КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
И качество обработанной поверхности
|
|
|
|
Геометрия инструмента и ее влияние на процесс резания
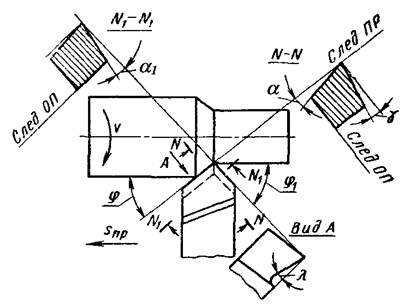 Углы токарного резца (см. рис. 1.5.1) определяют положение элементов рабочей части относительно координатных плоскостей и друг друга. Эти углы называют углами резца в статике. Углы инструмента оказывают существенное влияние на процесс резания и качество обработки.
Углы токарного резца (см. рис. 1.5.1) определяют положение элементов рабочей части относительно координатных плоскостей и друг друга. Эти углы называют углами резца в статике. Углы инструмента оказывают существенное влияние на процесс резания и качество обработки.
Рис. 1.5.1. Углы резца в статике
У токарного резца различают главные и вспомогательные углы, которые рассматривают, исходя из следующих условий: ось резца перпендикулярна к линии центров станка; вершина резца находится на линии центров станка; совершается главное движение резания.
Главный передний угол g измеряют в главной секущей плоскости между следом передней поверхности и следом плоскости, перпендикулярной к следу плоскости резания. Передний угол g оказывает большое влияние на процесс резания. С увеличением угла g уменьшается деформация срезаемого слоя, так как инструмент легче врезается в материал, снижаются сила резания и расход мощности. Одновременно улучшаются условия схода стружки, а качество обработанной поверхности заготовки повышается. Чрезмерное увеличение угла g приводит к снижению прочности главной режущей кромки, увеличению износа вследствие выкрашивания, ухудшению условий теплоотвода от режущей кромки.
При обработке деталей из хрупких и твердых материалов для повышения стойкости резца следует назначать меньшие значения угла g, иногда даже отрицательные. При обработке деталей из мягких и вязких материалов передний угол увеличивают.
Главный задний угол a измеряют в главной секущей плоскости между следом плоскости резания и следом главной задней поверхности. Наличие угла a уменьшает трение между главной задней поверхностью инструмента и поверхностью резания заготовки, что уменьшает износ инструмента по главной задней поверхности.
Вспомогательный задний угол a1 измеряют во вспомогательной секущей плоскости между следом вспомогательной задней поверхности и следом плоскости, проходящей через вспомогательную режущую кромку перпендикулярно к основной плоскости. Наличие угла a1 уменьшает трение между вспомогательной задней поверхностью инструмента и обработанной поверхностью заготовки.
Главный угол в плане j – угол между проекцией главной режущей кромки на основную плоскость и направлением подачи – оказывает значительное влияние на шероховатость обработанной поверхности. С уменьшением угла j шероховатость обработанной поверхности снижается. Одновременно увеличивается активная рабочая длина главной режущей кромки. Сила и температура резания, приходящиеся на единицу длины кромки, уменьшаются, что снижает износ инструмента. С уменьшением угла j возрастает сила резания, направленная перпендикулярно к оси заготовки и вызывающая ее повышенную деформацию. С уменьшением угла j возможно возникновение вибраций в процессе резания, снижающих качество обработанной поверхности.
Вспомогательный угол в плане j1 – угол между проекцией вспомогательной режущей кромки на основную плоскость и направлением, обратным движению подачи. С уменьшением угла j1 шероховатость обработанной поверхности снижается, увеличивается прочность вершины резца и снижается его износ.
Угол наклона главной режущей кромки l измеряют в плоскости, проходящей через главную режущую кромку резца перпендикулярно к основной плоскости, между главной режущей кромкой и линией, проведенной через вершину резца параллельно основной плоскости. С увеличением угла l качество обработанной поверхности ухудшается.
Углы g, a, j и j1 могут изменяться вследствие погрешности установки резца Если при обтачивании цилиндрической поверхности вершину резца установить выше линии центров, то угол g увеличится, а угол a уменьшится, а при установке вершины резца ниже линии центров станка – наоборот. Если ось резца будет неперпендикулярна к линии центров станка, то это вызовет изменение углов j и j1.
В процессе резания углы g и a резца меняются. Это можно объяснить тем, что меняется положение плоскости резания в пространстве вследствие вращения заготовки и поступательного движения резца, так как фактической поверхностью резания, к которой касательна плоскость резания, будет винтовая поверхность. При работе с большими подачами, а также при нарезании резьбы изменение углов g и a будет существенным, что необходимо учитывать при изготовлении резцов. Углы g и a в процессе резания могут оказаться переменными, что имеет место при обработке сложных поверхностей типа кулачков, лопаток турбин и т. п.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 461; Нарушение авторских прав?; Мы поможем в написании вашей работы!