КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Основні означення в МРВ
|
|
|
|
Основні поняття про привод
Класифікація верстатів і підсистем. Розмірні ряди верстатів
Основні означення в МРВ
ЛЕКЦІЯ №1 ЗАГАЛЬНІ ВІДОМОСТІ ПРО ВЕРСТАТИ
Металорізальний верстат – це машина для розмірної обробки заготовок, в основному, шляхом зняття стружки. Обробці підлягають заготовки як з металу, так і з інших матеріалів. До верстатів також відноситься обладнання, в яких використовуються електрофізичні і електрохімічні методи обробки, сфокусований електронний або лазерний промінь, пластичне деформування.
Верстат потрібно розглядати як складну систему, в якій поєднуються декілька функціональних підсистем (рис. 1.1).
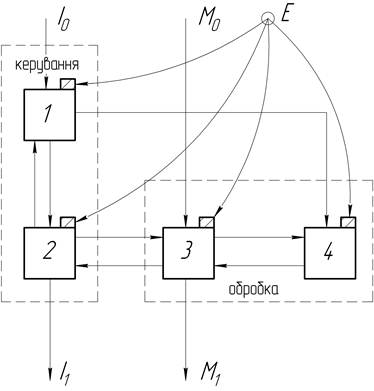
Рисунок 1.1 – Структурна схема верстата:
І0 – вхідна інформація; І1 — вихідна інформація;
М0 – заготовка; М1 – виріб; Е – енергія.
Підсистема керування (1) на підставі вхідної зовнішньої інформації І0 і додаткової внутрішньої поточної інформації від контрольно-вимірювальних пристроїв забезпечує функціонування всіх інших підсистем відповідно до поставленої задачі.
Вхідна інформація – це креслення, маршрутна технологія чи заздалегідь підготовлена керувальна програма.
Підсистема контролю (2) за допомогою давачів збирає і постачає поточною інформацією підсистему керування.
Підсистема маніпулювання (3) забезпечує доставку заготовок М0 до місця обробки, їх затискання в заданому положенні, переміщення до місця контролю і вимірювання, виведення готових виробів М1, з робочої зони верстата. Таким чином підсистема маніпулювання забезпечує проходження потоку матеріалу М0 через робочу зону верстата в процесі обробки. Крім того, підсистема маніпулювання здійснює зміну ріжучого інструмента, пристосувань.
Підсистема обробки (4) забезпечує з необхідною точністю переміщення заготовки і інструмента, а також необхідну швидкість цих переміщень. Підсистема обробки сприймає зусилля, які виникають під час технологічного процесу.
Конструктивно верстат поділяється на декілька складових, що називаються вузлами (рис. 1.2).
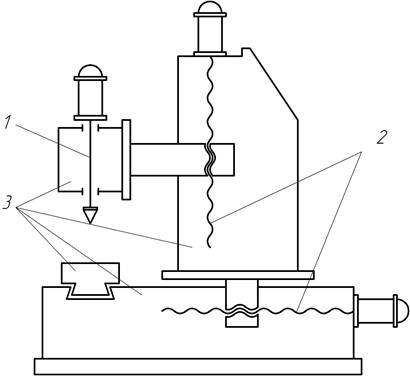
Рисунок 1.2 – Основні вузли (складальні одиниці) верстата: 1 – головний привод; 2 – приводи подач; 3 – базові вузли.
Головний привод верстата (1) надає руху інструменту або заготовці для здійснення процесу різання з відповідною швидкістю. У більшості верстатів головний привод надає обертального руху шпинделю, в якому закріплено заготовку чи різальний інструмент.
Привод подачі (2) необхідний для переміщення інструмента відносно заготовки з метою формування поверхні, яку обробляють. У більшості верстатів привод подачі надає вузлу верстата прямолінійного руху. Поєднанням декількох прямолінійних, а інколи і обертальних, рухів можна отримати будь-яку просторову траєкторію.
Привод позиціювання потрібен для переміщення того чи іншого вузла верстата з деякої вихідної позиції в іншу задану, наприклад, при послідовній обробці декількох отворів на одній тій самій заготовці.
В багатьох верстатах з ЧПК функції приводу позиціювання та подач суміщено в одному приводі.
Несуча система верстата (3) складається з послідовно з'єднаних між собою базових деталей. З'єднання можуть бути нерухомими (стики) і рухомими (напрямні). Несуча система забезпечує необхідне взаємне розташування ріжучого інструмента і заготовки під дією силових і температурних факторів.
Маніпулювальні пристрої необхідні для автоматизації різних допоміжних рухів у верстатах для зміни заготовок, їх затискання, переміщення і повороту, зміни інструмента, вилучення стружки. До маніпулювальних пристроїв відносять поворотні пристрої, промислові роботи (ПР), транспортери, тощо.
Контрольні і вимірювальні пристрої необхідні у верстаті для автоматизації спостереження за правильним функціонуванням всіх його вузлів.
Пристрої керування можуть бути з ручним обслуговуванням оператором, а також з механічною системою керування від ЧПК. Наразі широко впроваджуються мікропроцесорні пристрої ЧПК для керування всіма видами верстатного обладнання.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 1136; Нарушение авторских прав?; Мы поможем в написании вашей работы!