КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Расчет исполнительных размеров гладких калибров
|
|
|
|
Исполнительным размером калибра является размер, по которому изготавливается новый калибр. Допуски на изготовление калибра задаются «в тело» калибра в виде одностороннего отклонения: положительного для скобы и отрицательного для пробки. Номинальными размерами проходных калибров ПР и непроходных НЕ служат соответственно предельные размеры детали.
Номинальный размер проходного калибра ПР соответствует максимуму материала проверяемого объекта, т.е. для вала – наибольшему предельному размеру, а для отверстия – наименьшему предельному размеру.
Номинальный размер непроходного калибра НЕ соответствует минимуму материала проверяемого объекта, т.е. для вала − наименьшему предельному размеру, а для отверстия – наибольшему предельному размеру.
Допуски на изготовление и износ гладких калибров заданы в ГОСТ 24853 «Калибры гладкие для размеров до 500мм. Допуски». Приняты условные обозначения полей допусков Н − для пробок и Н 1 − для скоб. Значение допуска калибра зависит от номинального размера детали и квалитета контролируемого размера (табл. 8. 1). Схемы расположения полей допусков калибров-пробок даны на рис. 8.1.
У всех проходных калибров поля допусков (H и Н 1) сдвинуты внутрь поля допуска детали: на величину Z − для калибров-пробок и Z 1 − для калибров-скоб. Для номинальных размеров свыше 180 мм поле допуска непроходного калибра также смещается внутрь поля допуска детали на величину a − для пробок и a1 − для скоб. Для размеров до 180 мм a = a1 = 0.
Таблица 8.1
Допуски и отклонения гладких калибров
и контркалибров, мкм, (по ГОСТ 24853-81)
| Квалитет | Обозначение | Интервалы номиналов контролируемых размеров, мм | Допуски формы пробки | |||||||||
| Св. 3 до 6 | 6… | 10… | 18… | 30… | 50… | 80… | 120… | 180… | 250… | |||
| Z | 1,5 | 1,5 | 2,0 | 2,0 | 2,5 | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 | IT1 | |
| Y | 1,0 | 1,0 | 1,5 | 1,5 | 2,0 | 2,0 | 3,0 | 3,0 | 4,0 | 5,0 | ||
| a,a 1 | 2,0 | 3,0 | ||||||||||
| Z1 | 2,0 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | ||
| Y1 | 1,5 | 1,5 | 2,0 | 3,0 | 3,0 | 3,0 | 4,0 | 4,0 | 5,0 | 6,0 | ||
| H | 1,5 | 1,5 | 2,0 | 2,5 | 2,5 | 3,0 | 4,0 | 5,0 | 7,0 | 8,0 | ||
| H1 | 2,5 | 2,5 | 3,0 | 4,0 | 4,0 | 5,0 | 6,0 | 8,0 | ||||
| Hp | 1,0 | 1,0 | 1,2 | 1,5 | 1,5 | 2,0 | 2,5 | 3,5 | 4,5 | 6,0 | ||
| Z,Z1 | 2,0 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | IT2 | |
| Y,Y1 | 1,5 | 1,5 | 2,0 | 3,0 | 3,0 | 3,0 | 4,0 | 4,0 | 6,0 | 7,0 | ||
| a,a 1 | 3,0 | 4,0 | ||||||||||
| H,H1 | 2,5 | 2,5 | 3,0 | 4,0 | 4,0 | 5,0 | 6,0 | 8,0 | ||||
| Hp | 1,0 | 1,0 | 1,2 | 1,5 | 1,5 | 2,0 | 2,5 | 3,5 | 4,5 | 6,0 | ||
| Z,Z1 | 3,0 | 3,0 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | 9,0 | IT2 | |||
| Y,Y1 | 3,0 | 3,0 | 4,0 | 4,0 | 5,0 | 5,0 | 6,0 | 6,0 | 7,0 | 9,0 | ||
| a,a 1 | 4,0 | 6,0 | ||||||||||
| H | 2,5 | 2,5 | 3,0 | 4,0 | 4,0 | 5,0 | 6,0 | 8,0 | ||||
| H1 | 4,0 | 4,0 | 5,0 | 5,0 | 7,0 | 8,0 | ||||||
| Hp | 1,5 | 1,5 | 2,0 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 | 7,0 | 8,0 | ||
| 9* | Z,Z1 | 6,0 | 7,0 | 8,0 | 9,0 | IT2 | ||||||
| a,a 1 | 4,0 | 6,0 | ||||||||||
| H | 2,5 | 2,5 | 3,0 | 4,0 | 4,0 | 5,0 | 6,0 | 8,0 | ||||
| H1 | 4,0 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | ||||||
| Hp | 1,5 | 1,5 | 2,0 | 2,5 | 2,5 | 3,0 | 4,0 | 5,0 | 7,0 | 8,0 | ||
| 10* | Z,Z1 | 6,0 | 7,0 | 8,0 | 9,0 | IT2 | ||||||
| a,a 1 | 7,0 | 9,0 | ||||||||||
| H | 2,5 | 2,5 | 3,0 | 4,0 | 4,0 | 5,0 | 6,0 | 8,0 | ||||
| H1 | 4,0 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | ||||||
| Hp | 1,5 | 1,5 | 2,0 | 2,5 | 2,5 | 3,0 | 4,0 | 5,0 | 7,0 | 8,0 | ||
| 11* | Z,Z1 | IT4 | ||||||||||
| a,a 1 | ||||||||||||
| H,H1 | 5,0 | 6,0 | 8,0 | 9,0 | ||||||||
| Hp | 1,5 | 1,5 | 2,0 | 2,5 | 2,5 | 3,0 | 4,0 | 5,0 | 7,0 | 8,0 | ||
| 12* | Z,Z1 | IT4 | ||||||||||
| a,a 1 | ||||||||||||
| H,H1 | 5,0 | 6,0 | 8,0 | 9,0 | ||||||||
| Hp | 1,5 | 1,5 | 2,0 | 2,5 | 2,5 | 3,0 | 4,0 | 5,0 | 7,0 | 8,0 |
Примечание: Для квалитетов, отмеченных (*) для всех интервалов размеров Y = Y 1 =0.
Рис. 8.1. Схемы расположения полей допусков калибров–пробок для контроля отверстий:
а − до 180 мм, квалитеты 6…8; б − свыше180 мм, квалитеты 6…8;
в − до 180 мм, квалитеты 9…17; г − свыше180 мм, квалитеты 9…17
| а) | б) |
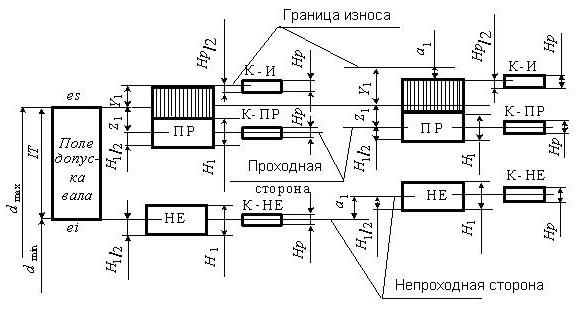
Рис. 8.2. Схемы расположения полей допусков калибров-скоб для контроля валов
квалитетов 6...8: а − до 180 мм; б − свыше 180 мм
| а) | б) |
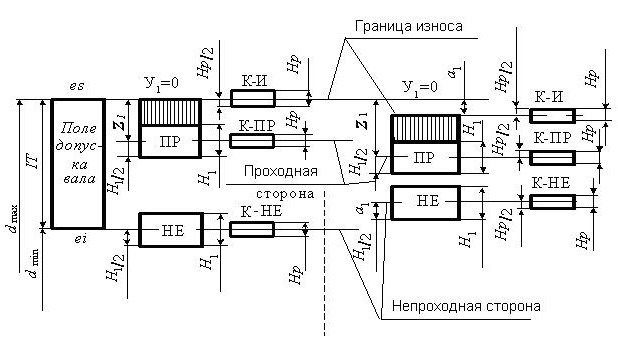
Рис. 8.3. Схемы расположения полей допусков калибров-скоб
для контроля валов квалитетов 9…17: а − до 180 мм; б − свыше 180 мм
Для проходных калибров предусматривается допуск на износ, который отражает средневероятный износ калибра. Для калибров до 8-го квалитета допуск на износ выходит за границу поля допуска детали на величину Y − для пробок и Y 1 − для скоб. Для калибров более грубых квалитетов (9...17) износ ограничивается проходным пределом, т.е. Y = Y 1 =0. Эксплуатация калибра возможна в пределах границы износа. Этими калибрами пользуются представители заказчика и их называют приемочными калибрами.
При эксплуатации калибров-скоб контроль их годности осуществляется с помощью контркалибров, по форме соответствующих валу. Контркалибры имеют допуски на изготовление Нр, которые располагаются симметрично относительно середины полей допусков калибров на изготовление и границы износа. Схемы расположения полей допусков калибров-скоб даны на рис.8.2 и рис.8.3. Контркалибры изготавливаются в виде шайб в комплекте из 3-х штук, так как проверяют проходную сторону рабочего калибра (К-ПР), износ проходной стороны (К-И) и непроходную сторону (К-НЕ).
Контрольные калибры целесообразно изготавливать только на специализированных предприятиях, выпускающих скобы большими партиями. В остальных случаях контроль скоб выполняется блоками из концевых мер длины.
Исполнительные размеры калибров, согласно соответствующей схеме расположения полей допусков, подсчитываются по формулам табл. 8.2.
Таблица 8. 2
Формулы для расчета предельных и исполнительных
размеров калибров
| Вид калибра | Контролируемый размер | |
| до 180 мм | свыше 180 мм | |
| Пробки | (рис. 8.1, а; рис.8.1, в) предельные размеры ПРmax = (D min + Z + H/ 2 ) ПРmin = (D min + Z − H/ 2 ) ПРизн = (D min − Y) НЕmax = (D max + H/ 2 ) НEmin = (D max − H/ 2 ) исполнительные размеры (d)* ПР = (D min + Z + H/ 2 )-H НЕ = (D max + H/ 2 )-H | (рис. 8.1, б;рис.8.1, г) предельные размеры ПРmax = (D min + Z + H/ 2 ) ПРmin = (D min + Z − H/ 2 ) ПРизн = (D min − Y + a ) НЕmax = (D max − a + H/ 2 ) НEmin = (D max − a − H/ 2 ) исполнительные размеры (d)* ПР = (D min + Z + H/ 2 )-H НЕ = (D max − a + H/ 2 )-H |
| Скобы | (рис. 8.2, а; рис.8.3, а) предельные размеры ПРmax = (d max - Z 1 + H 1/2 ) ПРmin = (d max - Z 1 - H 1/2 ) ПРизн = (d max + Y 1 ) НЕmax = (d min + H 1/2 ) НEmin = (d min − H 1/2 ) исполнительные размеры (D)* ПР = (d max − Z 1− H 1/2 )+ H 1 НЕ = (d min – H 1/2 ) + H 1 | (рис. 8.2, б; рис.8.3, б) предельные размеры ПРmax = (d max − Z 1 + H1/2) ПРmin = (d max − Z 1 − H 1/2 ) ПРизн = (d max + Y 1 − a1 ) НЕmax = (d min + a1 + H 1/2 ) НEmin = (d min + a1 − H 1/2 ) исполнительные размеры (D)* ПР = (d max − Z1 − H 1/2 ) + H 1 НЕ = (d min + a1 − H 1/2 ) + H 1 |
| Контр- калибры | (рис. 8.2, а;рис. 8.3, а) исполнительные размеры (d) К-И =(d max +Y 1 +HR /2 )-Нр К-ПР = (d max – Z 1 + HR /2 ) -Нр К-НЕ = (d min + HR / 2 ) -Нр | (рис. 8.2, б; рис.8.3, б) исполнительные размеры (d) К-И = (d max +Y 1 −a1 +HR / 2 ) -Нр К-ПР = (d max – Z 1 +HR / 2) -Нр К-НЕ = (d min + a1 +HR / 2 ) -Нр |
Примечание: *. Исполнительные размеры указывать на рис. 8.6….рис.8.13.
Исполнительные размеры калибров следует округлять:
- для изделий 6...14 квалитетов и всех контркалибров − до 0,5 мкм в сторону сокращения производственного допуска контролируемой детали, величина допуска калибра и контркалибра должна сохраниться;
- для изделий 15...17 квалитетов − округлять до 1 мкм при таких же условиях.
|
|
|
|
|
Дата добавления: 2014-01-06; Просмотров: 2374; Нарушение авторских прав?; Мы поможем в написании вашей работы!