КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Закалка и отпуск
|
|
|
|
Цель закалки и отпуска стали – улучшение ее свойств.
Закалка с отпуском нужна для очень многих деталей и изделий. Она основана на перекристаллизации стали при нагреве до температуры выше критической; после достаточной выдержки при этой температуре для завершения закалки следует быстрое охлаждение. Таким путем предотвращают превращение аустенита в перлит.
Закаливаемость стали, т. е. способность приобретать высокую максимальную твердость после закалки, возрастает с увеличением содержания углерода. Углеродистые стали с содержанием углерода менее 0, 3 % не закаляются.
Прокаливаемостъ, т. е. глубина закаленного слоя, зависит от химического состава, размеров деталей и условии охлаждения. Легирующие элементы, а также увеличение содержания углерода (до 0, 8 %) способствуют увеличению прокаливаемости.
Закаленная сталь имеет неравновесную структуру мартенсита, троостита или сорбита.
Чаще всего при закалке сталь резко охлаждают на мартенсит. Для смягчения действия закалки сталь отпускают, нагревая до температуры ниже точки А1. При отпуске структура стали из мартенсита закалки переходит в мартенсит отпуска, троостит отпуска или сорбит отпуска.
Температурные условия закалки. Температура нагрева стали при закалке та же, что и при полном отжиге: для доэвектоидной стали на 30-50° выше точки Ас3, для заэвтектоидной – на 30-50° выше точки Ас1.
При нагреве доэвтектоидной стали до температуры между точками Ас1 и Ас3 (неполная закалка) в структуре быстро охлажденной стали, наряду с закаленными участками, будет присутствовать нерастворенный феррит, резко снижающий твердость и прочность. Поэтому для доэвтектоидной стали обязательна полная закалка (нагрев выше точки Ас3).
В заэвтектоидной стали избыточной фазой является цементит, который по твердости не уступает мертенситу и даже превосходит его; поэтому сталь достаточно нагреть на 30-50° выше точки Ас1.
Нагревать изделия, особенно крупные, нужно постепенно, чтобы избежать местных напряжений и трещин, а время выдержки нагретого изделия должно быть достаточным, чтобы переход перлита в аустенит полностью завершился. Продолжительность выдержки обычно равна четверти общей продолжительности нагревания.
Охлаждение деталей при закалке. Скорость охлаждения деталей при закалке должна быть такой, чтобы деталь получилась заданной структуры. Скорость V2 (см. рис. 2), обеспечивающая мартенситную структуру (с остаточным аустенитом, не без троостита), называется критической скоростью закалки.
Так как С-образные кривые доэвтектоидной и заэвтектоидной сталей смещены влево по сравнению с кривыми эвтектоидной стали, критическая скорость закалки их выше, и получение структуры мартенсита достигается труднее, а для некоторых марок она даже недостижима.
Легирующие компоненты в стали облегчают закалку, так как при этом С-образные кривые смещаются вправо, и критическая скорость понижается.
При скорости охлаждения меньше критической в структуре закаленной стали, наряду с мартенситом, будет троостит, а при дальнейшем уменьшении скорости получаются структуры троостита или сорбита без мартенсита.
Резкость закалки (получение мартенсита без троостита) зависит от природы температуры охлаждающей среды. Охлаждение струей воздуха или холодными металлическими плитами дает закалку на сорбит. Наиболее распространено охлаждение деталей погружением их в воду, щелочные или кислые растворы, масло, расплавленный свинец и др. При этом получается резкая или умеренная закалка (на мартенсит или троостит).
Охлаждающая способность воды резко изменяется в зависимости от ее температуры; если эту способность при 18° принять за единицу, то при 74° она будет иметь коэффициент 0,05.
К наиболее резким охладителям относится 10%-ный раствор NaOH в воде, при 18° его коэффициент –2,0; к умеренным – минеральные масла с коэффициентом 0,2-0,25.
При закалке применяют различные приемы охлаждения в зависимости от марки стали, формы и размеров детали и технических требований к ним.
Простая закалка в одном охладителе (чаще всего в воде или в водных растворах) выполняется путем погружения в него детали до полного охлаждения. При охлаждении необходимо освобождать деталь от слоя пара хороший теплоизолятор. Такой способ закалки самый распространенный.
Для получения высокой твердости и наибольшей глубины закаленного слоя для углеродистой стали применяют охлаждение деталей при интенсивном обрызгивании.
Прерывистой закалкой (закалка в двух средах) называют такую, при которой деталь охлаждают последовательно в двух средах: первая среда – охлаждающая жидкость (обычно вода); вторая – воздух или масло. Резкость такой закалки меньше, чем предыдущей.
При ступенчатой закалке деталь быстро погружают в соляной расплав и охлаждают до температуры несколько выше МН (см. рис. 3), короткое время выдерживают и затем охлаждают на воздухе. Выдержка обеспечивает выравнивание температуры от поверхности к сердцевине детали, что уменьшает напряжения, возникающие при мартенситном превращении.Способ погружения деталей в закалочную ванну должен быть таким, чтобы при закалке они как можно меньше коробились. Детали с большим отношением длины к диаметру или ширине (напильники, сверла и др.) следует погружать в охладитель вертикально.
Изотермическая закалка. Изотермическая закалка (закалка в горячих средах) основана на изотермическом распадении аустенита; охлаждение ведется не до комнатной температуры, а до температуры несколько выше начала мартенситного превращения (200-300°, в зависимости от марки стали). В качестве охладителя используют соляные расплавы или нагретое до 200-250° масло. При температуре горячей ванны деталь выдерживается продолжительное время, пока пойдут инкубационный период и распадение аустенита. В результате получается структура игольчатого троостита, по твердости близкого к мартенситу, но более вязкого и прочного. Последующее охлаждение производится на воздухе.
При изотермической закалке вначале требуется быстрое охлаждение со скоростью не менее критической, чтобы избежать распадения аустенита в условиях, отвечающих перегибу С-образной кривой (см. рис. 7). Следовательно, по этому методу можно закаливать только небольшие (примерно, диаметром до 8 мм) детали из углеродистой стали, так как запас энергии в более тяжелых деталях не позволит достаточно быстро их охладить. Это не относится, однако, к легированным сталям, большинство марок которых имеет значительно меньшие критические скорости закалки. Большим преимуществом изотермической закалки является возможность рихтовки (исправление искривлений) изделий во время инкубационного периода распадения аустенита (который длится несколько минут), когда сталь еще мягка и пластична. После изотермической закалки детали свободны от внутренних напряжений и не имеют трещин.
Виды поверхностной закалки. При поверхностной закалке выше критической температуры нагревается только тонкий поверхностный слой детали, а внутри металл почти не нагревается. После закалки детали имеют твердый поверхностный слой и вязкую сердцевину.

|
| Рис. 8. Схема закалки с помощью газовой горелки. |
Закалка при помощи газовой горелки схематично показана на рис. 8. Кислородно-ацетиленовое пламя газовой горелки с температурой около 3200° направляется на поверхность закаливаемой детали и быстро нагревает ее до температуры выше критической. Вслед за горелкой из трубки на поверхность детали направляется струя воды, закаливая нагретый слой стали.
Способ этот с успехом применяется для закалки поверхностного слоя зубьев больших шестерен, подверженных сильному износу.
|
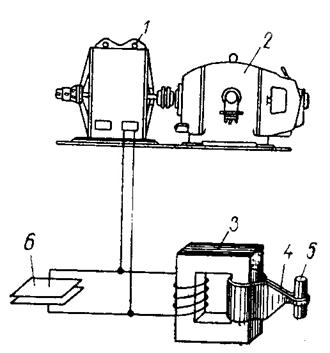
| Рис. 9. Схема индукционной закалки. |
Закалка токами высокой частоты по методу В.П. Вологдина нашла очень широкое применение в промышленности, так как отличается высокой производительностью, легко поддается управлению и обеспечивает хорошее качество. Закаливаемая деталь 5 (рис. 9) помещается в индуктор (катушку) 4, по которому пропускается ток высокой частоты. Ток поступает через трансформатор 3 от машинного генератора 1, приводимого во вращение электродвигателем 2. Возбуждаемый при этом в детали ток имеет наибольшую плотность у поверхности и быстро нагревает поверхность детали. Когда нагрев закончен, деталь обрызгивается водой из индуктора, который для этого делается полым с отверстиями.
Для улучшения коэффициента мощности высокочастотной установки включены конденсаторы 6.
Регулируя мощность тока и время выдержки, можно ограничить нагрев на толщину от долей миллиметра до десятков миллиметров.
Машинные генераторы с частотой тока до 10 кГц обычно применяют для закалки на глубину свыше 2 мм. При закалке на глубину меньше 2 мм пользуются высокочастотными ламповыми генераторами, создающими ток весьма высокой частоты, который можно изменять в зависимости от особенностей закаливаемых деталей.
Дефекты закалки. К этим дефектам относится: трещины, поводки, или коробление и обезуглероживание.
Главная причина трещин и поводки – неравномерное изменение объема детали при нагреве и, особенно, при резком охлаждении. Другая причина – увеличение объема при закалке на мартенсит.
Трещины возникают потому, что напряжения при неравномерном изменении объема в отдельных местах детали превышают прочность металла в этих местах.
Лучшим способом уменьшения напряжений является медленное охлаждение около температуры мартенситного превращения (точка МН). При конструировании деталей необходимо учитывать, что наличие острых углов и резких изменений сечения увеличивает внутреннее напряжение при закалке.
Коробление (или поводка) возникает также от напряжений в результате неравномерного охлаждения и проявляется в искривлениях деталей. Если эти искривления невелики, они могут быть исправлены, например, шлифованием. Трещины и коробление могут быть предотвращены предварительным отжигом деталей, равномерным и постепенным нагревом их, а также применением ступенчатой и изотермической закалки.
Обезуглероживание стали с поверхности – результат выгорания углерода при высоком и продолжительном нагреве детали в окислительной среде. Для предотвращения обезуглероживания детали нагревают в восстановительной или нейтральной среде (восстановительное пламя, муфельные печи, нагрев в жидких средах).
Обработка холодом – новый вид термической обработки. Этот метод разработан в Советском Союзе (труды С.С. Штенберга, А.П. Гуляева и Н.А. Минкевича) для повышения твердости стали путем перевода остаточного аустенита закаленной стали в мартенсит. Это выполняется при охлаждении стали до температуры нижней меартенситной точки МК (см. рис. 3).
Холодом обрабатывают углеродистую сталь, содержащую более 0,5% C, у которой температура мартенситового превращения (точка МК) находится ниже 0°, а также легированную сталь, например, быстрорежущую.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 996; Нарушение авторских прав?; Мы поможем в написании вашей работы!