КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Лекции №4, 5. Взаимозаменяемость и точность размеров
|
|
|
|
Взаимозаменяемость изделий во многом обеспечивается точностью их параметров, в частности размеров. Однако в процессе изготовления неизбежно возникают погрешности размеров Δ Х, численные значения которых находят по формуле
 , (2)
, (2)
где Х – заданное значение размера (параметра): Хi – действительное значение того же параметра.
Погрешности подразделяют на систематические, случайные и грубые (промахи). Систематическими называют погрешности, постоянные по величине и направлению или изменяющиеся по определенному закону. Они могут быть вызваны упрощениями кинематических схем передаточных механизмов, ошибками настройки станков или приборов, износом инструмента, температурными деформациями и пр. Влияние этих ошибок на результаты обработки и измерения можно учесть и даже устранить.
Случайные погрешности – это погрешности, величину и направление которых заранее нельзя предусмотреть. Их появление обусловлено примерно одинаковым воздействием большого числа независимых друг от друга случайных факторов. Случайные погрешности могут быть вызваны нестабильностью химических, физических и механических свойств материалов, непостоянством размеров заготовок, изменением сил резания, погрешностями измерения и др.
Грубыми погрешностями называют погрешности, явно не соответствующие процессу обработки или измерения. Они в основном бывают следствием просчетов или недосмотра и подлежат устранению.
Влияние случайных погрешностей на точность изделий можно оценивать методами теории вероятностей и математической статистики. Многочисленными опытами доказано, что распределение случайных погрешностей чаще всего подчиняется закону нормального распределения, который характеризуется кривой Гаусса. Максимальная ордината кривой соответствует среднему значению данного размера  (при неограниченном числе измерений называется средневзвешенной, среднеарифметической или медианой и обозначается Мix). По оси абсцисс откладывают случайные погрешности или отклонения от размера . Отрезки, параллельные оси ординат Y, выражают вероятность появления случайных погрешностей соответствующей величины (рис. 3).
(при неограниченном числе измерений называется средневзвешенной, среднеарифметической или медианой и обозначается Мix). По оси абсцисс откладывают случайные погрешности или отклонения от размера . Отрезки, параллельные оси ординат Y, выражают вероятность появления случайных погрешностей соответствующей величины (рис. 3).
Рис. 3. Кривая Гаусса распределения случайных погрешностей
Кривая Гаусса симметрична относительно максимальной ординаты Y max. Следовательно, отклонения от размера одинаковой абсолютной величины, но разных знаков  одинаково возможны. Форма кривой распределения показывает, что малые отклонения (по абсолютному значению) появляются значительно чаще, чем большие, а появление весьма больших отклонений практически маловероятно. Поэтому допустимые погрешности ограничиваются некоторыми предельными значениями
одинаково возможны. Форма кривой распределения показывает, что малые отклонения (по абсолютному значению) появляются значительно чаще, чем большие, а появление весьма больших отклонений практически маловероятно. Поэтому допустимые погрешности ограничиваются некоторыми предельными значениями  (V – фактическое поле рассеяния случайных погрешностей, равное разности между наибольшими и наименьшими измеренными размерами в партии деталей). Значение V определяют из условия достаточной точности (допуска) при оптимальных затратах на изготовление изделий. При регламентированном поле рассеяния за пределами может появляться не более, чем 0,27 % случайных погрешностей. Это значит, что из 1000 обработанных деталей бракованных изделий в технико-экономическом отношении будет не более 3. В этом случае нецелесообразно менять технологию изготовления изделий, так как это приведет к чрезмерному увеличению допусков и снижению точности изделий. Следует иметь в виду, что форма кривой распределения зависит от методов обработки и измерения изделий.
(V – фактическое поле рассеяния случайных погрешностей, равное разности между наибольшими и наименьшими измеренными размерами в партии деталей). Значение V определяют из условия достаточной точности (допуска) при оптимальных затратах на изготовление изделий. При регламентированном поле рассеяния за пределами может появляться не более, чем 0,27 % случайных погрешностей. Это значит, что из 1000 обработанных деталей бракованных изделий в технико-экономическом отношении будет не более 3. В этом случае нецелесообразно менять технологию изготовления изделий, так как это приведет к чрезмерному увеличению допусков и снижению точности изделий. Следует иметь в виду, что форма кривой распределения зависит от методов обработки и измерения изделий.
Опыт работы предприятий в условиях массового и крупносерийного машиностроительного производства свидетельствует о том, что распределение случайных погрешностей, возникающих при обработке деталей, действительно хорошо описываются законом нормального распределения Гаусса. Однако в других типах и видах производства, в зависимости от принятого технологического процесса, объема выпускаемых изделий и других обстоятельств случайные погрешности могут подчиняться законам равновероятностного распределения, треугольника, Максвелла и др. При этом центр группирования может совпадать с координатой среднего размера  или смещаться относительно ее (рис. 4).
или смещаться относительно ее (рис. 4).
Следует отметить, что в производственных условиях нельзя полностью устранить влияние причин, вызывающих погрешность обработки и измерения. Можно лишь уменьшить величину этих погрешностей, применяя более современные технологические процессы обработки и средства измерения.
Точностью размера (любого параметра) называют степень приближения действительного размера к заданному, т.е. точность размера определяется погрешностью: с уменьшением погрешности точность увеличивается, и наоборот.
На практике взаимозаменяемость обеспечивается ограничением погрешностей. С уменьшением погрешностей действительные значения параметров, в частности размеров, приближаются к заданным. При небольших погрешностях действительные размеры так мало отличаются от заданных, что их отклонения от заданных не снижают работоспособность изделия по сравнению с расчетной.
Рис. 4. Расположение центра группирования размеров изделия относительно их среднего размера
Погрешность размера (любого параметра), при которой сохраняется работоспособность изделий, называют допустимой погрешностью или допуском Т размера. В связи с этим необходимо ввести понятия о номинальном, действительном и предельном размерах, предельных отклонениях, допусках и посадках.
Номинальный размер (D, d, l и др.) – размер, который служит началом отсчета отклонений и относительно которого определяют предельные размеры. Для деталей, составляющих соединение, номинальный размер является общим. Номинальные размеры находят расчетом деталей, узлов или конструкций на прочность и жесткость, а также исходя из совершенства их геометрических форм и обеспечения технологичности конструкции изделия в целом.
Для сокращении числа типоразмеров заготовок, режущего и измерительного инструмента, штампов, приспособлений, а также для облегчения типизации технологических процессов значения размеров, полученные расчетом, следует округлять (как правило, в большую сторону) в соответствии со значениями нормального ряда чисел, приводимого в соответствующей справочной литературе.
Действительный размер – размер, установленный измерением с допускаемой погрешностью. Этот термин введен потому, что невозможно изготовить деталь с абсолютно точными требуемыми размерами и измерить их без внесения погрешности. Действительный размер детали в работающей машине вследствие ее износа, упругой, остаточной, тепловой деформаций и других причин отличается от размера, определенного в статическом состоянии или при сборке. Это обстоятельство необходимо учитывать при точностном анализе механизма или машины в целом.
Предельные размеры детали – два предельно допускаемых размера, между которыми должен находиться или которым может быть равен действительный размер годной детали. Больший из них называют наибольшим предельным размером, меньший – наименьшим предельным размером.
Обозначают их соответственно Dmax и Dmin для отверстия, dmax и dmin – для вала (рис. 5). Сравнение действительного размера с предельными дает возможность судить о годности детали.
ГОСТ 25346 – 82 устанавливает понятия проходного и непроходного пределов размера.
Проходной предел – термин, применяемый к тому из двух предельных размеров, который соответствует максимальному количеству материала, а именно верхнему пределу для вала и нижнему пределу для отверстия (при применении предельных калибров речь идет о предельном размере, проверяемом проходным калибром).
Непроходной предел – термин, применяемый к тому из двух предельных размеров, который соответствует минимальному количеству материала, а именно нижнему пределу для вала и верхнему пределу для отверстия (при применении предельных калибров речь идет о предельном размере, проверяемом непроходным калибром).
Для упрощения чтения чертежей введены предельные отклонения от номинального размера: верхнее предельное отклонение ЕS, еs – алгебраическая разность между наибольшим предельным и номинальным размерами; нижнее предельное отклонение ЕI, еi – алгебраическая разность между наименьшим предельным и номинальным размерами. Для отверстия ES=Dmax– D; EI=Dmin–D; для вала es=dmax–d; ei=dmin–d (рис. 5).
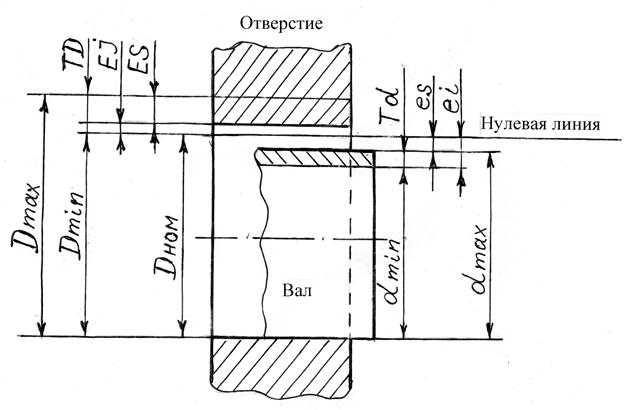
Рис. 5. Поля допусков отверстия и вала при посадке с зазором (отклонения отверстия положительны, отклонения вала отрицательны)
Действительным отклонением называют алгебраическую разность между действительным и номинальным размерами. Отклонение является положительным, если предельный или действительный размер больше номинального, и отрицательным, если указанные размеры меньше номинального.
На машиностроительных чертежах номинальные и предельные линейные размеры и их отклонения проставляют в миллиметрах без указания единицы измерения, например  ; угловые размеры и их предельные отклонения – в градусах, минутах или секундах, с указанием единицы измерения, например 0°, 30', 40''. Предельные отклонения в таблицах допусков, приводимых в справочниках, указывают в микрометрах. При равенстве абсолютных значений отклонений их указывают один раз со знаком ± рядом с номинальным размером, например 60 ± 0,2; 120° ± 20'. Отклонение, равное нулю, на чертежах не проставляют, а показывают только одно отклонение – положительное на месте верхнего или отрицательное на месте нижнего предельного отклонения, например 200+0,063 или 100– 0,019.
; угловые размеры и их предельные отклонения – в градусах, минутах или секундах, с указанием единицы измерения, например 0°, 30', 40''. Предельные отклонения в таблицах допусков, приводимых в справочниках, указывают в микрометрах. При равенстве абсолютных значений отклонений их указывают один раз со знаком ± рядом с номинальным размером, например 60 ± 0,2; 120° ± 20'. Отклонение, равное нулю, на чертежах не проставляют, а показывают только одно отклонение – положительное на месте верхнего или отрицательное на месте нижнего предельного отклонения, например 200+0,063 или 100– 0,019.
Допуском Т называют разность между наибольшим и наименьшим допускаемыми значениями того или иного параметра. Допуск Т размера – разность между наибольшим и наименьшим предельными размерами или абсолютное значение алгебраической разности между верхним и нижним отклонениями. Допуск всегда положителен. Он определяет допускаемое поле рассеяния действительных размеров годных деталей в партии, т. е. заданную точность изготовления. С увеличением допуска качество изделий, как правило, ухудшается, но стоимость изготовления уменьшается.
Для упрощения допуски можно изображать графически в виде полей допусков (рис. 6). Поле допуска – поле, ограниченное верхним инижним отклонениями размера или параметра. Поле допуска определяется значением допуска и его положением относительно номинального размера. При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии. Нулевая линия – линия, соответствующая номинальному размеру, от которой откладывают отклонения размеров при графическом изображении допусков и посадок. Если нулевая линия расположена горизонтально, положительные отклонения откладывают вверх от нее, а отрицательные – вниз. При вертикальном расположении нулевой линии положительные отклонения откладывают слева от нее, отрицательные – справа.
Рис. 6. Поля допусков отверстия и вала
Две или несколько подвижно или неподвижно соединяемых деталей называют сопрягаемыми. Поверхности, по которым происходит соединение деталей, также называют сопрягаемыми. Остальные поверхности называют несопрягаемыми (свободными). В соответствии с этим различают размеры сопрягаемых и несопрягаемых (свободных) поверхностей детали. Кроме этого, в соединении деталей, входящих одна в другую, есть охватывающие и охватываемые поверхности.
Вал – термин, применяемый для обозначения наружных (охватываемых) элементов (поверхностей) деталей. Отверстие – термин, применяемый для обозначения внутренних (охватывающих) элементов (поверхностей) деталей. Термины отверстие и вал относятся не только к цилиндрическим деталям круглого сечения, но и к элементам деталей другой формы, например, ограниченным двумя параллельными плоскостями (паз, шпонка).
Основной вал – вал, верхнее отклонение которого равно нулю (еs=О). Основное отверстие – отверстие, нижнее отклонение которого равно нулю (ЕI=О). Допуски размеров охватывающей и охватываемой поверхностей сокращенно называют соответственно допуском отверстия ТD и допуском вала Тd.
Посадкой называют характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов. Посадка характеризует свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению.
В зависимости от взаимного расположения полей допусков отверстия и вала (рис. 7) посадка может быть: с гарантированным зазором (а), с гарантированным натягом (в)или переходной (б),при которой возможно получение как зазора, так и натяга. Схемы полей допусков для разных посадок, приведенные на рис. 7, используются конструкторами при решении задач обеспечения сопряжением деталей требуемой эксплуатационной подвижности и условий их взаимозаменяемости.
Зазор S – разность размеров отверстия и вала, если размер отверстия больше размера вала. Зазор обеспечивает возможность относительного перемещения собранных деталей. Наибольший Smax, наименьший Smin и средний Sm зазоры определяют по формулам:
 . (3)
. (3)
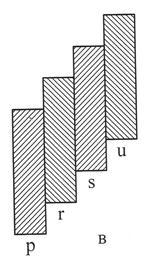
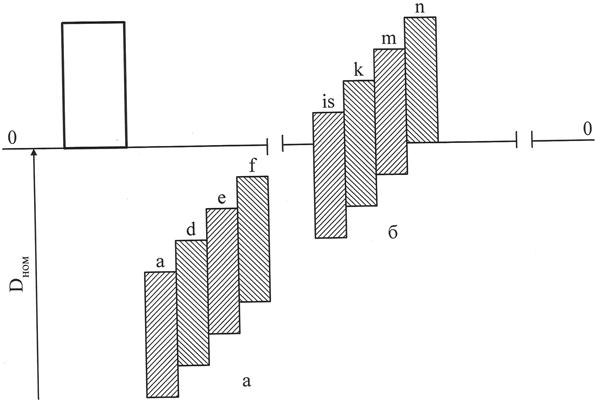
Рис. 7. Возможные расположения полей допусков валов в системе отверстия: а – посадки с гарантированным зазором; б – переходные посадки; в – посадки с гарантированным натягом
Натяг N – разность размеров вала и отверстия до сборки, если размер вала больше размера отверстия. Натяг обеспечивает взаимную неподвижность деталей после их сборки. Наибольший Nmax, наименьший Nmin и средний Nm натяги определяют по формулам:
 . (4)
. (4)
Посадка с гарантированным зазором – посадка, при которой обеспечивается зазор в соединении (поле допуска отверстиярасположено над полем допуска вала, рис. 7, а). К посадкам с зазором относятся также посадки, в которых нижняя граница поля допуска отверстия совпадает с верхней границей поля допуска вала, т. е. S min = 0. Наиболее распространенными посадками с гарантированным зазором являются: F (f), E (e), C (c), D (d).
Посадка с гарантированным натягом – посадка, при которой обеспечивается натяг в соединении (поле допуска отверстия расположено под полем допуска вала, рис. 7, в). Наиболее распространенными посадками с гарантированным натягом являются: P (p), R (r), S (s), U (u).
Переходная посадка – посадка, при которой возможно получение как зазора, так и натяга (поля допусков отверстия и вала перекрываются частично или полностью, рис. 7, б). Наиболее распространенными переходными посадками являются: K (k), M (m), N (n), IS (is).
Для количественной оценки точности деталей в машино- и приборостроении установлены 19 квалитетов точности: 01, 0, 1, 2,…17 (точность уменьшается по мере увеличения номера квалитета).
|
|
|
|
|
Дата добавления: 2014-01-06; Просмотров: 1592; Нарушение авторских прав?; Мы поможем в написании вашей работы!