КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Тепловые явления процесса резания
|
|
|
|
Процесс резания сопровождается образованием теплоты. Количество теплоты Q, выделяющейся в единицу времени, Дж/мин:
Q=Pz×V,
где Pz – вертикальная составляющая силы резания, Н; V – скорость резания, м/мин.
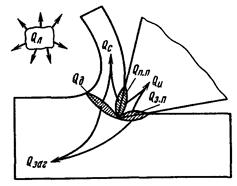 Теплота образуется в результате упругопластического деформирования в зоне стружкообразования, трения стружки о переднюю поверхность инструмента, трения задних поверхностей инструмента о поверхность резания и обработанную поверхность заготовки (рис. 1.10.1).
Теплота образуется в результате упругопластического деформирования в зоне стружкообразования, трения стружки о переднюю поверхность инструмента, трения задних поверхностей инструмента о поверхность резания и обработанную поверхность заготовки (рис. 1.10.1).
Рис. 1.10.1. Источники образования и распределения теплоты резания
Тепловой баланс процесса резания можно представить следующим тождеством:
Q = Qд+Qп.п +Qз.п = Qс+ Qзаг+ Qи+ Qл,
где Qд – количество теплоты, выделяемой при упругопластической деформации обрабатываемого материала, Дж; Qп.п – количество теплоты, выделяемой при трении стружки о переднюю поверхность инструмента, Дж; Qз.п – количество теплоты, выделяемой при трении задних поверхностей инструмента о заготовку, Дж; Qс – количество теплоты, отводимой стружкой, Дж; Qзаг – количество теплоты, отводимой заготовкой, Дж; Qи – количество теплоты, отводимой режущим инструментом, Дж; Qл – количество теплоты, отводимой в окружающую среду (теплота лучеиспускания), Дж.
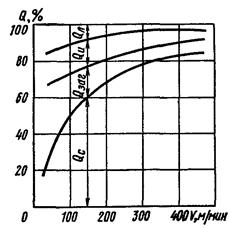 В зависимости от технологического метода и условий обработки стружкой отводится 25 – 85 % всей выделившейся теплоты; заготовкой 10 – 50 %; инструментом 2 – 8 %. Количественное распределение теплоты главным образом зависит от скорости резания (рис. 1.10.2).
В зависимости от технологического метода и условий обработки стружкой отводится 25 – 85 % всей выделившейся теплоты; заготовкой 10 – 50 %; инструментом 2 – 8 %. Количественное распределение теплоты главным образом зависит от скорости резания (рис. 1.10.2).
Рис. 1.10.2. Распределение теплоты резания в зависимости от скорости резания
Теплообразование отрицательно влияет на процесс резания. Нагрев инструмента до высоких температур (800 – 1000 0С) вызывает структурные превращения в металле, из которого он изготовлен, снижение твердости инструмента и потерю режущих свойств. Нагрев, инструмента вызывает изменение его геометрических размеров, что влияет на точность размеров и геометрическую форму обработанных поверхностей. Например, при обтачивании цилиндрической поверхности на токарном станке удлинение резца при повышении его температуры изменяет глубину резания, и обработанная поверхность получается конусообразной. Нагрев заготовки вызывает изменение ее геометрических размеров. Вследствие жесткого закрепления на станке заготовка деформируется. Температурные деформации инструмента, приспособления, заготовки и станка снижают качество обработки.
Погрешность формы обработанных поверхностей возрастает из-за непостоянства температурного поля по объему заготовки в процессе обработки (рис. 1.10.3, а), и после охлаждения обработанной заготовки возникают дополнительные погрешности обработанной поверхности (рис. 1.10.3, б). Температурные погрешности следует учитывать при наладке станков. Для определения погрешностей необходимо знать температуру инструмента и за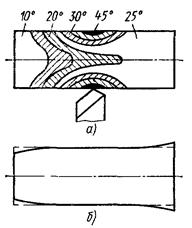 готовки или количество теплоты, переходящей в них (см. рис. 1.10.2).
готовки или количество теплоты, переходящей в них (см. рис. 1.10.2).
Рис. 1.10.3. Влияние нагрева на заготовку: а – температурное поле заготовки; б – форма заготовки после обработки
Для уменьшения отрицательного влияния теплоты на процесс резания обработку ведут в условиях применения смазочно-охлаждающих сред. В зависимости от технологического метода обработки, физико-механических свойств материалов обрабатываемой заготовки и режущего инструмента, а также режима резания применяют различные смазочно-охлаждающие среды.
Жидкости: водные растворы минеральных электролитов, эмульсии, растворы мыл; минеральные, животные и растительные масла; минеральные масла с добавлением фосфора, серы, хлора (сульфофрезолы), керосин и растворы поверхностно-активных веществ в керосине; масла и эмульсии с добавлением смазывающих веществ (графита, парафина, воска).
Газы и газообразные вещества: газы СО2, ССl4, N2; пары поверхностно-активных веществ; распыленные жидкости (туман) и пены.
Твердые вещества: порошки воска, парафина, петролатума, битума; мыльные порошки.
Чаще всего при обработке резанием применяют смазочно-охлаждающие жидкости. Обладая смазывающими свойствами, жидкости снижают трение стружки о переднюю поверхность инструмента и задних поверхностей инструмента о заготовку. Одновременно снижается работа деформирования. Общее количество теплоты, выделяющейся при резании, уменьшается. Смазочно-охлаждающие среды отводят теплоту во внешнюю среду от мест ее образования, охлаждая режущий инструмент, деформируемый слой и обработанную поверхность заготовки. Смазывающее действие сред препятствует образованию налипов металла на поверхностях инструмента, в результате чего снижается шероховатость обработанных поверхностей заготовки. Применение смазочно-охлаждающих сред приводит к тому, что эффективная мощность резания уменьшается на 10 – 15 %; стойкость режущего инструмента возрастает, обработанные поверхности заготовок имеют меньшую шероховатость и большую точность, чем при обработке без применения смазочно-охлаждающих сред.
При черновой и получистовой обработке, когда требуется сильное охлаждающее действие среды, применяют водные эмульсии. Количество эмульсии, используемой в процессе резания, зависит от технологического метода обработки и режима резания и колеблется от 5 до 150 л/мин. Увеличивать количество подаваемой жидкости рекомендуют при работе инструментов, армированных пластинками твердого сплава, что способствует их равномерному охлаждению и предохраняет от растрескивания. При чистовой обработке, когда требуется получить высокое качество обработанной поверхности, используют масла. Для активизации смазочных материалов к ним добавляют активные вещества – фосфор, серу, хлор. Под влиянием высоких температур и давлений эти вещества образуют с металлом контактирующих поверхностей соединения, снижающие трение – фосфиды, хлориды, сульфиды. При обработке заготовок из хрупких металлов, когда образуется стружка надлома, в качестве охлаждающей среды применяют сжатый воздух, углекислоту.
Смазочно-охлаждающие среды по-разному подаются в зону резания. Наиболее распространена подача жидкости в зону резания через узкое сопло на переднюю поверхность инструмента под давлением 0,05 – 0,2 МПа. Более эффективно высоконапорное охлаждение. В этом случае жидкость подают тонкой струёй под давлением 1,5 – 2 МПа со стороны задних поверхностей инструмента: Весьма эффективным является охлаждение распыленными жидкостями – туманом, который подают со стороны задних поверхностей инструмента. В тех случаях, когда охлаждение режущего инструмента затруднено, используют подвод жидкости непосредственно в зону резания через полый режущий инструмент.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 1086; Нарушение авторских прав?; Мы поможем в написании вашей работы!