КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Автоматическая коррекция радиуса инструмента и длины инструмента
|
|
|
|
Таблица 1 – Инструкции для автоматической коррекции параметров инструмента
| Инструкция | Описание |
| G40 | Отмена коррекции радиуса инструмента |
| G41 | Коррекция слева радиуса инструмента |
| G42 | Коррекция справа радиуса инструмента |
| G43 | Коррекция длины инструмента |
| G49 | Отмена коррекции длины инструмента |
| G68 | Сопряжение эквидистант на стыке кадров (по дуге) |
| G69 | По траектории пересечения эквидистант |
В процессе обработки режущая кромка инструмента должна точно следовать вдоль запрограммированной траектории. В силу различия используемых инструментов, их размеры должны быть учтены и введены в систему управления перед началом воспроизведения программы. Только в этом случае траектория может быть рассчитана безотносительно к параметрам используемых инструментов. После того, как инструмент установлен в шпиндель и активизирована соответствующая коррекция (компенсация его размеров), система ЧПУ автоматически принимает в расчет эту коррекцию.
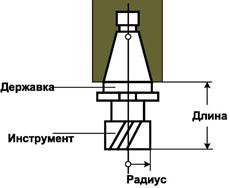
Рисунок 1 – Инструментальный комплекс
Адрес Н осуществляет компенсацию длины, а адрес D - компенсацию радиуса.
Компенсация длины возможна двумя способами: по отношению к передней плоскости шпинделя и по отношению к «нулевому инструменту».
| 
|
Рисунок 2 – Компенсация длины инструмента по отношению к передней плоскости шпинделя и к нулевому инструменту
В первом случае величина компенсации может быть только положительной (для рисунка Рисунок 2 Н1=70.832, Н2=81.712, Н3=100.003), во втором случае выбирают «нулевой инструмент», который имеет нулевое значение компенсации, а остальные величины компенсаций могут быть как положительными, так и отрицательными (для рисунка Рисунок 2 Н1=-20.813, Н2=0, Н3=25.821). В обоих случаях величины компенсации сохраняются в соответствующей таблице.
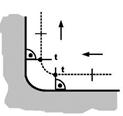
Центр фрезы движется по эквидистантной траектории, параллельной контуру детали, отстоящей от нее на величину, равную радиусу фрезы. Эквидистантную траекторию называют также траекторией центра фрезы. Значения компенсации для различных инструментов вносят в таблицу; например: D1=14 (при диаметре фрезы 28 мм); D2=22 (при диаметре фрезы 44 мм). Направление смещения определяется, если смотреть на траекторию сверху вниз, то есть со стороны "+Z" в направлении "-Z".
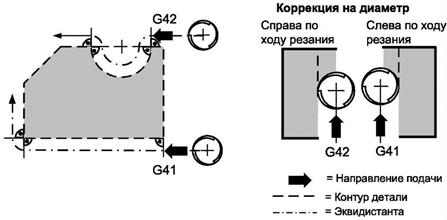
Рисунок 3 – Принцип эквидистантной коррекции
Вдоль контура и тех сопряжений кадров, для которых угол наклона касательной остается неизменным, эквидистанта однозначно определяется параметрами контура. В других же нерегулярных случаях внешних сопряжений кадров система ЧПУ рассчитывает сопряжения отрезков эквидистант соответственно инструкциям G68 или G69.
| 
| 
| 
|
Рисунок 4 – Однозначное определение контура эквидистантой и расчет внешних сопряжений отрезков эквидистант
В случае нерегулярных сопряжений внутренних контуров система ЧПУ рассчитывает пересечения эквидистант для определения нужной траектории. В некоторых случаях это может привести к полному искажению контура. Чтобы избежать этого, некоторые системы ЧПУ располагают функцией «контроля коллизий»
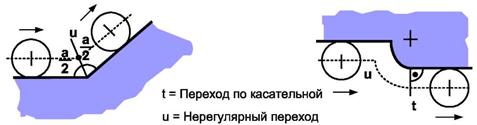
Рисунок 5 – Расчет внутренних сопряжений отрезков эквидистант
Для того чтобы система ЧПУ успела выполнить смещение относительно запрограммированного контура необходимо добавить к исходной траектории участок подвода. На этом участке происходит активация автоматической коррекции радиуса инструмента. Большинству систем для активации коррекции требуется пройти расстояние, не меньшее величины радиуса инструмента. Обязательным условием для активации коррекции является наличие именно прямолинейного перемещения на рабочей подаче.
Коррекция радиуса инструмента слева – G41. Инструкция G41 инициирует положительную эквидистантную коррекцию слева от заготовки, если смотреть в направлении подачи. Для реализации коррекции радиус фрезы программируют в D-слове, а номер инструмента в Т-слове. Вместе с инструкцией G41 можно программировать линейные перемещения; тогда активизация эквидистантной коррекции произойдет «по пути» движения к конечной точке кадра.
Пример.
N60 G41 X... Y... Z... D...
или
N60 T123 M06
N65 G41 X... Y... Z...
Коррекция радиуса инструмента справа – G42. Инструкция G42 инициирует эквидистантную коррекцию справа от заготовки, если смотреть в направлении подачи. Все остальное - идентично инструкции G41.
Коррекция длины инструмента – G43. Компенсация длины инструмента осуществляется путем программирования команды G43 и H слова данных. Обычно компенсация длины активируется совместно с холостым перемещением по оси Z.
Пример.
G43 H01 Z100
Отмена коррекций радиуса и длины инструмента – G40, G49. Компенсация длины инструмента отменяется путем программирования команды G49 или H00. Компенсация радиуса инструмента отменяется программированием команд G40 или D00. Отмена коррекции G40 может сопровождаться прямолинейным движением в активной плоскости. В этом случае выход из эквидистантной траектории осуществляется «по пути» к конечной точке кадра. Если активны функции круговой интерполяции, то действие инструкции G40 не должно сопровождаться перемещением.
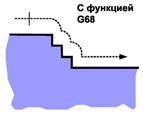
Сопряжение эквидистант на стыке кадров (по дуге) – G68; по траектории пересечения эквидистант – G69. Инструкции являются модальными и работают при активной эквидистантной коррекции. Их действие сводится к автоматической генерации дуги (G68) или траектории пересечения эквидистант на стыке «не плавно» сопрягаемых кадров. Инструкция G68 инициирует автоматическое соединение разрыва эквидистант с помощью дуги радиуса r.
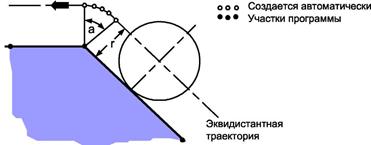
Рисунок 6 – Автоматическое соединение разрыва эквидистант по дуге
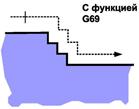
Инструкция G69 инициирует автоматическое соединение разрыва эквидистант по траектории пересечения эквидистант.

Рисунок 7 – Автоматическое соединение разрыва эквидистант по траектории пересечения эквидистант
|
|
|
|
|
Дата добавления: 2014-01-06; Просмотров: 5753; Нарушение авторских прав?; Мы поможем в написании вашей работы!