КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технологический процесс пайки
|
|
|
|
Монтажный инструмент
Для качественного монтажа необходим специальный инструмент, удобный и привычный в обращении. Поэтому профессиональные монтажники обзаводятся своим инструментом, содержат его в исправности.Это, прежде всего, паяльник. Обычно для пайки радиоэлектронной аппаратуры и устройств автоматики используются торцевые электрические паяльники с жалом из красной меди и мощностью 15...40 Вт. Мощность определяется массивностью места пайки. Угол заточки жала должен быть 25...45^Меньшее значение угла - для пайки печатных плат. Периодически жало затачивается напильником с мелкой насечкой и сразу же облуживается. Также необходимо его периодически очищать от нагара. Паяльник рекомендуется подключать к электрической сети через регулятор напряжения (например, тиристорный или симисторный), так как часто паяльники, включённые непосредственно в сеть, перегреваются, и жало быстро выгорает. С помощью регулятора напряжения можно подобрать температурный режим паяльника под используемую марку припоя, не допуская перегрева. Паяльник укладывается на подставку, где в отдельных углублениях (чашках) находятся припой и флюс.
Для резки, зачистки и формовки монтажных проводов используются кусачки-бокорезы, нож и плоскогубцы (небольшие пассатижи). Для формовки петель и колец используются круглогубцы. Если провод тонкий, то для этого можно пользоваться пинцетом. Нож обычно используется складной, с хорошей фиксацией в открытом состоянии.
Пинцет является обязательным инструментом монтажника. Лучше всего использовать средний хирургический пинцет длиной 130... 150 мм с насечкой на концах. Пинцетом удерживаются провода и детали при пайке.
Для обеспечения пайки хорошего качества необходима предварительная подготовка поверхностей под пайку, которая производится в следующей последовательности:
- механическая зачистка поверхностей;
- горячее лужение, т.е. покрытие тонким слоем олова.
Поверхности, подлежащие пайке, не следует зачищать шлифовальной или наждачной бумагой, так как зёрна абразива, остающиеся в бороздках на металле будут препятствовать диффузии припоя и пайка будет некачественной. Лучше всего пользоваться ножом, однако при снятии изоляции с проводов надо быть осторожным, чтобы не подрезать жилки провода.
Для облуживания проводов следует нагретый паяльник поочерёдно обмакнуть в припой, затем в канифоль и, вращая провод, прогреть зачищенное место паяльником. При этом произойдёт облуживание, т.е. зачищенное место покроется тонким слоем припоя.
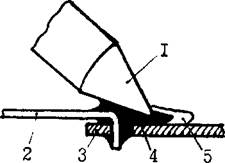
После облуживания производится формовка монтажного соединения (скрутка, формовка колечка, муфты и др.), а затем пайка. Для этого снова на жало паяльника набирается немного припоя и канифоли. При пайке паяльник следует держать наклонно плашмя жалом, как это показано на рисунке 1, чтобы был лучше прогрев места пайки. У начинающих очень часто встречается ошибка при пайке, заключающаяся в использовании паяльника как кисточки при рисовании. При этом место пайки не успевает прогреться с полным расплавлением припоя, а просто замазывается сверху припоем.
Излишек припоя с места пайки необходимо снимать паяльником так, чтобы из-под припоя были видны контуры паяемых проводников. При
этом паяльник располагается снизу паяемого соединения, чтобы на его жало стекал излишек припоя.
|
Поверхность паяного соединения должна быть гладкой, глянцевой или светло-матовой без тёмных пятен, раковин, пор, наплывов, брызг и сосулек припоя. Качество предварительной подготовки и облуживания определяют и окончательное качество пайки.
Рисунок 1 - Схема процесса пайки.
1 - паяльник; 2 - провод; 3 - контактный лепесток; 4 - расплавленный припой; 5 - замещение флюса припоем.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 1813; Нарушение авторских прав?; Мы поможем в написании вашей работы!