КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Силы резания
|
|
|
|
Деформирование и срезание с заготовки слоя металла происходит под действием внешней силы Р, приложенной со стороны инструмента к обрабатываемой заготовке. Направление вектора силы совпадает с вектором скорости резания V.
Работа, затрачиваемая на деформацию и разрушение материала заготовки (P×V), расходуется на упругое и пластическое деформирование металла, его разрушение, преодоление сил трения задних поверхностей инструмента о заготовку и стружки о переднюю поверхность инструмента.
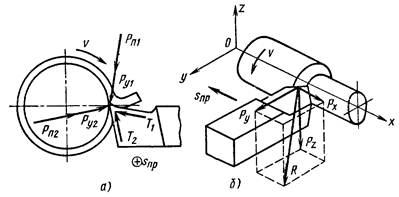 В результате сопротивления металла деформированию возникают реактивные силы, действующие на режущий инструмент. Это силы упругого (Ру1 и Ру2) и пластического (.Рп1 и Рп2) деформирования, векторы которых направлены перпендикулярно к передней и главной задней поверхностям резца (рис. 1.7.1, а).
В результате сопротивления металла деформированию возникают реактивные силы, действующие на режущий инструмент. Это силы упругого (Ру1 и Ру2) и пластического (.Рп1 и Рп2) деформирования, векторы которых направлены перпендикулярно к передней и главной задней поверхностям резца (рис. 1.7.1, а).
Рис. 1.7.1. Силы, действующие на резец (а), и разложение силы резания на составляющие (б)
Наличие нормальных сил обусловливает возникновение сил трения (T1 и Т2), направленных по передней и главной задней поверхностям инструмента. Указанную систему сил приводят к равнодействующей силе резания:
 .
.
Считают, что точка приложения силы R находится на рабочей части главной режущей кромки инструмента (рис. 1.7.1, б). Абсолютная величина, точка приложения и направление равнодействующей силы резания R в процессе обработки переменны. Это можно объяснить неоднородностью структуры металла заготовки, переменной поверхностной твердостью материала заготовки, непостоянством срезаемого слоя металла (наличие штамповочных и литейных уклонов и др.), изменением углов g и a в процессе резания. Для расчетов используют не равнодействующую силу резания, а ее составляющие, действующие по трем взаимно перпендикулярным направлениям – координатным осям металлорежущего станка. Для токарно-винторезного станка: ось X – линия центров станка, ось Y – горизонтальная линия, перпендикулярная к линии центров станка, ось Z – линия, перпендикулярная к плоскости XOY (рис. 1.7.1, б).
Вертикальная составляющая силы резания R действует в плоскости резания в направлении главного движения (по оси Z). По силе Рz, определяют крутящий момент на шпинделе станка, эффективную мощность резания, деформацию изгиба заготовки в плоскости XOZ, изгибающий момент, действующий на стержень резца, а также ведут динамический расчет механизмов коробки скоростей станка. Радиальная составляющая силы резания Рy действует в плоскости XOY перпендикулярно к оси заготовки. По силе Рy определяют величину упругого отжатия резца от заготовки и величину деформации изгиба заготовки в плоскости XOY. Осевая составляющая силы резания Рx действует в плоскости XOY, вдоль оси заготовки. По силе Рx рассчитывают механизм подачи станка, изгибающий момент, действующий на стержень резца.
По величине деформации заготовки от сил Рz и Ру рассчитывают ожидаемую точность размерной обработки заготовки и погрешность ее геометрической формы. По величине суммарного изгибающего момента от сил Рz и Рx рассчитывают стержень резца на прочность. Равнодействующая сила резания, R:
 .
.
Силу Рz, Н, определяют по эмпирической формуле:
 ,
,
где Cp – коэффициент, учитывающий физико-механические свойства материала обрабатываемой заготовки; Kp – коэффициент, учитывающий факторы, не вошедшие в формулу (углы резца, материал резца и т. д.). Значения коэффициентов Kp, Cp и показателей степеней x, y, n даны в справочниках для конкретных условий обработки.
Аналогичные формулы существуют для определения сил Ру и Рх. Условно считают, что для острого резца с g = 15 0, j = 45 0, l = 0 при точении стали без охлаждения Рz: Ру: Рх = 1: 0,45: 0,35. Знание величин и направлений сил Рz, Ру и Рх необходимо для расчета элементов станка, приспособлений и режущего инструмента.
Крутящий момент на шпинделе станка, Н × м:
Мкр = Pz Dзаг / (2 × 1000).
Эффективной мощностью Ne называют мощность, расходуемую на процесс деформирования и срезания с заготовки слоя металла. При точении цилиндрической поверхности на токарно-винторезном станке эффективная мощность, кВт:
 .
.
Мощность электродвигателя станка Nэл, кВт:
 .
.
где h – КПД механизмов и передач станка.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 1501; Нарушение авторских прав?; Мы поможем в написании вашей работы!
