КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Методы литья
|
|
|
|
Развитие массового производства отливок привело к совершенствованию известных и разработке новых специальных способов литья. Перед литейным производством стоит задача получения отливок с максимальным приближением их формы и размеров к форме и размерам готовой детали, при этом наиболее трудоёмкая операция механической обработки должна быть ограничена лишь чистовой обработкой и шлифованием. Это можно достичь усовершенствованием и внедрением специальных, более точных способов литья таких как литьё в кокиль, литьё под давлением, центробежное литьё, литьё по выплавляемым моделям, литьё в оболочковые формы и др.
При производстве точных отливок в разовые формы исключается или уменьшается механическая обработка отливок. К таким способам литья относится литье в оболочковые формы, по выплавляемым моделям, литье в гипсовые и стеклянные формы, литье по пенополистироловым моделям.
В полупостоянных формах (из шамота, металлокерамики, графита), без их разрушения можно получить несколько десятков и даже сотен отливок.
В металлической форме можно изготовить несколько тысяч отливок с размерами большой точности. К литью в металлические формы относятся литье в кокиль, центробежное литье, литьё под давлением и др.
5.1.1. Литьё в песчаные формы.
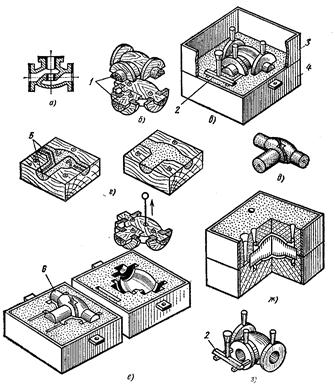 Для изготовления крупно габаритных деталей сложной формы, при мелкосерийном и единичном производстве, применяется литьё в песчаные формы. На Рис.4.1 приведён пример последовательности изготовления отливки, корпуса вентиля, в песчаную форму. По чертежу детали разрабатывают чертёж отливки Рис.1а. В модельном цехе изготовляют из древесины или металла модель состоящую из двух или более частей, в зависимости от конструктивных особенностей детали, обеспечивающих её извлечение из формовочной смеси. Модель имитирует внешние обводы детали и посадочные места стержня (знаки 1), которыми стержень фиксируется в литейной форме. В формовочном цехе одну половину модели устанавливают на модельную плиту, с закреплённой на ней нижней. опокой 4 литейной формы.
Для изготовления крупно габаритных деталей сложной формы, при мелкосерийном и единичном производстве, применяется литьё в песчаные формы. На Рис.4.1 приведён пример последовательности изготовления отливки, корпуса вентиля, в песчаную форму. По чертежу детали разрабатывают чертёж отливки Рис.1а. В модельном цехе изготовляют из древесины или металла модель состоящую из двух или более частей, в зависимости от конструктивных особенностей детали, обеспечивающих её извлечение из формовочной смеси. Модель имитирует внешние обводы детали и посадочные места стержня (знаки 1), которыми стержень фиксируется в литейной форме. В формовочном цехе одну половину модели устанавливают на модельную плиту, с закреплённой на ней нижней. опокой 4 литейной формы.
Опока представляет собой прямоугольный ящик и является частью литейной формы. Опоку, с находящейся внутри моделью, засыпают формовочной смесью и уплотняют её. Опоку снимаю с плиты, переворачивают на 1800 Рис.5.1.в и устанавливают вторую половину модели с литниковой системой 2, а также верхнюю опоку 3. Верхнюю опоку 3,
Рис.5.1 засыпают формовочной смесь и уплотняют её.
В стержневом ящике рис.5.1г изготавливают стержень рис.5.1д, имитирующий внутреннюю полость литой заготовки и форму
знака, т.е. место его фиксации в форме. В качестве материала используется стержневая смесь, из которой и формуется стержень.
 Верхнюю опоку снимают, извлекают из обеих полуформ модель детали и литниковой системы, стараясь не нарушить целостность отформованной смеси. Устанавливают в нижнюю полу форму стержень 6 рис.5.1.е и закрывают её верхней полуформой. Полость, образовавшаяся между стержнем и формовочной смесью верхней и нижней полу формами, через литниковую систему заполняется расплавленным металлом.
Верхнюю опоку снимают, извлекают из обеих полуформ модель детали и литниковой системы, стараясь не нарушить целостность отформованной смеси. Устанавливают в нижнюю полу форму стержень 6 рис.5.1.е и закрывают её верхней полуформой. Полость, образовавшаяся между стержнем и формовочной смесью верхней и нижней полу формами, через литниковую систему заполняется расплавленным металлом.
Рис.5.2
После затвердевания металла форма разбирается и отливка извлекается. Литую заготовку очищают от формовочной смеси, выбивают стержни, отрезают и зачищают литники. Форма может состоять как из двух, так и нескольких опок. На рис.5.2. показаны формы для получения литой заготовки шкива. Формирование внешних обводов детали осуществляется в следующей последовательности.
Формование нижней части заготовки производится в нижней опоке 3, которую
устанавливают на модельную плиту. На модельной плите закрепляют модель, которая имитирует отливку до плоскости разъёма опок. На опоку устанавливают наполнительную рамку и опоку заполняют формовочной смесью. Формовочную смесь уплотняют прессованием, встряхиванием или с помощью специальных машин, пескомётных или пескострельных.
После формовки опоку аккуратно снимают с модельной плиты и переворачивают на 1800 . Модель должна иметь такую форму, чтобы не происходило разрушение формовочной смеси при извлечении модели из опоки, т.е. предусмотрены необходимые уклоны. Устанавливают модель втулки 4, стояка 6, выпора 5 рис.5.2.а и формуют верхнюю полуформу.
После уплотнения формовочной смеси снимают верхнюю полуформу, извлекают из неё модель стояка, выпора, а из нижней модель отливки. Перед сборкой полуформ устанавливают стержни 1 и 2, которые служат для формирования в отливке центрального отверстия и кольцевого углубления. Стержни изготовляют из специальных формовочных смесей обеспечивающих большую газопроницаемость, прочность, противопригарность.
В единичном производстве туже самую деталь можно изготовить в трёх опоках, плоскости разъёма которых проходят по торцевым поверхностям шкива. При таком формовании исключается изготовление одного из стержней 2. Модель втулки 4 и фланца 8 делают разъёмными, чтобы их можно было извлечь из формовочной смеси в процессе разборки опоки и извлечения модели. Средняя опока 10 обеспечивает изготовление кольцевого углубления шкива.
5.1.2. Литьё в металлические формы.
Литьё в металлические формы (кокиль) имеет преимущества перед литьём в песчаные формы: снижается себестоимость процесса литья и трудоёмкость механической обработки литых заготовок; повышаются механические свойства сплавов и производительность труда. Применяется данный метод в основном в
серийном и крупносерийном производстве. Недостатком данного метода является высокая трудоёмкость изготовления металлической формы.
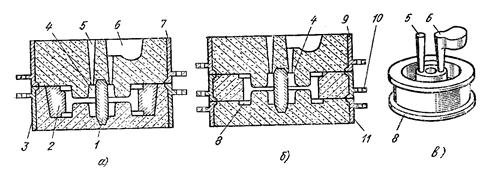
На Рис5.3 приведена конструкция кокиля, состоящая из двух половин (1 и 4). Рабочая полость(10) имитирует внешние обводы литой заготовки, а песчаные стержни (5) внутренние полости и отверстия.
Аналогично, как и в песчаных формах, в кокиле предусматривают каналы для литниковой системы (8), выпоры, для удаления газов. Для координации двух половин кокиля относительно друг друга устанавливают штыри (15 и 3), которые входят в направляющие отверстия второй половины кокиля. Полученная литая заготовка выталкивается из кокиля Рис.5.3 толкателями через отверстия (9). На рабочем столе кокиль крепят приливами (7).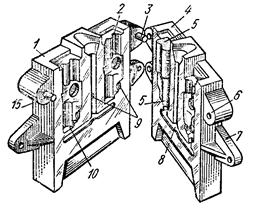 Кокиль может выдерживать большее число заливок, в зависимости от температуры заливаемого сплава. Конструкция литой детали должна иметь относительно простую форму, позволяющую производить разъединение двух половин кокиля после отвердения металла литой заготовки. В противном случае в кокиле необходимо предусматривать место для установки дополнительных песчаных стержней, формирующих сложную поверхность.
Кокиль может выдерживать большее число заливок, в зависимости от температуры заливаемого сплава. Конструкция литой детали должна иметь относительно простую форму, позволяющую производить разъединение двух половин кокиля после отвердения металла литой заготовки. В противном случае в кокиле необходимо предусматривать место для установки дополнительных песчаных стержней, формирующих сложную поверхность.
5.1.3.. Литьё по выплавляемым моделям.
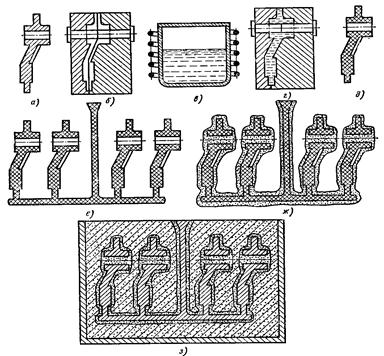 |
Этот метод позволяет получать отливки по разовым моделям (выплавляемым, выжигаемым, растворимым) в многослойных, неразъёмных, огнеупорных формах. Детали, получаемые этим способом, могут не требовать последующей механическойобработки, иметь очень сложную конфигурацию и высокое качество поверхности. Метод достаточно трудоёмкий и его целесообразно применять при изготовлении деталей со сложной и трудоёмкой механической обработкой, при использовании труднообрабатываемых материалов. Суть метода заключается в следующем. Для получения модели по чертежу отливки рис.5.4а изготавливают металлическую или пластмассовую пресс форму Рис.5.4.б, как правило, разъёмную, с каналами для литниковой системы. Расплавленный в печи Рис.5.4 в легкоплавкий сплав, состоящий из 50% парафина и 50% стеарина, заливают в пресс- форму Рис.5.4 г.
Рис.5.4.
Затвердевшую модель Рис.4.4.д извлекают из пресс формы и собирают в блок Рис.5.4е состоящий из нескольких моделей соединённых общей литниковой системой.
Собранный блок погружают в огнеупорную суспензию, посыпают сухим песком и сушат на воздухе
Операция повторяется несколько раз пока не получат форму толщиной 5-8 мм. Рис.5.4.ж. Парафиновую модель, из полученного блока, выплавляют горячим воздухом при 120-1500 С, паром или горячей водой. Полученную таким образом форму прокаливают, при этом она превращается в прочную керамическую оболочку. На рис.5.4. представлена технологическая последовательность изготовления литейной формы.
Форму заливают расплавленным металлом Рис.5.4.з и после отвердевания отливки выбивают её из формы, разрушая керамическую оболочку. Для полной очистки от керамической формы отливки обрабатывают щелочным раствором и промывают в горячей воде.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 1268; Нарушение авторских прав?; Мы поможем в написании вашей работы!