КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Построение схем сборки
|
|
|
|
Сборка представляет собой совокупность операций по установке деталей в сборочное положение и соединение их в узлы, агрегаты и изделие в определённой последовательности. Техпроцесс сборки зависит от конструктивных особенностей собираемого изделия, жёсткости, габаритов и точности изготовления деталей.
 Техпроцесс сборки изделия может быть представлен графически в виде структурной схемы сборки, в которой отображается последовательность сборочных операций. Операции проводятся по принципу последовательно-параллельной
Техпроцесс сборки изделия может быть представлен графически в виде структурной схемы сборки, в которой отображается последовательность сборочных операций. Операции проводятся по принципу последовательно-параллельной
Рис.4.11
Рис.4.12
сборки если изделие состоит из деталей и сборочных единиц (узлов, агрегатов) которые могут собираться независимо от общей сборки изделия.
При сборке жестких деталей основным и единственным требованием является выполнение сборочных операций в определённой последовательности. При сборке узла выделяется базовая деталь, к которой присоединяют остальные детали.
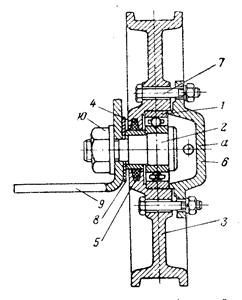
На рис.4.11 приведена конструкция ролика сборного. Базовой деталью в этом узле является ось 2, с которой и начинается процесс сборки в следующей последовательности:
- напрессовать подшипник 1 на ось 2;
- установить распорную втулку 5 на ось 2;
- вставить сальник 4 в канавку ролика 3;
- установить натяжной ролик 3 с сальником 4 на ось 2;
- установить на хвостовик оси 2 шайбу 8 и навернуть гайку 10;
- установить крышку 6 и закрепить болтами 7.
При качественном изготовлении сборка ролика не требует подгонки и доработки деталей
На основании разработанной последовательности сборочных операций составляется схема сборки Рис.4.12, которая является одним из основных технологических документов для технолога. В схеме сборки приняты следующие обозначения.
. В обозначении сборочной единицы или детали над чертой указывается позиция, соответствующая сборочной единице или детали на чертеже, а под чертой присвоенный им чертёжный номер. В обозначении ГОСТовских деталей над чертой указывается наименование нормали (винт, болт, гайка и т.п.), а под чертой ГОСТ данной нормали. В процессе сборки составной детали, узла или изделия могут применяться различные материал,обеспечивающие соединение отдельных элементов, уплотнение между ними или наличие смазки (клеи, герметики, при сварке электроды и пр.). В обозначении материала указывается его название и ГОСТ.
Если в процессе сборки применяется приспособление, то над чертой указывается его наименование, а под чертой его номер.
Процесс сборки осуществляется в определённой последовательности, обеспечивающей собираемость узла или изделия с требуемым качеством. Последовательность сборки обозначается прямоугольником с указанием номера операции.
Построение структурной схемы сборки начинается с выбора базовой детали, от которой идёт основная линия сборки, оканчивающаяся готовым изделием или узлом. К основной линии сборки подсоединяются детали или сборочные единицы в требуемой последовательности. Каждая такая операция представляет узел на линии сборки и соответствующую позицию от 1 до n.
Раздел 5. Типы соединений и их технологичность.
Надежность крепления и взаимная точность положения, собираемых узлов и деталей относительно друг друга, обеспечивается различными конструктивными решениями и зависит от условий их работы, формы сопрягаемых поверхностей.
Все соединения деталей и сборочных единиц можно разделить на два класса.
Разъемные – подвижные и неподвижные соединения.
Неразъемные – только неподвижные соединения.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 1123; Нарушение авторских прав?; Мы поможем в написании вашей работы!