N70 G00 Z5
N80 G01 Z-1 F50
Код М01 предназначен для останова по выбору. Действует он аналогично коду М00, однако, предоставляет выбор оператору - нужно или не нужно прерывать выполнение управляющей программы. На панели УЧПУ практически любого станка имеется клавиша (или переключатель) "М01". Если эта клавиша нажата, то при чтении кадра с М01 происходит останов. Если же клавиша не нажата, то команда М01 пропускается и выполнение УП не прерывается.
| Клавиша “М01” на панели УЧПУ | Поведение станка |
| Вкл. | Выполнение программы приостанавливается и будет продолжено только после того, как оператор станка нажмет клавишу "Старт цикла" |
| Выкл. | Выполнение программы не будет прервано |
Управление вращением шпинделя – М0З, М04, М05. Вспомогательные коды М0З и М04 предназначены для управления вращением шпинделя. Код М0З отвечает за прямое (по часовой стрелке), а М04 - за обратное вращение шпинделя (против часовой стрелки). Направление вращения определяется, если смотреть в отрицательном направлении оси Z (со стороны шпинделя в сторону заготовки). При фрезеровании режущие инструменты должны иметь прямое вращение (М03). При выводе метчика из отверстия, при нарезании левой резьбы, в циклах автоматического измерения диаметра инструмента может потребоваться обратное вращение шпинделя (М04). В конце программы обработки и перед сменой инструмента нужно остановить вращение шпинделя при помощи команды М05.
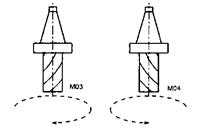
Рисунок 1 – Прямое и обратное вращение шпинделя
Для задания частоты вращения шпинделя используется S адрес. За S следует числовое значение, выражающее скорость вращения шпинделя в оборотах за одну минуту. Большинство СЧПУ воспринимают только целочисленное значение S. Обычно код М03 и S находятся в одном кадре.
Управление подачей смазывающе-охлаждающей жидкости - М07, М08, М09. В процессе фрезерования охлаждающая жидкость подается в зону обработки для увеличения стойкости инструмента, улучшения качества обрабатываемой поверхности и удаления (вымывания) стружки Станки с ЧПУ оснащаются системой автоматической подачи СОЖ. Управление этой системой осуществляется при помощи нескольких М кодов. Обычно код М08 используется для включения подачи охлаждающей жидкости, а код М09 – для выключения. Некоторые станки позволяют подавать СОЖ в зону обработки в различном виде. Например, код М08 может вызывать подачу охлаждающей жидкости в виде струи, а код М07 - в распыленном виде.
Подачу СОЖ принято отключать перед сменой инструмента и в конце программы обработки. Многие современные станки делают это автоматически при чтении кода М06 (смена инструмента), кодов М30 и М02 (конец программы). Кроме программного управления системой автоматической подачи СОЖ существует и ручное управление, позволяющее оператору станка при помощи определенных клавиш на панели УЧПУ включать или выключать подачу охлаждающей жидкости в случае необходимости.
Обычно для выполнения автоматической смены инструмента в программе указывается следующая команда:
Т1 М06
Адрес T обозначает номер вызываемого инструмента (в данном случае инструмент №1), а М06 обеспечивает смену. Большинство СЧПУ допускают любой порядок слов данных в кадре смены инструмента.
Завершение программы – М30 и М02. В конце любой управляющей программы должен находиться код ее завершения – М30 или М02. При выполнении любого из этих кодов станок останавливается независимо от того, какую функцию он выполнял. Разница между М30 и М02 заключается лишь в том, что при окончании программы обработки с М30 курсор текущего положения переводится в самое начало программы, а с М02 остается в конце.
Обычно при завершении программы обработки производится перемещение рабочего стола или инструмента в позицию, которая облегчает оператору снятие готовой детали со станка. Такое перемещение совершается с помощью кода возврата в исходную позицию G74:
N120 G74 X0 Y0 Z0
N130 М05
N140 М30
%
|
|
|
|
Дата добавления: 2014-01-06; Просмотров: 4194; Нарушение авторских прав?; Мы поможем в написании вашей работы!