КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Трансформация координат
|
|
|
|
Абсолютные значения координат обычно определены в машинной системе координат по отношению к нулевой точке М. Из практических соображений, все размеры и перемещения, указанные в управляющей программе, заданы по отношению к нулевым точкам Р или W. При этом управляющие программы развязаны с машинными координатами. Благодаря программным смещениям, можно выполнять управляющую программу в любой зоне машинной системы координат без изменения размеров, указанных в управляющей программе. Если программные смещения отсутствуют, то все координаты управляющей программы интерпретируются как машинные. Для программного смещения нуля детали используются инструкции G53, G54,... G59.
Положение детали может быть скорректировано путем смещения нуля ее координатной системы в плоскостях (X/Y, X/Z, Y/Z) и путем поворота в плоскости (X/Y) с помощью инструкций G138, G139. Последняя координатная система, из серии координатных систем детали, называется координатной системой управляющей программы. При смещении ее нуля по отношению к координатной системе детали используют инструкции G169, G168.
Таблица 1 – Инструкции для трансформации координат
| Инструкция | Описание |
| G53 | Отмена смещения нуля |
| G54…G59 | Инициация смещения нуля |
| G138 | Компенсация положения заготовки |
| G139 | Отмена компенсации заготовки |
| G168 | Смещение координатной системы управляющей программы |
| G169 | Отмена смещения координатной системы управляющей программы |
Инициации смещения нуля - G54…G59, отмена смещения нуля – G53. Инструкция смещения нуля позволяет сместить начало координат управляющей программы по отношению к началу координат станка. Значения смещений сохраняются в таблицах. Для активизации смещения нуля необходимо упомянуть соответствующую G-инструкцию.
|
|
|
Инструкции от G54 до G59 являются модальными и взаимно деактивируют друг друга. Инструкция G53 отменяет смещения нуля. Инструкция G53 не оказывает влияния на программное смещение контура, заданное инструкцией G60.
Пример.
G54 /Смещение нуля активизировано.
или
G54 X... Y... Z… /Смещение нуля связано с приведенной здесь позиционной информацией.
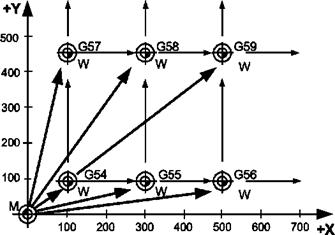
Рисунок 1 – Принцип программирования смещения нуля
Компенсация положения заготовки – G138, отмена компенсации заготовки - G139. Инструкция G138 включения компенсации положения заготовки рассоединяет координатную систему Р управляющей программы и координатную систему станка М. Это позволяет адаптировать координатную систему управляющей программы к любому положению заготовки. В процессе выполнения управляющей программы все запрограммированные перемещения будут соотнесены с новой смещенной и повернутой координатной системой заготовки.
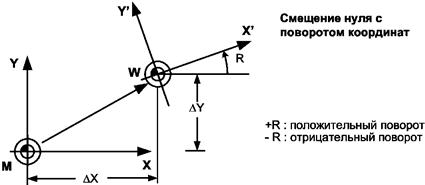
Рисунок 2 – Компенсация положения заготовки
В начале управляющей программы, в том же кадре, в каком приведена инструкция G138, программируют смещение нулевой точки W заготовки в направлениях X, Y и Z; а также и поворот осей с адресом R (угол поворота должен быть меньше 360 градусов). Все запрограммированные значения должны быть абсолютными величинами в машинной системе координат. Инструкция G139 выключает компенсацию положения заготовки.
Пример.
G138 X50 Y300 Z10 R10 /Определение абсолютных координат нулевой точки заготовки в машинной системе координат X50 Y300 Z10. Поворот плоскости XY против часовой стрелки на 10⁰.
G139 /Выключение компенсации положения заготовки
Смещение координатной системы управляющей программы – G168, отмена смещения - G169. Все запрограммированные перемещения приводов подачи привязаны к координатной системе управляющей программы Р. Нулевая точка этой координатной системы может быть смещена по отношению к свободно выбранной нулевой точки детали W. Смещение позволяет выполнять управляющую программу безо всякого изменения в различных подпространствах рабочего пространства станка
|
|
|
Рисунок 3 – Смещение координатной системы управляющей программы
Аддитивное смещение координатной системы позволяет последовательно выстроить несколько координатных систем; и на этой основе сконструировать управляющую программу, состоящую из одинаковых частей для обработки однообразных фрагментов.
Инструкция G168 задает смещение координатной системы управляющей программы. Инструкция G169 отменяет все смещения координатной системы.
Пример.
G168 Х10 Y10 Z50 /Установка нуля в положение Х10 Y10 Z50 текущей координатной системы детали
G169 /Координатная система, введенная ранее, отменяется. Координатная система управляющей программы теперь идентична координатной системе детали
|
|
|
|
Дата добавления: 2014-01-06; Просмотров: 1054; Нарушение авторских прав?; Мы поможем в написании вашей работы!