КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технологические требования, предъявляемые к заготовкам, обрабатываемым на шлифовальных станках
|
|
|
|
При шлифовании ступенчатых валов (рис.6.26, а) необходимо предусматривать центровые отверстия 1, а на пустотелых деталях — установочные фаски 6, облегчающие контроль и обеспечивающие лучшую соосность обрабатываемых участков. Между шейками вала и торцами из-за непрерывного осыпания круга образуется галтель 6. В тех случаях, когда этого нельзя допустить по условиям работы детали, предусматривают технологические канавки 2 для выхода шлифовального круга. Если необходимо оставить галтели, то на чертеже детали указывают максимально возможный радиус перехода. Следует избегать конструирования валов с большой разностью диаметров отдельных участков. Точно обработанные, например, цилиндрические поверхности 3 нужно разделять введением проточек 4,поверхности которых можно не шлифовать.
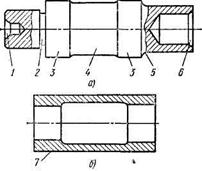 На деталях, обрабатываемых в патроне (рис.6.26, б), надо предусматривать такие поверхности 7, которые обеспечивают правильную установку и надежное закрепление деталей при обработке. Наиболее надежно закрепление по цилиндрическим поверхностям. Поверхности точно обрабатываемых отверстий следует разделять введением выточек. Предпочтительнее жесткие детали. Закрепление в Рис.6. 26 патронах тонкостенных (нежестких) деталей может вызвать большие деформации и снизить точность обработки. Шлифование отверстий малых диаметров связано с трудностями и должно назначаться в исключительных случаях.
На деталях, обрабатываемых в патроне (рис.6.26, б), надо предусматривать такие поверхности 7, которые обеспечивают правильную установку и надежное закрепление деталей при обработке. Наиболее надежно закрепление по цилиндрическим поверхностям. Поверхности точно обрабатываемых отверстий следует разделять введением выточек. Предпочтительнее жесткие детали. Закрепление в Рис.6. 26 патронах тонкостенных (нежестких) деталей может вызвать большие деформации и снизить точность обработки. Шлифование отверстий малых диаметров связано с трудностями и должно назначаться в исключительных случаях.
 Плоские поверхности деталей рис.6.27, 1 должны быть расположены перпендикулярно или параллельно основанию 2, на котором закрепляют заготовку. Шлифуемые поверхности желательно располагать в одной плоскости.
Плоские поверхности деталей рис.6.27, 1 должны быть расположены перпендикулярно или параллельно основанию 2, на котором закрепляют заготовку. Шлифуемые поверхности желательно располагать в одной плоскости.
Рис.6.27
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 717; Нарушение авторских прав?; Мы поможем в написании вашей работы!