КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Штамповка в закрытых штампах
|
|
|
|
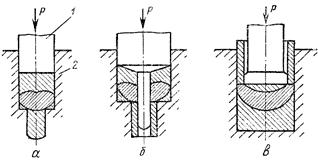
Штамповка в закрытых штампах (рис.5.27,б, в) характеризуется тем, что полость штампа закрыта, т.е. отсутствует дополнительная полость между подвижной и неподвижной частями штампа, куда мог бы перетекать материал заготовки. Величина зазора в сопрягаемых поверхностях матрицы и пуансона не велика и составляет примерно 0,1 мм., что препятствует образованию заусенцев. В отличии от открытых штампов, в закрытых штампах объём заготовки должен быть равен объёму штампованной детали. При несоблюдении данного условия металл не заполнит полностью полости штампа или штампованная заготовка будет иметь размер по высоте больше требуемого. Штамповкой в закрытых штампах изготавливают детали имеющие форму показанную на (4.25, б).
Преимуществом штамповок в закрытых штампах является повышение коэффициента использования материала (КИМ), так как на заготовке отсутствуют заусенцы. В результате деформирования материала волокна направлены по контуру заготовки и не пересекаются в месте их выхода в заусенец, как при штамповке в открытых штампах.
Применение закрытых штампов позволяет штамповать малопластичные материалы, т.к. сжимающие напряжения существенно больше, чем в открытых штампах.
 Штамповка полужидкого металла. Штамповка полужидкого металла занимает промежуточное положение между литьём под давлением и горячей штамповкой.При штамповке полужидкого металла камера сжатия совмещена с рабочей полостью формы, образующей деталь Рис.5.28. Залитый в матрицу жидкий металл под давлением пуансона поднимается вверх, в образованную матрицей и пуансоном рабочую полость формы. Температура заливки колеблется в пределах 600… 6500С для алюминиевых сплавов и 880…9200С для латуни.
Штамповка полужидкого металла. Штамповка полужидкого металла занимает промежуточное положение между литьём под давлением и горячей штамповкой.При штамповке полужидкого металла камера сжатия совмещена с рабочей полостью формы, образующей деталь Рис.5.28. Залитый в матрицу жидкий металл под давлением пуансона поднимается вверх, в образованную матрицей и пуансоном рабочую полость формы. Температура заливки колеблется в пределах 600… 6500С для алюминиевых сплавов и 880…9200С для латуни.
Рис.5.28
Формообразование происходит при сопряжении пуансона, образующего внутренний контур детали, с матрицей, оформляющей её наружный контур.
После окончания формообразования гидродинамическое давление переходит в статическое. При статическом давлении (порядка 40..60 МПа в течение 3…6 с) металл уплотняется и завершается процесс его кристаллизации. Давление препятствует росту кристаллов, вследствие чего структура получается мелкозернистой. При дальнейшей выдержке под давлением металл пластически деформируется, что улучшает его механические свойства.
5.2.5. Холодная штамповка.
 Под холодной штамповкой понимают процесс пластического деформирования металла без предварительного нагрева заготовки. Холодная штамповка подразделяется на объёмную и листовую. В первом случае в качестве исходной используют заготовки в виде Рис.5.29 прутка, во втором случае листовой
Под холодной штамповкой понимают процесс пластического деформирования металла без предварительного нагрева заготовки. Холодная штамповка подразделяется на объёмную и листовую. В первом случае в качестве исходной используют заготовки в виде Рис.5.29 прутка, во втором случае листовой
прокат. В отличии от горячей штамповки материал заготовки подвергается пластической деформации при значительно больших удельных давлениях и в условиях всестороннего неравномерного сжатия. На Рис.5.29 приведены схемы процесса холодного выдавливания и зоны пластической деформации заготовки.
Из схем видно, что зона пластической деформации охватывает не весь объём заготовки. При холодном выдавливании удельные усилия изменяются в ходе деформирования и зависят от высоты заготовки и резко возрастают, когда высота становиться меньше зоны пластической деформации.
Такое обстоятельство может привести к ускоренному износу или разрушению рабочих поверхностей штампа.
Холодную штамповку выполняют на кривошипных, гидравлических прессах или специальных станках. Наиболее распространёнными методами холодного объёмного деформирования являются холодная высадка и формовка.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 3631; Нарушение авторских прав?; Мы поможем в написании вашей работы!