КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Расчет количества рабочих
|
|
|
|
Коэффициент загрузки оборудования на поточной линии
Явочное количество рабочих на линии определяется по рабочим местам. Для оптимизации численности рабочих используют многостаночное обслуживание и совмещение профессий.
Многостаночное обслуживание представляет собой такую форму организации труда, при которой один рабочий работает одновременно на нескольких станках, выполняя ручные приемы на каждом из них в период автоматической работы всех остальных станков.
Более широкие возможности для организации многостаночного обслуживания имеются в условиях массово-поточного производства, т.е. в условиях, когда за станками закрепляются устойчивые, постоянно повторяющиеся операции.
При организации многостаночного обслуживания могут возникнуть следующие варианты:
1. Рабочий и обслуживаемые им станки работают без простоев в течение каждого цикла многостаночного обслуживания;
обслуживания;
2. Один или несколько станков, входящих в многостаночный комплект, имеют простои в течение каждого цикла многостаночного обслуживания, занятость рабочего в течение цикла полная;
3. Рабочий-многостаночник имеет перерывы в работе в течение каждого цикла многостаночного обслуживания, обслуживаемые им станки работают без перерывов;
4. Как рабочий, так и обслуживаемые им станки простаивают в течение каждого цикла многостаночного обслуживания.
Многостаночное обслуживание возможно тогда, когда:
1. Величина такта больше 0,5 минут;
2. Величина оперативного времени (tшт) больше одной минуты;
3. Машинное время должно быть больше вспомогательного (tмаш > tвсп).
Рациональное построение многостаночного обслуживания заключается в таком подборе операций, при котором обеспечивается наиболее полная загрузка оборудования при занятости рабочего, приближающейся к 100%.
Рассмотрение вариантов, обеспечивающих минимальную численность рабочих, требует проведения расчетов и графического анализа:
Количество станков-дублеров, которые может обслуживать станочник, определяется по формуле
 ,
,
где  — машинное время работы станка на
— машинное время работы станка на  -й операции, мин.;
-й операции, мин.;  — вспомогательное время, необходимое для выполнения всех ручных приемов на станке (установка, снятие детали, включение станка, подвод резца и т.д.)
— вспомогательное время, необходимое для выполнения всех ручных приемов на станке (установка, снятие детали, включение станка, подвод резца и т.д.)
Полученный результат округляется до ближайшего меньшего целого, а затем сравнивается с количеством станков, имеющихся на этой операции. Следует иметь в виду, что число одновременно обслуживаемых станков-дублеров в машиностроении обычно бывает от двух до четырех. Обслуживание большего количества станков затруднено из-за сложности управления ими и встречается редко.
Время занятости рабочего по обслуживанию станка:
 ,
,
где tвсп — время занятости рабочего активной работой, мин.; tа.н.i — время активного наблюдения (5% от машинного времени), мин.; tпер — время перехода рабочего от одного обслуживаемого станка к другому ( ).
).
Суммарное время занятости рабочего по обслуживанию всех станков-дублеров
Коэффициент занятости рабочего в течение цикла многостаночного обслуживания
 ,
,
Предельное значение коэффициента занятости — 0,9.
Если коэффициент занятости рабочего больше 0.9, то берем m=m - 1 и снова повторяем расчет коэффициента занятости рабочего.
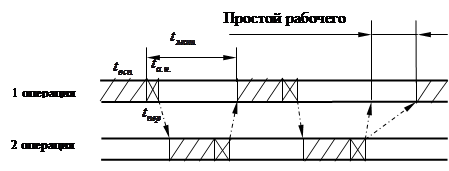
Аналитическая проверка возможности многостаночного обслуживания разнотипных станков (точнее различных операций) достаточно сложна и заменяется построением циклограмм (рис.9)
а)
 |
|
|






 | |
 |
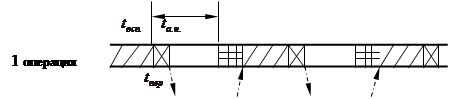
Рис. 9. Циклограммы многостаночного обслуживания
На рис.9а изображен случай, когда возможно одновременное обслуживание различных станков — это не приводит к простою оборудования. Хотя рабочий загружен не полностью, с этим приходится мириться, так как для непрерывно-поточной линии подобное явление, как правило, неустранимо.
На рис.9б изображен случай, когда многостаночное обслуживание приводит к простою станка на 1 операции и, вообще говоря, недопустимо из-за срыва выполнения программы. Однако категорически утверждать о невозможности многостаночного обслуживания нельзя, так как вполне возможно, что оборудование на 1 операции и не требует полной загрузки, а возникающие при многостаночном обслуживании его простои не срывают выполнения планового задания.
Списочное количество рабочих рассчитывается:
 ,
,
где fn — потери рабочего времени (непроизводственные), %.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 1364; Нарушение авторских прав?; Мы поможем в написании вашей работы!