КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Применения и параметрами шероховатости поверхности
|
|
|
|
Соотношение между полями допусков предпочтительного
Приведённые в таблице 6.2 рекомендации соответствуют случаю, когда отклонение формы и расположение поверхностей находятся в пределах поля допуска на размер и особо не оговариваются в рабочем чертеже.
В зависимости от методов обработки и режимов резания можно получать различную шероховатость поверхностей. В таблице 6.2. приведены возможные диапазоны шероховатости поверхностей обрабатываемых различными методами. Как видно из таблиц шероховатость поверхности зависит от точности изготовления, чем выше точность,тем меньше величина шероховатости поверхности.
Таблица 6.2.
Шероховатость поверхности при механических способах обработки.
Глава 6.1. Обработка на токарных станках.
На токарных станках обрабатывают в основном наружные и внутренние поверхности, имеющие форму тел вращения и торцевые поверхности. Для обработки сложных поверхностей используются специальные станки и станки с ЧПУ. В зависимости от типа поверхности, обрабатываемой на токарных станках, используются следующие термины:
- точение (обтачивание) применяется при обработке резанием наружных поверхностей;
- растачивание, применяется при обработке внутренних поверхностей;
- подрезание, применяется при обработке плоских (торцевых) поверхностей;
- разрезание, применяется при разделении заготовки на части.
Обработка поверхностей на токарных станках осуществляется резцами, которые классифицируются по технологическому назначению Рис.6.2
- проходные резцы 1-3, для обтачивания наружных цилиндрических и конических поверхностей;
- подрезные резцы, предназначены для обтачивания плоских торцевых поверхностей 4;
- расточные резцы, для растачивания сквозных 5 и глухих отверстий 6;
- отрезные резцы 7, для разрезания заготовок;
- резьбовые резцы 8, для нарезания наружных и внутренних резьб;
- фасонные резцы, круглые 9 и призматические 10.
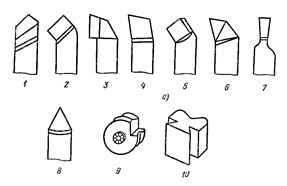
Рис. 6.2
Установка и закрепление заготовок на станках токарной группы зависит от типа станка, вида обрабатываемой поверхности, требуемой точности и т.д. Наиболее часто закрепление заготовок осуществляется в трёх кулачковом патроне Рис.6.3 а, состоящем из корпуса 1 и самоцентрирующихся кулачков 2.
Закрепление заготовок при отношении 
 4 может осуществляться с использованием дополнительного центра или между двух центров. Центры бывают опорные Рис.6.3 (б), шариковые (в), вращающиеся (г).
4 может осуществляться с использованием дополнительного центра или между двух центров. Центры бывают опорные Рис.6.3 (б), шариковые (в), вращающиеся (г).
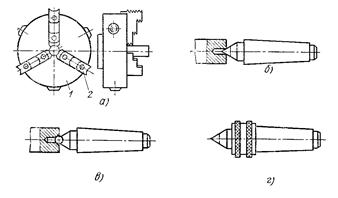
Рис.6.3
Обработку поверхностей, имеющих форму тел вращения, производят на станках токарной группы. Тип станка выбирают исходя из габаритов заготовки, точности изготовления и серийности. Наиболее часто используются следующие типы станков: токарно-винторезные, токарно-револьверные, токарно-карусельные.
Токарно-винторезный станок Рис. 6.4 состоит из станины 2, закреплённой на двух тумбах 1 и 8. На станине смонтирована передняя бабка 6 с коробкой подач 3, панелью управления 5 и шпинделем 4. Продольный суппорт 7 установлен на направляющих станины и обеспечивает продольную подачу резца. Поперечная каретка с верхним суппортом 9 и резцедержателем 8 перемещается по направляющим продольного суппорта. Задняя бабка 10 перемещается по направляющим станины, а в её пиноли закрепляется инструмент (свёрла, зенкеры, развёртки) или центры.
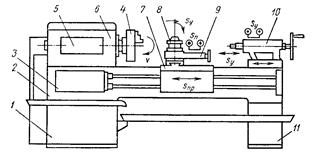
Рис.6.4
Корпус задней бабки смещается относительно её основания в поперечном направлении. Смещение корпуса бабки, в поперечном направлении, необходимо для обработки конических поверхностей с небольшим углом конуса при вершине
(2
 8
8 ). Схемы обработки поверхностей на токарно-винторезных станках представлены на Рис.6.5.
). Схемы обработки поверхностей на токарно-винторезных станках представлены на Рис.6.5.

Рис.6.5
Наружные поверхности обрабатывают прямыми или отогнутыми проходными резцами Рис.6.5 (а) Перемещая резец на требуемую величину в продольном направлении, при установленной глубине резания, т.е. снимаемого слоя материала.
Торцевые поверхности обрабатывают подрезными резцами Рис.6.5 (б), перемещая резец в поперечном направлении.
Обтачивание галтелей выполняют проходными резцами Рис. 6.5 (в) с закруглённой по радиусу режущей кромкойили специальными галтельными резцами соответственно с продольной и поперечной подачами.
Протачивание канавок осуществляют прорезными резцами ширина режущей части которых равна ширине канавки Рис.6.5 (г).
Сверление, зенкование, и развёртывание отверстий приведено на Рис.6.5 (д) и осуществляется соответствующими инструментами закреплёнными в пиноли задней бабки станка.
Растачивание внутренних поверхностей осуществляется расточными резцами при продольном перемещении (подаче) резцодержателя. Сквозные отверстия растачивают проходными резцами Рис. 6.5 (е). Ступенчатые и гладкие цилиндрические отверстия обрабатывают упорными расточными резцами Рис.6.5 (ж_
Отделение обработанной детали от заготовки производится отрезными резцами при поперечной подаче инструмента. Отрезание может производиться как резцом с прямой режущей кромкой Рис.6.5 (з), так и с наклонной режущей кромкой Рис.6.5 (и).
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 2382; Нарушение авторских прав?; Мы поможем в написании вашей работы!