КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Структура сталей
|
|
|
|
Сталі залежно від вмісту вуглецю поділяються на:
· доевтектоїдні (С < 0,8 %);
· евтектоїді (С = 0,8 %);
· заевтектоїдні (С > 0,8 %).
Це ілюструє діаграма стану Fe-Fe3C
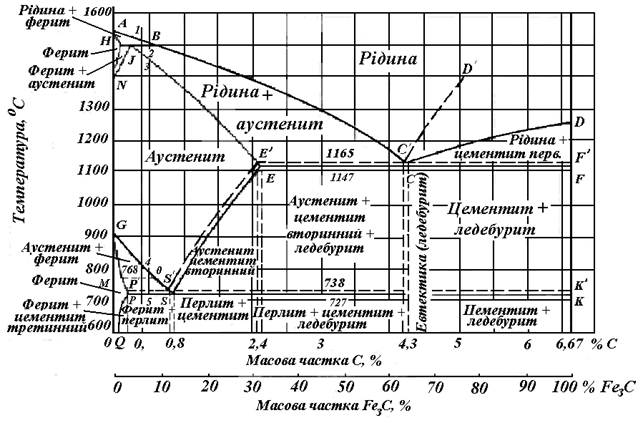
Рисунок 3.1 – Діаграма стану Fe-Fe3C
А – аустеніт (твердий розчин С в Feγ);
Л – ледебурит (механічна суміш аустеніту і цементиту первинного);
П – перліт (механічна суміш фериту і цементиту);
Ф - ферит (твердий розчин С в Feα);
Ц – цементит (карбід заліза Fe3C).
Структура доевтектоїдної сталі при кімнатній температурі представляє ферит і перліт. При цьому чим більше в сталі вуглецю, тим більше перліту. На рис. 3.2 представлена мікроструктура доевтектоїдної сталі з різним відсотком вуглецю.
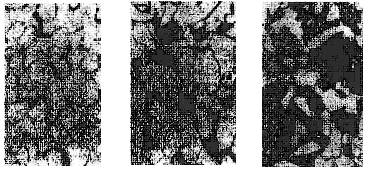
а б в
Рисунок 3.2 – Мікроструктура доевтектоїдних сталей:
а- сталь 20 (0,2 % С); б – сталь 40 (0,4 % С); в – сталь 60 (0,6 % С).
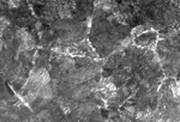
а б
Рисунок 3.3 – Мікроструктура сталі:
а – евтектоїдної У8 (0,8 % С); б – заевтектоїдної У10 (1,0 % С).
На рис. 3.3 а показана структура евтектоїдної сталі, що має структуру перліту, а на рис. 3.3 б – структура заевтектоїдної сталі, що складається із зерен перліту, по границях яких розміщена цементитна сітка.
З підвищенням концентрації вуглецю в сталі зменшується кількість м’якого фериту і зростає частка твердого і крихкого цементиту, який або входить до складу перліту, або існує самостійно у вигляді структурної складової (у випадку заевтектоїдної сталі). Це призводить до того, що з підвищенням вмісту вуглецю збільшується твердість і міцність сталі, але зменшується її пластичність.
Така закономірність спостерігається при підвищенні вмісту вуглецю до 0,8 %. Якщо вуглецю більше 0,8 %, то твердість сталі буде зростати, а міцність почне знижуватися, тому що більша кількість цементиту збільшує крихкість сталі.
Таким чином доевтектоїдні сталі мають достатньо високу пластичність, але невисоку твердість. Тому доевтектоїдні сталі застосовують для виготовлення деталей машин і металоконструкцій, де необхідне сполучення високої пластичності і високої міцності.
Заевтектоїдні сталі відрізняються високою твердістю і невисокою пластичністю, тому їх застосовують для виготовлення інструментів.
3. Структура чавунів.
До чавунів відносяться сплави заліза з вуглецем, що вміщують більше 2,14 % вуглецю. Розрізняють білі та графітизовані чавуни.
У білих чавунах вуглець повністю знаходиться у зв’язаному стані у вигляді цементиту. У графітизованих чавунах вуглець знаходиться у вільному стані у вигляді графіту.
За вмістом вуглецю білі чавуни поділяються на:
· Доевтектичні (С < 4,3 %);
· Евтектичні (С = 4,3 %);
· Заевтектичні (С > 4,3 %).
Білі чавуни внаслідок присутності великої кількості цементиту відрізняються високою твердістю, крихкістю і практично не піддаються обробці різанням, тому мають обмежене застосування.
У графітизованих чавунах присутні графітові включення і металічна основа. Залежно від форми цих включень розрізняють чавуни:
· сірий (з пластинчастим графітом);
· високоміцний (з кулястою формою графіту);
· ковкий (з пластівчастим графітом);
· з вермикулярним графітом (з покрученою формою графіту).
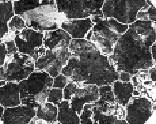
Мікроструктура різних видів чавунів показана на рис. 3.4, 3.5, 3.6.
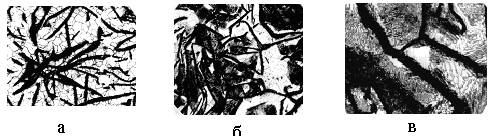
Рисунок 3.4 – Мікроструктура сірих чавунів (з пластинчастим графітом):
а – феритного; б – перліто-феритного; в – перлітного
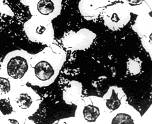
Рисунок 3.5 – Мікроструктура ферито-перлітного високоміцного чавуну

Рисунок 3.6 – Мікроструктура ковкого феритного чавуну
Чавуни з пластинчастим графітом називають сірими (СЧ). Структура металічної основи може бути феритною, ферито-перлітною, перлітною.
Чавун, у якого графіт має кулясту форму називають високоміцним (ВЧ), структура металічної основи ферито-перлітна.
Ковкий чавун (КЧ) має пластівчасту форму графітових включень. Ковкий чавун міцніше і пластичніше ніж сірий чавун. Він має феритну або перлітну структуру металічної основи.
Чавун з вермикулярним графітом (ЧВГ)має графітові включення покрученої форми. У металічній основі знаходиться велика кількість фериту (до 70 – 90 %).
Тема 4. Технологія і режими термічної обробки
1. Загальні положення
2. Гартівні середовища
3. Загартовуваність і прогартовуваність
1. Загальні положення
Для забезпечення технологічної послідовності процесів і додержання необхідних режимів термічної застовуються нагрівальні пристрої, в яких використовуються різні охолоджувачі середовища як рідкі, так і газоподібні.
Останнім часом для термічної обробки використовують джерела висококонцентрованої енергії – електронні і лазерні промені. Регулювання режимів нагрівання, витримки і охолодження в серійному і масовому виробництві забезпечується на базі сучасної мікропроцесорної техніки.
Відрізняють термічну обробку, призначену для підготовки структури для подальших технологічних операцій (наприклад, обробки різанням, пластичного деформування або завершувальної термообробки) і завершувальну, яка надає матеріалу деталі ту чи іншу структуру і відповідні властивості.
Послідовність і режим термообробки задаються, як правило, графіком (рис. 1.1), який визначає тривалість і температуру нагрівання, час витримки і температуру охолодження. Загальний час нагрівання складається із часу досягнення необхідної температури – τн і часу ізотермічної витримки при цій температурі – τв для досягнення повноти перетворень, які відбуваються при нагріванні. Тобто загальний час нагрівання: τзаг = τн + τв.
Величина τн залежить від нагрівальних властивостей середовища, від розмірів, форми і матеріалу деталей, а також способу їх укладання в печі. Точно визначити час нагрівання можливо лише експериментально.
В реальних промислових умовах досить часто для визначення величини τн користуються даними з практичного досвіду. На 1 мм перетину або товщини виробів із доевтектоїдних сталей витривалість нагрівання приймають 45 – 75 с в електропечах і 15 – 20 с в соляних розчинах. Величина ізотермічної витримки повинна бути мінімальною, але необхідною для завершення фазових перетворень при нагріванні. Тривалість τв приймають 15 – 25 % від величини τн. для вуглецевих інструментальних сталей при нагріванні в електропечах τв ~ 50 ÷ 80 с на 1 мм мінімального перетину, а для легованих сталей 70 ÷ 90 с/мм. Відповідно при нагріванні в розчинах солей 20 ÷ 35 с/мм – для вуглецевих сталей і 25 ÷ 30 с/мм – для легованих.
Деталі складної конфігурації рекомендується для зменшення жолоблення перед нагріванням під термообробку попередньо розігрівати до 400 – 600 °С.
2. Гартівні середовища
Метою гартування є отримання високих механічних властивостей на необхідну глибину виробу. Це забезпечується при отриманні мартенситної структури.
В процесі гартування для переохолодження аустеніту до температури початку мартенситних перетворень необхідно створювати необхідну швидкість охолодження. Але для створення оптимальних умов гартування ця швидкість повинна змінюватись в області температурного інтервалу охолодження – від температури аустенізації до кімнатної температури.
Необхідна зміна швидкостей охолодження при гартуванні пояснюється різною стійкістю аустеніту при різних температурах, а також виникненням внутрішніх гартівних напруг.
Гартівні напруги складаються з термічних і структурних. Виникнення термічних напруг обумовлюється перепадом температур по перетину деталі і, відповідно, різним ступенем стиснення внутрішніх і зовнішніх шарів металу в період охолодження.
Структурні перетворення обумовлюються перебігом в часі мартенситних перетворень по перетину деталі. Поверхневі шари раніше досягають мартенситної точки. Оскільки мартенситне перетворення пов’язане із зміною об’єму на декілька відсотків, то перебіг перетворень в часі по глибині призводить до виникнення структурних напруг. Загальні гартівні напруги збільшуються із зростанням температури нагрівання і ступеню переохолодження. Найбільш небезпечною для виникнення гартівних тріщин є температурна зона нижче температурної точки Мп, коли з’являються структурні напруги і утворюється крихка структура – мартенсит. Вище температури початку мартенситних перетворень існують лише термічні напруги. При цьому сталь ще зберігає аустенітну (більш пластичну) структуру.
 Виходячи з цього і на основі аналізу С-подібної діаграми встановлено, що найбільшу швидкість охолодження (рис. 4.1, крива 1) необхідно витримувати в області найменшої стійкості аустеніту – 400 – 650 °С. Вище і нижче цієї зони деталь можливо охолоджувати відносно повільно. Особливо повільно треба проводити охолодження починаючи з температур 300 – 200 °С, нижче яких в більшості сталей утворюється мартенсит. Графік – 1 на рис 4.1 є ідеалізованою кривою охолодження при гартуванні. На сьогоднішній день ще не створено такого охолоджуючого середовища, яке б забезпечувало швидке охолодження в перлітному інтервалі температур і повільне – в мартенситному. Найбільш поширеним охолоджуючим середовищем при гартуванні є вода при різних температурах, розчини NaOH і NaCl у воді, мінеральні і трансформаторні масла, розплавлені солі. В табл.. 4.1 наведені для прикладу швидкості охолодження невеликих стальних зразків в різних температурних інтервалах.
Виходячи з цього і на основі аналізу С-подібної діаграми встановлено, що найбільшу швидкість охолодження (рис. 4.1, крива 1) необхідно витримувати в області найменшої стійкості аустеніту – 400 – 650 °С. Вище і нижче цієї зони деталь можливо охолоджувати відносно повільно. Особливо повільно треба проводити охолодження починаючи з температур 300 – 200 °С, нижче яких в більшості сталей утворюється мартенсит. Графік – 1 на рис 4.1 є ідеалізованою кривою охолодження при гартуванні. На сьогоднішній день ще не створено такого охолоджуючого середовища, яке б забезпечувало швидке охолодження в перлітному інтервалі температур і повільне – в мартенситному. Найбільш поширеним охолоджуючим середовищем при гартуванні є вода при різних температурах, розчини NaOH і NaCl у воді, мінеральні і трансформаторні масла, розплавлені солі. В табл.. 4.1 наведені для прикладу швидкості охолодження невеликих стальних зразків в різних температурних інтервалах.
Таблиця 4.1 – Приклади гартівних середовищ і відповідне Vох
| Гартівне середовище | Швидкість охолодження в інтервалі температур, °С | |
| 650 – 550 | 300 – 200 | |
| Вода при 18 °С Вода при 74 °С 10 % розчин NaOH в воді при 18 °С Мінеральне масло | 100 – 150 | 20 – 50 |
Вода швидко охолоджує і в перлітному, і в мартенситному інтервалі температур. Домішки солей або лугів збільшують швидкість саме в перлітній зоні. Масло, навпаки, повільно охолоджує в обох випадках. Тому його застосовують для сталей з високою прогартовуваністю.
Розігріта вода не замінює масел, оскільки практично не змінює швидкість охолодження в мартенситній зоні.
Останнім часом застосовують в якості охолоджуючих середовищ розчини полімерів в воді, які займають проміжне положення між водою і маслом.
Різні гартівні середовища забезпечують проникнення структури мартенситу на різну глибину, тобто забезпечують різну ступінь прогартовуваності. Роздивимось детальніше це поняття.
3. Загартовуваність і прогартовуваність
В процесі гартування проявляються дві важливі характеристики сталей: загартовуваність і прогартовуваність.
Під загартовуваністю розуміють здатність сталей отримувати максимальну твердість в процесі гартування. Головним чинником, який визначає загартовуваність, є вміст вуглецю в сталі.
Під прогартовуваністю розуміють здатність сталі утворювати загартований шар на певну глибину. Як правило, структура цього шару – мартенсит. Прогартовуваність визначається хімічним складом сталей, критичною швидкістю охолодження і розміром деталей. В результаті гартування може утворюватись скрізна або нескрізна прогартовуваність. Це пояснюється зміною критичної швидкості охолодження по перетину деталі. Поверхневий об’єсм деталі при гартуванні завжди охолоджується із швидкістю більшою, ніж критична і отримує мартенситну структуру.
Якщо умови процесу складаються таким чином, що по перетину деталі утворюється значний перепад швидкості охолодження і в серцевині величина швидкості буде меншою, ніж критична, то мартенситна структура в цих шарах утворюватись не зможе. Прогартовуваність буде нескрізною (рис. 4.2 а)
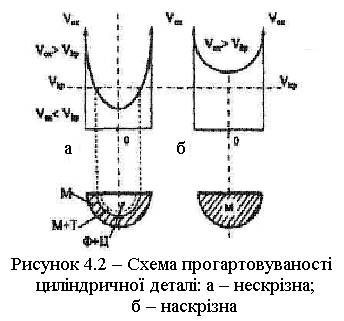 В масивних деталях великого перетину після гартування можливе утворення декількох структур: перехід від мартенситу на поверхні до перліту в центрі. Якщо центральна частина деталі охолоджується із швидкістю більше критичної (рис. 4.2 б), то по всьому перетину утворюється мартенсит.
В масивних деталях великого перетину після гартування можливе утворення декількох структур: перехід від мартенситу на поверхні до перліту в центрі. Якщо центральна частина деталі охолоджується із швидкістю більше критичної (рис. 4.2 б), то по всьому перетину утворюється мартенсит.
Тобто, для збільшення прогартовуваності деталі певного перетину необхідно або підвищувати швидкість охолодження, або знижувати критичну швидкість гартування. Факторами, які підвищують прогартовуваність є підвищення температури нагрівання і часу витримки перед гартуванням, хімічний склад аустеніту. З підвищенням вмісту вуглецю ускладнюється розпад аустеніту, зменшується критична швидкість охолодження і покращується прогартовуваність. На прогартовуваність суттєво впливає також величина зерна.
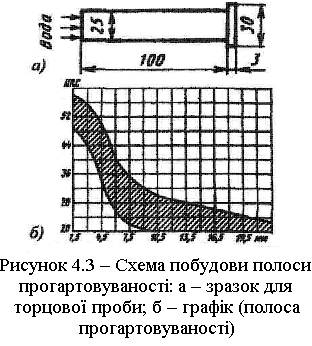
Легування сприяє підвищенню прогартовуваності. Наприклад, при гартуванні у воді сталі 45 наскрізна прогартовуваність сягає 20 мм. В той же час деталь із сталі 40ХН2МА діаметром 120 мм прогартовується наскрізь в середовищі із набагато меншою швидкістю охолодження – в маслі. Виходячи із технічної ефективності і функціональної необхідності для кількісної оцінки ефекту прогартовуваності використовують такі характеристики, як глибина прогартовуваності і критичний діаметр – Dкр. Для відповідальних деталей машин, які працюють в умовах високого навантаження на розрив і, особливо, удар, для пружин, ресор, торс іонів, для більшості інструментів, необхідно, щоб після гартування весь перетин деталей складався із мартенситної структури, що забезпечить однорідну структуру після відпуску. Для деталей, які працюють в умовах менш жорсткого навантаження (на згин і скручування) за критерій прогартовуваності приймається мартенситна структура на глибину, яка дорівнює половині радіуса деталі. Таким чином, для конструктора, який вибирає матеріал для тієї чи іншої деталі, важливим є значення характеристик прогартовуваності і вміння їх визначити. За глибину прогартовуваності умовно приймають відстань від охолоджуваної поверхні до шару з напівмартенситною структурою (50 % мартенситу + 50 % троститу). Глибину прогартовуваності визначають вимірюючи твердість і користуючись довідниковими даними про твердість сталей різного складу. Для визначення прогартовуваності сталей використовують стандартний метод торцового гартування. Стандартний зразок довжиною 100 мм і діаметром 25 мм розігрітий до температури гартування в спеціальній установці піддають охолодженню з торца водою. В охолодженому зразку з двох боків по його довжині роблять лиски (плоскі поверхні) на глибину 0,5 мм (рис. 4.3 а). по довжині цих поверхонь через 1,5 – 3 мм вимірюють твердість по шкалі HRC/ На базі цих даних будують криву прогартовуваності в координатах „твердість – відстань від торца” (рис. 4.3 б). Оскільки для сталей з однієї і тієї ж марки, але отриманих з різних плавок, величина прогартовуваності може змінюватись, то сталі характеризуються полосою прогартовуваності.
 За критичний діаметр вважають такий максимальний діаметр стального зразка, який в даному охолоджуючому середовищі отримує прогартовуваність наскрізь і в центрі якого утворюється напівмартенситна структура.
За критичний діаметр вважають такий максимальний діаметр стального зразка, який в даному охолоджуючому середовищі отримує прогартовуваність наскрізь і в центрі якого утворюється напівмартенситна структура.
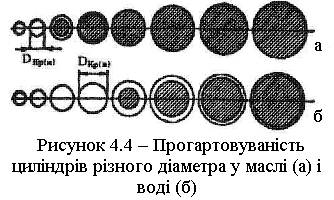
На рис. 4.4 показана глибина прогартовуваності (не заштрихована зона) при гартуванні у маслі (а) і воді (б) зразків різного діаметру. Показаний розподіл загартованої і незагартованої зон свідчить про те, що для кожного охолоджуючого середовища існує максимальний перетин, який прогартовується наскрізь – Dкр. Для прикладу показано на рис. 4.4 б, що Dкр у воді більший, ніж Dкр у маслі.
 Критичний діаметр можливо визначити експериментально. Для цього загартовують циліндричні зразки різних діаметрів і вимірюють твердість по перетину. Порівнюючи їх між собою, визначають найбільший наскрізний, який і є критичним. Такий метод досить трудомісткий і дорогий, оскільки пов’язаний з розрізанням досить твердої загартованої сталі.
Критичний діаметр можливо визначити експериментально. Для цього загартовують циліндричні зразки різних діаметрів і вимірюють твердість по перетину. Порівнюючи їх між собою, визначають найбільший наскрізний, який і є критичним. Такий метод досить трудомісткий і дорогий, оскільки пов’язаний з розрізанням досить твердої загартованої сталі.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 6737; Нарушение авторских прав?; Мы поможем в написании вашей работы!