КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Точности размеров
|
|
|
|
Лекция №11. Измерительные средства для контроля
В распоряжении современных промышленных предприятий находится достаточно большое количество различных измерительных средств, позволяющих с достаточно высокой степенью точности проводить контроль размеров деталей на любом этапе их «жизненного» пути, обеспечивая при этом тот или иной метод взаимозаменяемости.
Под измерением понимают нахождение значений физической величины опытным путем с помощью специально для этого предназначенных технических средств. Основное уравнение измерения имеет вид
 , (29)
, (29)
где Q – значение физической величины;
q – числовое значение физической величины в принятых единицах;
U – единица физической величины.
Единица физической величины – физическая величина фиксированного размера, принятая по согласованию в качестве основы для количественного оценивания физических величин той же природы.
Измерения проводят как с целью установления действительных размеров изделий и соответствия их требованиям чертежа, так и для проверки точности технологической системы и подналадки ее для предупреждения появления брака.
Технические средства, имеющие нормированные метрологические свойства, называются средствами измерения. К ним относятся следующие:
Эталоны единиц физических величин – средства измерений или комплексы средств измерений, официально утвержденные эталонами для воспроизведения единиц физических величин с наивысшей достижимой точностью, и их хранение (например, комплекс средств измерений для воспроизведения метра через длину световой волны). Примером точности эталонов может служить государственный эталон времени, погрешность которого за 30 тыс. лет не будет превышать 1 с.
Меры – средства измерений, предназначенные для воспроизведения физической величины заданного размера. К мерам относятся плоскопараллельные концевые меры длины, гири, конденсаторы постоянной емкости и др.
Образцовые средства измерений – это меры, измерительные приборы или преобразователи, утвержденные в качестве образцовых. Они служат для контроля нижестоящих по поверочной схеме измерительных средств; в то же время их периодически проверяют по эталонам. Точность образцовых средств измерения имеет большое значение для обеспечения единства измерений и соблюдения принципов взаимозаменяемости на любом промышленном предприятии.
Рабочие средства измерений – это меры, устройства или приборы, применяемые для измерений, не связанных с передачей единицы физической величины (например, концевая мера длины, используемая для контроля размеров изделий или для наладки станков). Для этих целей в распоряжении центральных заводских лабораторий (ЦЗЛ) предприятий машино- и приборостроения в обязательном порядке имеются меры длины и угловые меры.
Меры длины по конструктивным признакам делят на штриховые и концевые.
Штриховые меры длины используют в качестве эталонов, образцовых и рабочих штриховых мер, в виде шкал измерительных приборов, а также в инструментах, предназначенных для грубых измерений (измерительные линейки, рулетки и др.).
Плоскопараллельные концевые меры составляют основу современных линейных измерений в машиностроении. Они представляют собой бруски из закаленной стали или твердого сплава, имеющие форму прямоугольных параллелепипедов. Две противоположные измерительные поверхности каждой концевой меры весьма точно обрабатывают путем шлифования и доводки. Вследствие этого концевые меры обладают способностью притираться (сцепляться) при их надвигании друг на друга.
Концевые меры выпускают комплектами, которые позволяют составлять наборы из числа мер не более 4-х с дискретностью 1 мкм.
Угловые меры выполняют в виде призм; они предназначены для хранения и передачи плоского угла, для поверки и градуировки угломерных приборов и угловых шаблонов, а также для контроля углов изделий. Угловые меры выпускают в виде отдельных мер или комплектных наборов, позволяющих составить любой угол с градацией в 1°, 10', 1',30'' и др.
Текущий контроль размеров деталей на рабочих местах в ходе выполнения технологических операций осуществляется с помощью следующих измерительных средств:
1. Измерительные инструменты: штангенциркули, предназначенные для измерения наружных и внутренних размеров; штангенглубиномеры, служащие для контроля глубины отверстий и пазов; штангенрейсмусы и микрометрические измерительные инструменты. Штангенрейсмусы предназначены для разметочных работ и определения высот деталей. Микрометрические измерительные инструменты (микрометры) основаны на использовании винтовой пары (винт – гайка), которая преобразовывает вращательное движение микрогайки в поступательное перемещение винта (измерительного наконечника). Цена деления таких инструментов – 0,01 мм.
2. Механические измерительные приборы – к ним относятся приборы с зубчатой передачей – индикаторы часового типа. Погрешность измерения индикаторов часового типа от 2± до ±10 мкм.
3. Оптико-механические приборы характеризуются сочетанием механических передаточных механизмов с оптическим устройством. К ним относятся: оптиметры (горизонтальные и вертикальные), длинномеры, различные измерительные машины для контроля сложных корпусных деталей, точных измерений больших длин, расстояний между осями отверстий и в других случаях; интерферометры – действие этих приборов основано на использовании явления интерференции световых волн, имеют цену деления от 0,05 до 0,2 мкм; различные проекторы, дающие на экране увеличенное изображение контролируемой детали.
Все эти универсальные измерительные приборы используют в измерительных лабораториях (например, ЦЗЛ) и в цехах непосредственно на рабочих местах.
Годность деталей наиболее часто проверяют предельными калибрами. Калибрами проверяют размеры гладких цилиндрических, конусных, резьбовых и шлицевых деталей, глубины и высоты выступов, а также расположение поверхностей и другие параметры. Комплект рабочих предельных калибров для контроля размеров гладких цилиндрических деталей состоит из проходного калибра ПР (им контролируют предельный размер, соответствующий максимуму материала проверяемого объекта, рис. 12 и 13), и непроходного калибра НЕ (им контролируют предельный размер, соответствующий минимуму материала проверяемого объекта). С помощью предельных калибров определяют не числовое значение контролируемых параметров, а годность детали, т. е. выясняют, выходит ли контролируемый
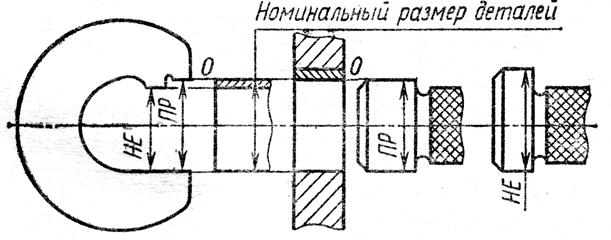
Рис. 12. Схема для выбора номинальных размеров предельных гладких калибров
параметр за нижний или верхний предел, или находится между двумя допустимыми пределами. Деталь считают годной, если проходной калибр (проходная сторона калибра) под действием собственного веса или усилия, примерно равного ему, проходит, а непроходной калибр (непроходная сторона) не проходит по контролируемой поверхности детали. В этом случае действительный размер детали находится между заданными предельными размерами. Если проходной калибр не проходит, то деталь является исправимым браком. Если непроходной калибр проходит, то деталь считается неисправимым браком и ее размер находится вне поля допуска. Таким образом, изделие считают годным, когда погрешности размера, формы и расположения поверхностей находятся в поле допуска.
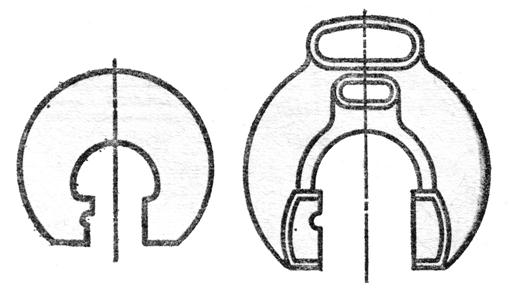
Рис. 13. Односторонние двухпредельные скобы
для контроля валов
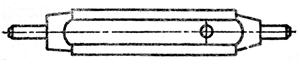
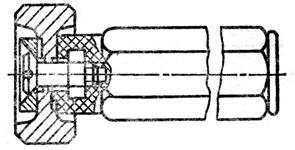
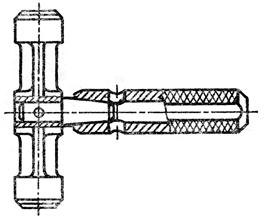
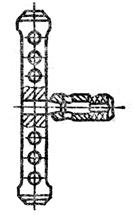
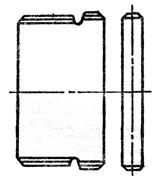
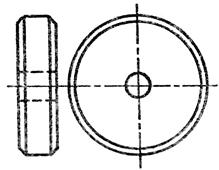
На практике в машино- и приборостроении для контроля предельных размеров деталей используют различные типы калибров, основные типы которых приведены на рис. 14: пробка двухсторонняя цельная (а); пробка двухсторонняя со вставками (б); пробка проходная (непроходная) со вставками (в); пробка штамповочная проходная (непроходная) с насадками (г); пробка проходная (непроходная) неполная штамповочная (д); пробка проходная (непроходная) неполная (е); пробка односторонняя листовая (ж); шайба полная (з); шайба неполная (и).
Для проходных калибров, которые в процессе контроля изнашиваются, кроме допуска на изготовление, предусматривается допуск на износ. Различают калибры рабочие, приемочные (изношенные рабочие) и контрольные (контркалибры). Расчет калибров состоит в определении их исполнительных размеров. При этом при расчете рабочих калибров пробку по отношению к контролируемому отверстию детали рассматривают как основной вал, а скобу по отношению к контролируемому размеру вала – как основное отверстие.
| 
| ||||
| а | б | ||||

| 
| ||||
| в | г | ||||
| 
| 
| |||
| д | е | ж | |||
| 
| ||||
| з | и | ||||
Рис. 14. Основные типы калибров-пробок для контроля отверстий
|
|
|
|
Дата добавления: 2014-01-06; Просмотров: 1363; Нарушение авторских прав?; Мы поможем в написании вашей работы!